TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025025451
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023130220
出願日
2023-08-09
発明の名称
射出成形機、射出成形システム及び射出成型品の製造方法
出願人
株式会社日本製鋼所
代理人
個人
主分類
B29C
45/10 20060101AFI20250214BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】従来の射出成形機は、十分に生産効率を高めることが出来ない問題があった。
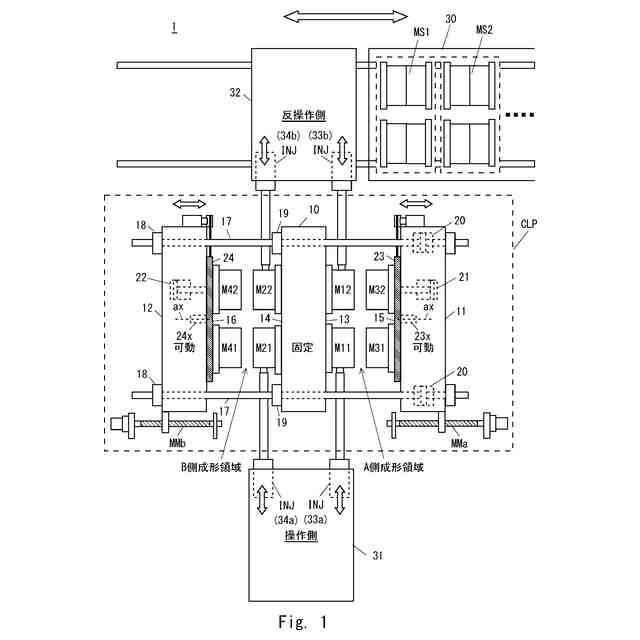
【解決手段】一実施の形態の射出成形機は、第1の金型取付面13と第2の金型取付面14とを備える第1の型盤10と、第3の金型取付面15が設けられる第2の型盤11と、第4の金型取付面16が設けられる第3の型盤12と、第1の金型取付面13と第3の金型取付面15の一方の面に対して設けられ、対応する金型取付面を回転させる第1の型回転機構と、第2の金型取付面14と第4の金型取付面16の一方の面に対して設けられ、対応する金型取付面を回転させる第2の型回転機構と、第1の金型取付面13と第3の金型取付面15の他方の面に取り付けられる金型に対して射出ノズルが当接される第1の射出装置と、第2の金型取付面14と第4の金型取付面16の他方の面に取り付けられる金型に対して射出ノズルが当接される第2の射出装置と、を有する。
【選択図】図1
特許請求の範囲
【請求項1】
第1の金型取付面と、前記第1の金型取付面の背面側に設けられる第2の金型取付面と、を備える第1の型盤と、
前記第1の金型取付面と対向する第3の金型取付面が設けられる第2の型盤と、
前記第2の金型取付面と対向する第4の金型取付面が設けられる第3の型盤と、
前記第1の型盤、前記第2の型盤及び前記第3の型盤の1つを固定盤とし、可動盤に設定された2つの型盤を前記固定盤に対して型締方向に加圧しながら押し付ける型締機構と、
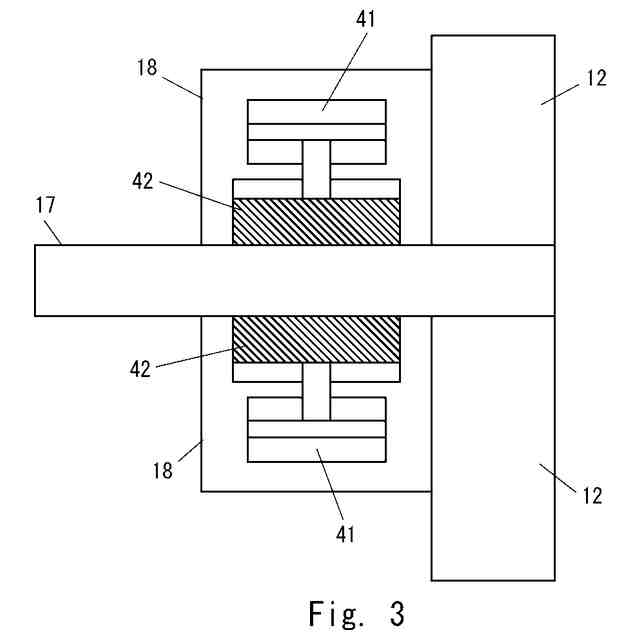
前記第1の金型取付面と前記第3の金型取付面の一方の面に対して設けられ、前記型締方向の軸を中心に金型取付面を回転させる第1の型回転機構と、
前記第2の金型取付面と前記第4の金型取付面の一方の面に対して設けられ、前記型締方向の軸を中心に金型取付面を回転させる第2の型回転機構と、
前記第1の金型取付面と前記第3の金型取付面の他方の面に取り付けられる金型に対して射出ノズルが当接される第1の射出装置と、
前記第2の金型取付面と前記第4の金型取付面の他方の面に取り付けられる金型に対して射出ノズルの当接される第2の射出装置と、
を有する射出成形機。
続きを表示(約 1,800 文字)
【請求項2】
前記型締機構は、
前記第2の型盤を起点に前記第1の型盤と前記第3の型盤を挿通するタイバと、
前記第2の型盤に固定されるように設けられ、前記タイバを前記型締方向に前後させる型締力発生機構と、
前記型締力発生機構が前記第3の型盤が前記第2の型盤に接近する方向に前記タイバを動かす場合、及び、前記型締力発生機構が前記第3の型盤を前記第2の型盤から離れる方向に前記タイバを動かす場合に、前記タイバに対する前記型締方向の前記第3の型盤の位置を規定する第1のロック機構と、
