TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024086314
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022201383
出願日
2022-12-16
発明の名称
搬送容器の製造方法
出願人
ヒロホー株式会社
代理人
個人
主分類
B29C
51/10 20060101AFI20240620BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】
3次元形状の受け材を具備した搬送容器の製作工程の削減を図り、短納期でかつ、部品点数が削減され分別廃棄が容易な搬送容器の製造方法を提供すること。
【解決手段】
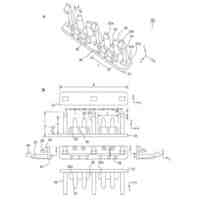
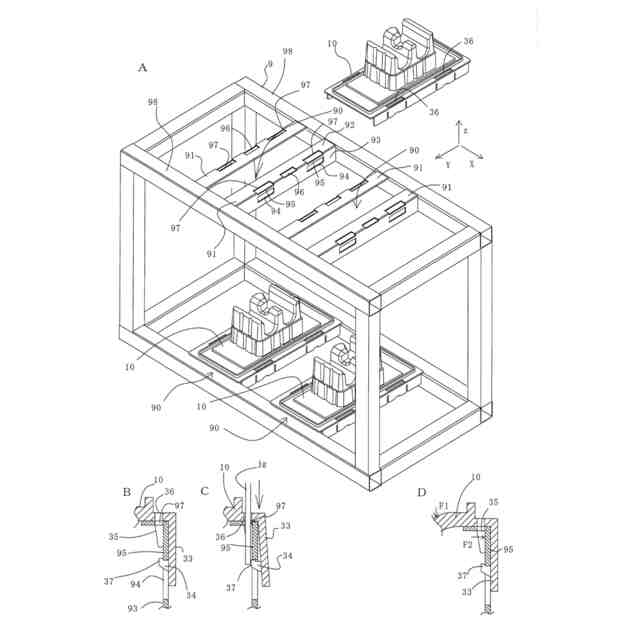
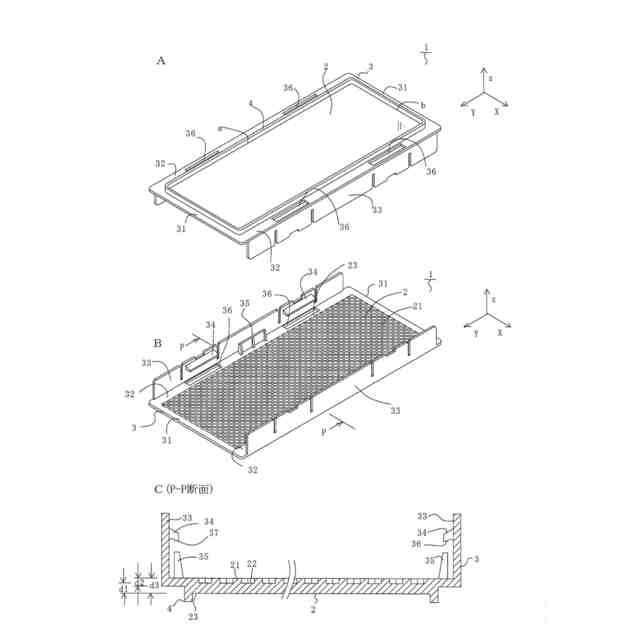
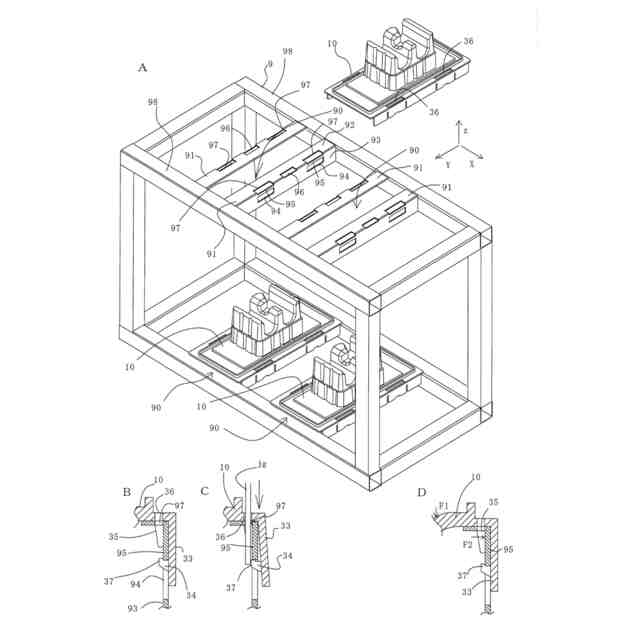
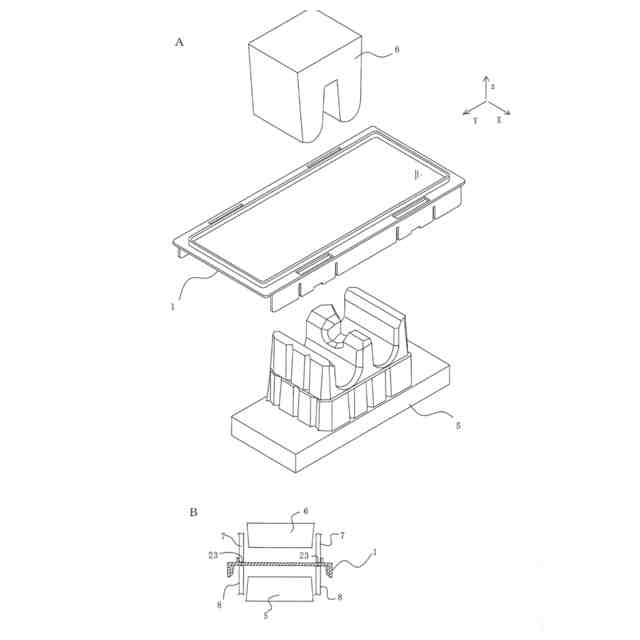
フレーム9には台座ユニット90が設けられ、各台座ユニット90の上に跨がって受け材10が搭載されている。受け材10は、プリフォーム1を真空成形して形成される。プリフォーム1には、成形主部2と、フランジ部31、32及び嵌合構造部33が射出成形により形成されている。成形主部2の面内には、格子状にリブ21が設けられている。形状付けを行うために用意された成形型5及びプラグ6により成形主部2を挟み込んで真空成形を行い、真空成形されたプリフォーム1を受け材10として台座ユニット90に搭載する。
【選択図】 図2
特許請求の範囲
【請求項1】
間隔をおいて上下方向に立ち上がった一対の側壁に開口が設けられた台座ユニットを1又は複数有するフレームと、
各台座ユニットの上に跨がって搭載され、一対の側壁の開口の上枠に爪部が夫々嵌合する受け材とを有する搬送容器の製造方法において、
平面に延びる板状であって、格子状に立ち上がったリブが面内に設けられた矩形状の成形主部と、前記成形主部の周囲を取り囲むフランジ部と、成形主部の一対の辺の外側であって前記フランジ部から上下方向の下側に直角に曲がるように夫々設けた一対の嵌合構造部と、前記嵌合構造部の夫々に形成された前記爪部とを有するプリフォームを射出成形により形成し、
形状付けを行うために用意された雄成形型及びプラグにより前記成形主部を挟み込んで前記成形主部に対して真空成形を行い、
前記真空成形されたプリフォームを前記受け材として前記台座ユニットに搭載することを特徴とする搬送容器の製造方法。
続きを表示(約 560 文字)
【請求項2】
前記フランジ部には、一対の嵌合構造部の夫々に対して、前記側壁の厚さ相当の間隔を開けて対応する嵌合構造部と平行な立ち上がり部が設けられ、
前記受け材が前記台座ユニットに搭載されたとき、各嵌合構造部と立ち上がり部の間に前記側壁が挟み込まれることを特徴とする請求項1の搬送容器の製造方法。
【請求項3】
平面に延びる板状であって、背面側には格子状に立ち上がったリブが設けられた矩形状の成形主部と、前記成形主部の周囲を取り囲むフランジ部と、成形主部の一対の辺の外側であって前記フランジ部から上下方向の下側に直角に曲がるように夫々設けた嵌合構造部と、前記嵌合構造部に設けられた爪部が形成されており、
前記爪部は、間隔をおいて上下方向に立ち上がった一対の側壁に設けられた開口に嵌合するものであることを特徴とする請求項1の搬送容器の製造方法に使用される受け材のプリフォーム。
