TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025025850
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023131024
出願日
2023-08-10
発明の名称
中空構造板及びその製造方法
出願人
宇部エクシモ株式会社
代理人
個人
,
個人
主分類
B29C
48/14 20190101AFI20250214BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】意匠性に富む中空構造板及びその製造方法を提供すること。
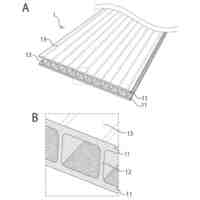
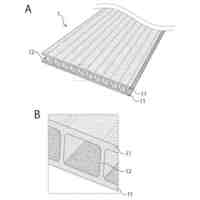
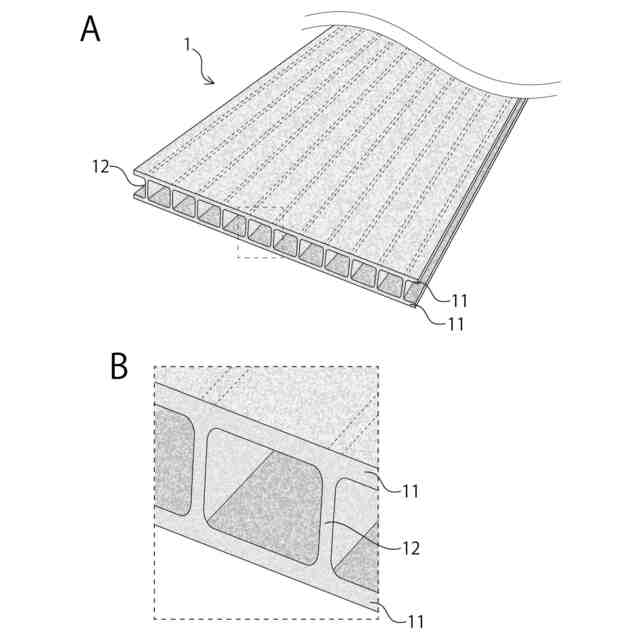
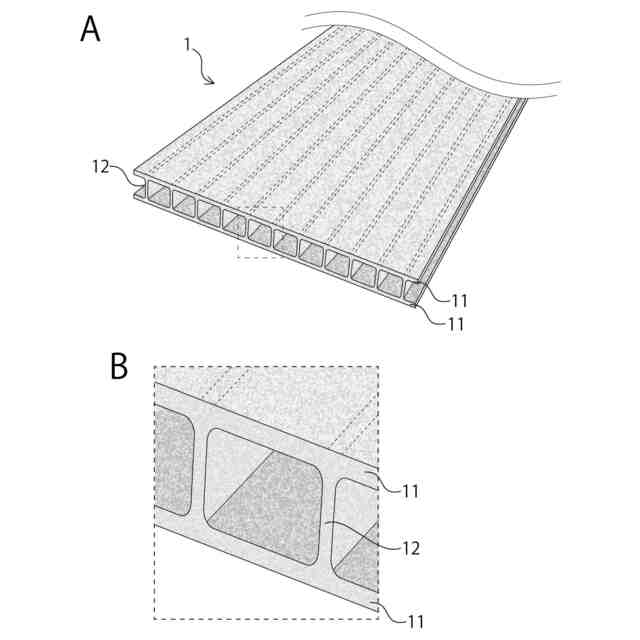
【解決手段】本発明では、略平行に配置された一対の板状体と、前記一対の板状体の間の空間を仕切るリブと、を少なくとも備える、熱可塑性樹脂製の中空構造板において、前記一対の板状体及び前記リブには、梨地模様が形成された、中空構造板を提供する。前記一対の板状体の表面粗さは、Ra1.3μm以下であってよい。また、本発明では、前記中空構造板の製造方法も提供する。
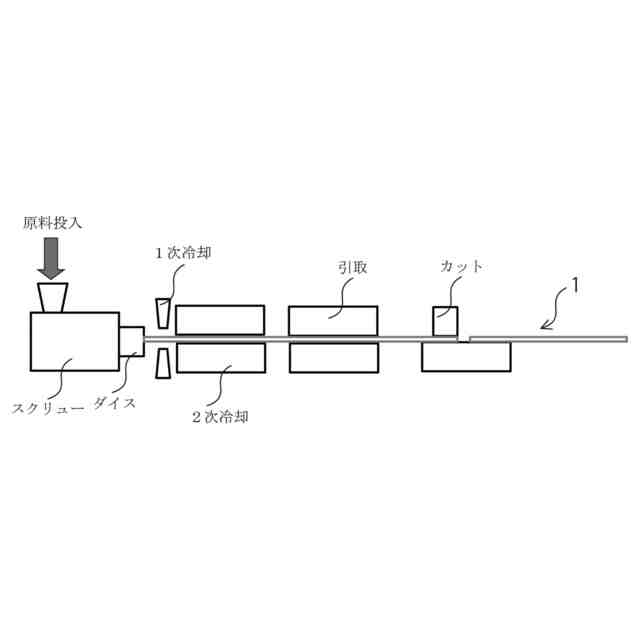
【選択図】図1
特許請求の範囲
【請求項1】
略平行に配置された一対の板状体と、
前記一対の板状体の間の空間を仕切るリブと、
を少なくとも備える、熱可塑性樹脂製の中空構造板において、
前記一対の板状体及び前記リブには、梨地模様が形成された、中空構造板。
続きを表示(約 490 文字)
【請求項2】
前記一対の板状体の表面粗さは、Ra1.3μm以下である、請求項1に記載の中空構造板。
【請求項3】
略平行に配置された一対の板状体と、前記一対の板状体の間の空間を仕切るリブと、を少なくとも備える、熱可塑性樹脂製の中空構造板において、前記一対の板状体及び前記リブには、梨地模様が形成された、中空構造板の製造方法において、
JISK7210:2014(ISO1133:2011)に示されるメルトフローレート(MFR)が、0.5g/10min以上2.0g/10min以下の熱可塑性樹脂を加熱混練し、下記(A)又は(B)の温度設定により、メルトフラクチャー現象の発生の有無に基づいて設定する、中空構造板の製造方法。
(A)ダイス温度と加熱混錬温度とを、溶融開始温度以上溶融開始温度+50℃以下の温度に設定する、
(B)ダイス温度を加熱混錬温度よりも低い温度に設定する。
【請求項4】
(B)の前記押出工程において、前記ダイス温度を加熱混錬温度よりも5℃~45℃低い温度に設定する、請求項3に記載の中空構造板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、中空構造板及びその製造方法に関する。より詳しくは、意匠性に富む中空構造板及びその製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
樹脂を用いて成形されたプラスチック製のダンボールは、耐衝撃強度や耐圧縮強度に優れ、耐水性、光透過性、リサイクル性なども兼ね備えており、梱包用ケース、通い箱などの容器類、表面保護包装材、仕切り板、建築材料、装飾材料等の幅広い用途で利用されている。
【0003】
例えば、特許文献1には、「対向する2枚のライナー板と、前記2枚のライナー板を連結する多数のリブを有する熱可塑性樹脂製中空シートにおいて、前記ライナー板の表面に微細な凹凸を設けたことを特徴とする熱可塑性樹脂製シボ付き中空シート」が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開平6-99516号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、微細な凹凸を板状体表面に設けるためには、表面に微細な凹凸を形成した転写体を、軟化状態にある熱可塑性樹脂製シートの表面と密着させて該熱可塑性樹脂の表面へ前記転写体の微細な凹凸を転写し、前記熱可塑性樹脂を冷却固化する必要があった。そのため、転写体を準備・設置する作業が必須であり、その間、機台が停止され、再度立上作業を伴う等の作業も発生することから、製造効率が著しく低下するといった問題が生じていた。また、備品の点数も増えることから、作業が煩雑となっていた。