前記型締力発生機構が前記第1の型盤のみを前記第2の型盤に接近する方向に前記タイバを動かす場合、及び、前記型締力発生機構が前記第1の型盤を前記第2の型盤から離れる方向に前記タイバを動かす場合に、前記タイバに対する前記型締方向の前記第1の型盤の位置を規定する第2のロック機構と、
を有する請求項1に記載の射出成形機。
【請求項3】
前記第1のロック機構及び前記第2のロック機構の少なくとも一方は、前記タイバに対する型盤の位置に寄らず対応する型盤を前記タイバに固定する請求項2に記載の射出成形機。
【請求項4】
前記第1の射出装置と前記第2の射出装置は、対応する金型に対して側方から射出ノズルが当接される請求項1に記載の射出成形機。
【請求項5】
前記第1の射出装置と前記第2の射出装置は、前記第2の金型取付面と前記第3の金型取付面の金型が取り付けられる面の裏側から対応する金型に射出ノズルが当接される請求項1に記載の射出成形機。
【請求項6】
前記第1の金型取付面と前記第3の金型取付面に取り付けられる金型により構成される第1の金型セットと、前記第2の金型取付面と前記第4の金型取付面に取り付けられる金型により構成される第2の金型セットは、それぞれ2以上のキャビティを有する請求項1に記載の射出成形機。
【請求項7】
前記第1の型回転機構と前記第2の型回転機構は、それぞれ、前記金型を回転させることで前記キャビティを構成する金型の組み合わせを変更する請求項6に記載の射出成形機。
【請求項8】
前記第2の型盤は、固定盤であり、
前記第1の型盤及び前記第3の型盤は、前記第2の型盤に対して近接及び離間する可動盤である請求項1に記載の射出成形機。
【請求項9】
前記第1の型盤は、固定盤であり、
前記第2の型盤及び前記第3の型盤は、前記第1の型盤に対して近接及び離間する可動盤である請求項1に記載の射出成形機。
【請求項10】
第1の金型取付面と、前記第1の金型取付面の背面側に設けられる第2の金型取付面と、を備える第1の型盤と、
前記第1の金型取付面と対向する第3の金型取付面が設けられる第2の型盤と、
前記第2の金型取付面と対向する第4の金型取付面が設けられる第3の型盤と、
前記第1の型盤、前記第2の型盤及び前記第3の型盤の1つを固定盤とし、可動盤に設定された2つの型盤を前記固定盤に対して型締方向に加圧しながら押し付ける型締機構と、
前記第1の金型取付面と前記第3の金型取付面の一方の面に対して設けられ、前記型締方向の軸を中心に金型取付面を回転させる第1の型回転機構と、
前記第2の金型取付面と前記第4の金型取付面の一方の面に対して設けられ、前記型締方向の軸を中心に金型取付面を回転させる第2の型回転機構と、
前記第1の金型取付面と前記第3の金型取付面の他方の面に取り付けられる金型に対して射出ノズルが当接される第1の射出装置と、
前記第2の金型取付面と前記第4の金型取付面の他方の面に取り付けられる金型に対して射出ノズルが当接される第2の射出装置と、
前記第1の金型取付面に取り付けられる金型と前記第3の金型取付面に取り付けられる金型とにより構成される第1の金型セットと、前記第2の金型取付面に取り付けられる金型と前記第4の金型取付面に取り付けられる金型とより構成される第2の金型セットと、のそれぞれを個別に別の金型セットに入れ替える金型交換台車を有し、