【請求項4】
前記成形主部の周囲を一周して立ち上がった堤部が設けられていることを特徴とする請求項3の受け材のプリフォーム。
【請求項5】
前記格子状に立ち上がったリブは、前記矩形状の成形主部に対し斜めに配置されていることを特徴とする請求項3の受け材のプリフォーム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、製品を収容して搬送に用いる搬送容器の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
工場間で製品(若しくは部品、以下「製品」と称する)を搬送することに利用される通い箱と称される搬送容器が知られている。搬送容器は、搬送容器内に発泡樹脂板による受け材を配置し、その上に搬送対象である製品を搭載して、部品の傷付き若しくは変形を防止する(例えば、特許文献1)。比較的重量のある製品に対しては、プラスチック板、段ボール、金属板等の変形しづらい板材を、製品類似の受け形状に切り出して、切り出した側面で製品を受ける受け材を用いる。固い受け材により、製品の傷付きを防ぐため、受け材は3次元形状をなしていることが望ましい。
【0003】
受け材を射出成形により形成する場合には受け材を望むような3次元形状にすることができる。しかし、顧客から求められる搬送容器が搬送する製品に応じたオーダーメイド品で有る場合には、射出成形の手法は少量多品種の受け材を作るためには、射出金型の製造等で時間とコストがかかる。
【0004】
真空成形は、金型の作成が比較的安価で小ロットでの製造が可能であり、かつ短時間に作成できるため、特に製品を受ける面を3次元的な形状にする際にも作成が容易である。しかし、製品の重量を支えるには強度的に劣る。この問題点を解決し、真空成形により3次元形状が形成された表皮材とこれをサポートする板材により構成された受け材で製品の重量を支える技術が特許文献2に開示されている。
【0005】
また、搬送容器の受け材の技術に関するものではないが、コップの製造工程で真空成形の技術が利用されている。例えば、特許文献3には、成形主部とフランジ部とを有する熱可塑性樹脂のプリフォームを射出成形によって成形し、次いでかかるフォームの熱成形主部をマッチドモールド真空成形してカップ形状熱可塑性樹脂容器を製造する方法が開示されている。真空成形では樹脂シートにカップ形状にせしめ、カップ形状部分を囲繞する部位で切断することにより破棄される部分が多いが、この特許文献の技術では、上下一対のチャッキングプレートの接合部には凹部から成る把持部が形成されており、プリフォームのフランジ部が把持部の中に射出成形により形成される。フランジ部は、上下一対のチャッキングプレートに把持されたまま、成形主部に対して真空成形が行われる。フランジ部はコップの縁になり、破棄される部分が少ない。
【先行技術文献】
【特許文献】
【0006】
実開昭57-149220号公報
特許第7007006号公報
特開平5-69478号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
搬送容器は、縦横に組まれたフレームと、受け材及び、受け材をフレームに固定する部材により構成される。特許文献1の技術では3次元的な受け材の形成は難しく、特許文献2の技術では、受け材の表皮材に対して3次元形状を容易に付与する事ができるが、サポート材やフレームに固定する部材等、部品点数の軽減には限界がある。また、これらの材質を統一することも難しく、分別廃棄の手間も必要とする。
【0008】