【0006】
したがって、微細な凹凸模様等を有する中空構造板の技術分野は、未だ発展の途にあり、新たな技術が望まれているという実情があった。
【0007】
そこで、本発明では、意匠性に富む中空構造板及びその製造方法することを主目的とする。
【課題を解決するための手段】
【0008】
本願発明者らが鋭意実験検討を行った結果、意匠性に富む中空構造板及びその製造方法を見出し、本発明を完成させるに至った。
【0009】
すなわち、本発明では、略平行に配置された一対の板状体と、前記一対の板状体の間の空間を仕切るリブと、を少なくとも備える、熱可塑性樹脂製の中空構造板において、前記一対の板状体及び前記リブには、梨地模様が形成された、中空構造板を提供する。
前記一対の板状体の表面粗さは、Ra1.3μm以下であってよい。
【0010】
また、本発明では、略平行に配置された一対の板状体と、前記一対の板状体の間の空間を仕切るリブと、を少なくとも備える、熱可塑性樹脂製の中空構造板において、前記一対の板状体及び前記リブには、梨地模様が形成された、中空構造板の製造方法において、JISK7210:2014(ISO1133:2011)に示されるメルトフローレート(MFR)が、0.5g/10min以上2.0g/10min以下の熱可塑性樹脂を加熱混練し、下記(A)又は(B)の温度設定により、メルトフラクチャー現象の発生の有無に基づいて設定する、中空構造板の製造方法も提供する。
(A)ダイス温度と加熱混錬温度とを、溶融開始温度以上溶融開始温度+50℃以下の温度に設定する、
(B)ダイス温度を加熱混錬温度よりも低い温度に設定する。
前記押出工程において、前記ダイス温度を加熱混錬温度よりも5℃~45℃低い温度に設定されてよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
宇部エクシモ株式会社
中空構造板及びその製造方法
5日前
宇部エクシモ株式会社
中空構造板及びその製造方法
5日前
東レ株式会社
溶融紡糸設備
8か月前
東レ株式会社
吹出しノズル
3か月前
東レ株式会社
プリプレグテープ
5か月前
シーメット株式会社
光造形装置
2か月前
CKD株式会社
型用台車
2か月前
グンゼ株式会社
ピン
2か月前
個人
射出ミキシングノズル
4か月前
株式会社日本製鋼所
押出機
4か月前
株式会社FTS
ロッド
1か月前
個人
樹脂可塑化方法及び装置
1か月前
株式会社FTS
成形装置
2か月前
株式会社リコー
シート剥離装置
6か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社シロハチ
真空チャンバ
4か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社神戸製鋼所
混練機
13日前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社リコー
画像形成システム
2か月前
三菱自動車工業株式会社
予熱装置
5か月前
株式会社FTS
セパレータ
27日前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社日本製鋼所
押出成形装置
5か月前
トヨタ自動車株式会社
真空成形装置
9か月前
日東工業株式会社
インサート成形機
2か月前
株式会社リコー
シート処理システム
6か月前
株式会社リコー
シート処理システム
6か月前
トヨタ自動車株式会社
真空成形方法
9か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
個人
ノズルおよび熱風溶接機
1か月前
KTX株式会社
シェル型の作製方法
8か月前
小林工業株式会社
振動溶着機
8か月前
東レ株式会社
ペレット製造時の制御システム
5日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