前記金型交換台車は、前記第1の型盤から前記第3の型盤の側方から水平に前記金型セットを移動させて金型セットの入れ替えを行う射出成形システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば、射出成形機、射出成形システム及び射出成型品の製造方法に関する。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
射出成形機においては、複数の樹脂により1つの成形品を成形する機能が求められることが多くなってきた。例えば、色が異なる複数の樹脂により1つの成形品に複数の色の部分が設けられる多色成形を行う機能が求められる。そこで、特許文献1には多色成形が可能な射出成形機に関する技術が開示されている。
【0003】
特許文献1に記載の金型回転式射出成形機は、固定盤に対して可動盤が水平方向に型開閉され、金型を備えた回転テーブルが前記固定盤または前記可動盤の一方の盤に対して回転可能に設けられた金型回転式射出成形機において、型締装置の側方のみに2基以上の射出装置が配置され、固定盤の反金型取付面側には射出装置が配置されていないことを特徴とする。
【先行技術文献】
【特許文献】
【0004】
特開2018-30269号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
射出成形機では、金型を型締めする型締力は、固定盤と可動盤との間に設けられるキャビティ面の面積と、キャビティの個数及びキャビティ内に射出する成形材料の射出圧の積にほぼ比例して決定される。つまり、キャビティ面の面積、或いは、キャビティの個数が増加すれば大きな型締力が必要になる。このようなことから、特許文献1に記載の金型回転式射出成形機では、型締力の上限により、キャビティ面の面積と、キャビティの個数及びキャビティ内に射出する樹脂の射出圧が制限される。このような制限は、生産能力の制限となるため問題である。
【0006】
本発明は、上記事情に鑑みてなされたものであり、射出成形機、或いは、射出成形システムの生産効率を高めることを目的とするものである。その他の課題と新規な特徴は、本明細書の記述及び添付図面から明らかになるであろう。
【課題を解決するための手段】
【0007】
一実施の形態にかかる射出成形機は、第1の金型取付面と、前記第1の金型取付面の背面側に設けられる第2の金型取付面と、を備える第1の型盤と、前記第1の金型取付面と対向する第3の金型取付面が設けられる第2の型盤と、前記第2の金型取付面と対向する第4の金型取付面が設けられる第3の型盤と、前記第1の型盤、前記第2の型盤及び前記第3の型盤の1つを固定盤とし、可動盤に設定された2つの型盤を前記固定盤に対して型締方向に加圧しながら押し付ける型締機構と、前記第1の金型取付面と前記第3の金型取付面の一方の面に対して設けられ、前記型締方向の軸を中心に金型取付面を回転させる第1の型回転機構と、前記第2の金型取付面と前記第4の金型取付面の一方の面に対して設けられ、前記型締方向の軸を中心に金型取付面を回転させる第2の型回転機構と、前記第1の金型取付面と前記第3の金型取付面の他方の面に取り付けられる金型に対して射出ノズルが当接される第1の射出装置と、前記第2の金型取付面と前記第4の金型取付面の他方の面に取り付けられる金型に対して射出ノズルの当接される第2の射出装置と、を有する。
【0008】