特許文献3の技術は、真空成形における破棄される部位についての解決があるが、重量物を受ける受け材として利用するには、先の特許文献の技術と同様に、サポート材やフレームに固定する部材等、部品点数の問題がある。また、真空成形により絞り込まれる位置が顧客の製品により変わることへ対応、強度の確保などの、受け材特有の問題に対する考慮は無い。
【0009】
そこで本発明は、3次元形状の受け材を具備した搬送容器の製作工程の削減を図り、短納期でかつ、部品点数が削減され分別廃棄が容易な搬送容器を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、間隔をおいて上下方向に立ち上がった一対の側壁に開口が設けられた台座ユニットを1又は複数有するフレームと、
各台座ユニットの上に跨がって搭載され、一対の側壁の開口の上枠に爪部が夫々嵌合する受け材とを有する搬送容器の製造方法において、
平面に延びる板状であって、立ち上がったリブが面内に格子状に設けられた矩形状の成形主部と、前記成形主部の周囲を取り囲むフランジ部と、成形主部の一対の辺の外側であって前記フランジ部から上下方向の下側に直角に曲がるように夫々設けた一対の嵌合構造部と、前記嵌合構造部の夫々に形成された前記爪部とを有するプリフォームを射出成形により形成し、
形状付けを行うために用意された成形型及びプラグにより前記成形主部を挟み込んで前記成形主部に対して真空成形を行い、
前記真空成形されたプリフォームを前記受け材として前記台座ユニットに搭載することを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ヒロホー株式会社
運搬容器
1か月前
東レ株式会社
溶融紡糸設備
9か月前
東レ株式会社
吹出しノズル
4か月前
CKD株式会社
型用台車
3か月前
シーメット株式会社
光造形装置
3か月前
東レ株式会社
プリプレグテープ
6か月前
個人
射出ミキシングノズル
5か月前
グンゼ株式会社
ピン
3か月前
株式会社日本製鋼所
押出機
6か月前
東レ株式会社
フィルムの製造方法
15日前
個人
樹脂可塑化方法及び装置
2か月前
株式会社FTS
ロッド
2か月前
株式会社シロハチ
真空チャンバ
5か月前
株式会社リコー
シート剥離装置
7か月前
トヨタ自動車株式会社
射出装置
29日前
株式会社FTS
成形装置
3か月前
帝人株式会社
成形体の製造方法
9か月前
東レ株式会社
一体化成形品の製造方法
7か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社神戸製鋼所
混練機
1か月前
三菱自動車工業株式会社
予熱装置
6か月前
株式会社不二越
射出成形機
3日前
株式会社リコー
画像形成システム
4か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社FTS
セパレータ
2か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
個人
ノズルおよび熱風溶接機
2か月前
東レ株式会社
溶融押出装置および押出方法
2か月前
株式会社ニフコ
樹脂製品の製造方法
5か月前
トヨタ自動車株式会社
真空成形装置
11か月前
トヨタ自動車株式会社
真空成形方法
10か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
KTX株式会社
シェル型の作製方法
9か月前
日東工業株式会社
インサート成形機
4か月前
小林工業株式会社
振動溶着機
9か月前
株式会社リコー
シート処理システム
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