一実施の形態にかかる射出成形システムは、第1の金型取付面と、前記第1の金型取付面の背面側に設けられる第2の金型取付面と、を備える第1の型盤と、前記第1の金型取付面と対向する第3の金型取付面が設けられる第2の型盤と、前記第2の金型取付面と対向する第4の金型取付面が設けられる第3の型盤と、前記第1の型盤、前記第2の型盤及び前記第3の型盤の1つを固定盤とし、可動盤に設定された2つの型盤を前記固定盤に対して型締方向に加圧しながら押し付ける型締閉機構と、前記第1の金型取付面と前記第3の金型取付面の一方の面に対して設けられ、前記型締方向の軸を中心に金型取付面を回転させる第1の型回転機構と、前記第2の金型取付面と前記第4の金型取付面の一方の面に対して設けられ、前記型締方向の軸を中心に金型取付面を回転させる第2の型回転機構と、前記第1の金型取付面と前記第3の金型取付面の他方の面に取り付けられる金型に対して射出ノズルが当接される第1の射出装置と、前記第2の金型取付面と前記第4の金型取付面の他方の面に取り付けられる金型に対して射出ノズルが当接される第2の射出装置と、前記第1の金型取付面に取り付けられる金型と前記第3の金型取付面に取り付けられる金型とにより構成される第1の金型セットと、前記第2の金型取付面に取り付けられる金型と前記第4の金型取付面に取り付けられる金型とより構成される第2の金型セットと、のそれぞれを個別に別の金型セットに入れ替える金型交換台車を有し、前記金型交換台車は、前記第1の型盤から前記第3の型盤の側方から水平に前記金型セットを移動させて金型セットの入れ替えを行う。
【0009】
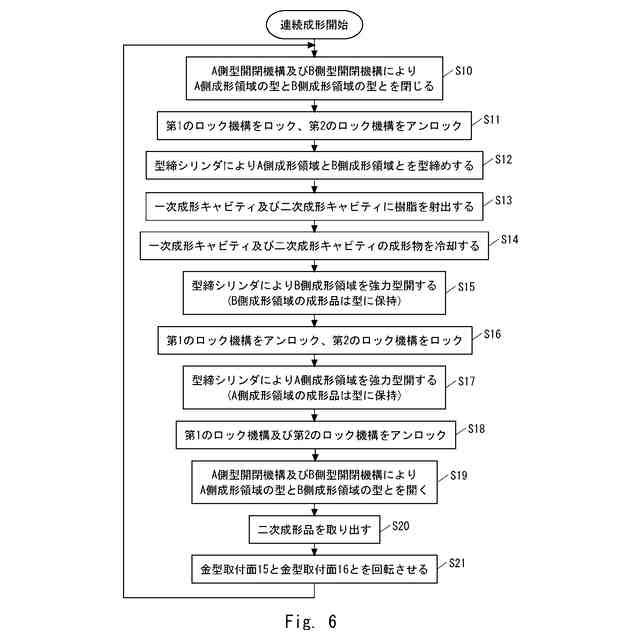
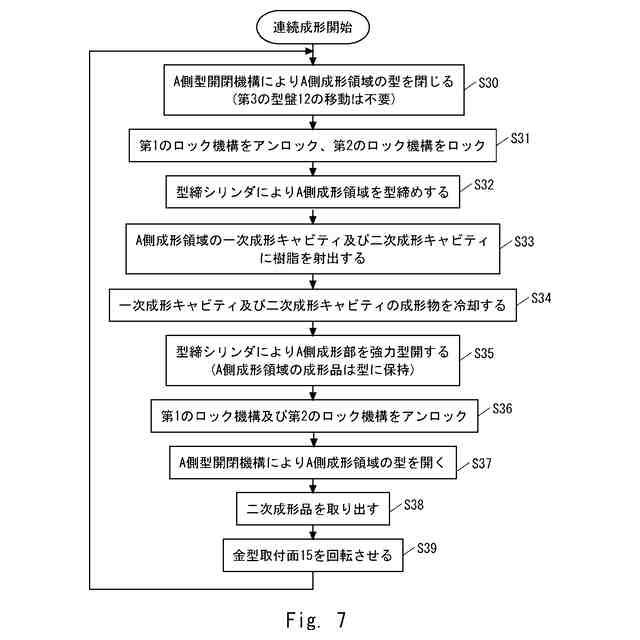
一実施の形態にかかる射出成型品の製造方法は、第1の金型取付面と、前記第1の金型取付面の背面側に設けられる第2の金型取付面と、を備える第1の型盤と、前記第1の金型取付面と対向する第3の金型取付面が設けられる第2の型盤と、前記第2の金型取付面と対向する第4の金型取付面が設けられる第3の型盤と、前記第1の型盤、前記第2の型盤及び前記第3の型盤の1つを固定盤とし、可動盤に設定された2つの型盤を前記固定盤に対して型締閉方向に加圧しながら押し付ける型締機構と、を有し、前記第1の金型取付面と前記第3の金型取付面の一方は、取り付けられる型盤に対して回転可能に取り付けられ、前記第1の金型取付面と前記第3の金型取付面には、複数の第1のキャビティを構成する金型対を含む第1の金型セットが取り付けられ、前記第2の金型取付面と前記第4の金型取付面の一方は、取り付けられる型盤に対して回転可能に取り付けられ、前記第2の金型取付面と前記第4の金型取付面には、複数の第2のキャビティを構成する金型対を含む第2の金型セットが取り付けられる射出成形機における射出成型品の製造方法であって、前記第1の金型セット及び前記第2の金型セットを型締状態とする第1の型締工程と、前記型締状態の前記第1の金型セットにより形成される前記複数の第1のキャビティのうち第1の一次成形品に対応した第1の一次成形キャビティと、前記型締状態の前記第2の金型セットにより形成される前記複数の第2のキャビティのうち第2の一次成形品に対応した第2の一次成形キャビティと、に対して成形材料を射出する第1の射出工程と、前記第1の一次成形品と前記第2の一次成形品とを対応する金型に保持した状態で、前記第1の金型セット及び前記第2の金型セットを型開状態とする第1の型開工程と、前記第1の一次成形品が保持された金型と前記第2の一次成形品とが保持された金型を回転させて、前記第1の一次成形品と前記第2の一次成形品とを、第1の二次成形品と第2の二次成形品に対応するキャビティが構成される金型に対向する位置に移動させる型回転工程と、前記型回転工程の後に、前記第1の金型セット及び前記第2の金型セットを型締状態とする第2の型締工程と、前記型締状態の前記第1の金型セットにより形成される前記複数の第1のキャビティのうち前記第1の二次成形品に対応した第1の二次成形キャビティと、前記型締状態の前記第2の金型セットにより形成される前記複数の第2のキャビティのうち前記第2の二次成形品に対応した第2の一次成形キャビティと、に対して成形材料を射出する第2の射出工程と、前記第1の二次成形品と前記第2の二次成形品とを対応する金型に保持した状態で、前記第1の金型セット及び前記第2の金型セットを型開状態とする第2の型開工程と、第2の型開工程後に前記第1の二次成形品と前記第2の二次成形品とを金型から取り出す取り出し工程と、を有する。
【0010】
一実施の形態にかかる射出成形機、射出成形システム及び射出成型品の製造方法では、水平方向に連続して設けられる少なくとも2つの成形領域を有し、少なくとも2つの成形領域に対して1つの型締工程での型締動作を行うことが可能になる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
3か月前
東レ株式会社
溶融紡糸設備
8か月前
CKD株式会社
型用台車
2か月前
東レ株式会社
プリプレグテープ
5か月前
シーメット株式会社
光造形装置
2か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
4か月前
グンゼ株式会社
ピン
2か月前
個人
樹脂可塑化方法及び装置
1か月前
株式会社FTS
ロッド
1か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社シロハチ
真空チャンバ
4か月前
株式会社リコー
シート剥離装置
6か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社FTS
成形装置
2か月前
株式会社FTS
セパレータ
27日前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
三菱自動車工業株式会社
予熱装置
5か月前
株式会社神戸製鋼所
混練機
13日前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社リコー
画像形成システム
2か月前
株式会社リコー
シート処理システム
6か月前
日東工業株式会社
インサート成形機
2か月前
個人
ノズルおよび熱風溶接機
1か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
KTX株式会社
シェル型の作製方法
8か月前
株式会社リコー
シート処理システム
6か月前
小林工業株式会社
振動溶着機
8か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
ヒロホー株式会社
搬送容器の製造方法
8か月前
株式会社コスメック
磁気クランプ装置
1か月前
株式会社日本製鋼所
射出成形機
2か月前
トヨタ自動車株式会社
電池の製造方法
2か月前
中川産業株式会社
防火板材の製造方法
2か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ


































