TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025025136
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023129632
出願日
2023-08-08
発明の名称
成形ドラム体へのタイヤ材料の供給システムおよびタイヤの製造方法
出願人
横浜ゴム株式会社
代理人
清流国際弁理士法人
,
個人
,
個人
主分類
B29D
30/08 20060101AFI20250214BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】タイヤの成形装置をコンパクト化しつつ、タイヤ材料の補充に起因する時間ロスをより低減し、かつ、複数種類のタイヤ材料を1つの成形ドラム体に効率的に供給するタイヤ材料の供給システムおよびタイヤの製造方法を提供する。
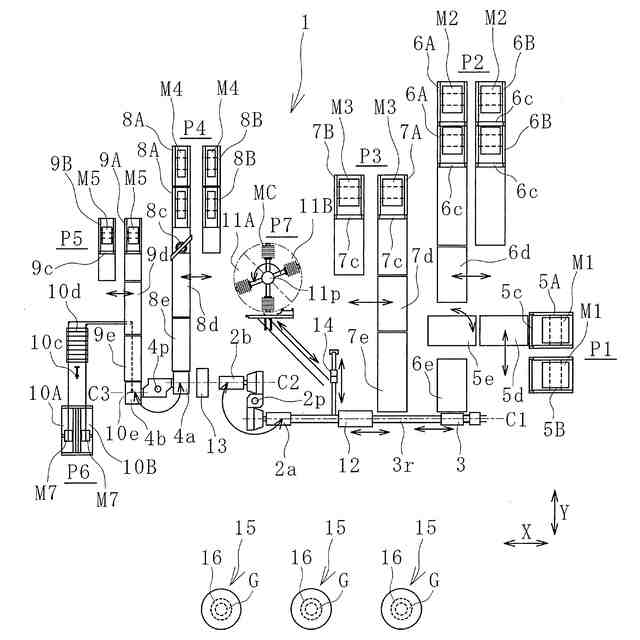
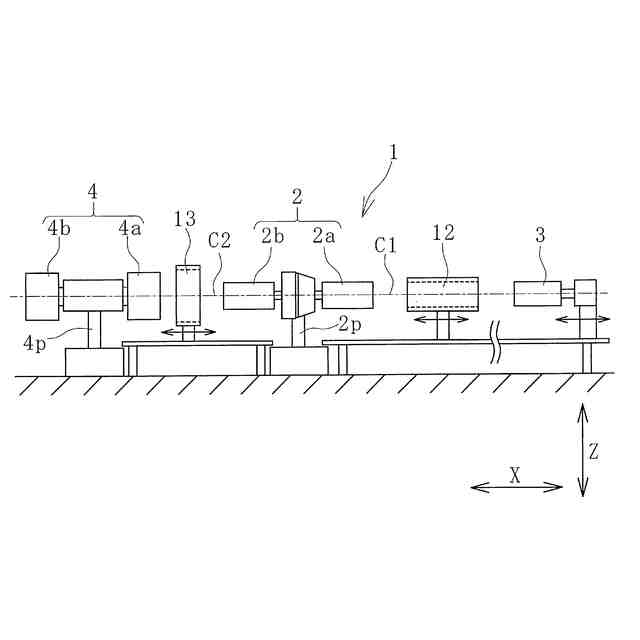
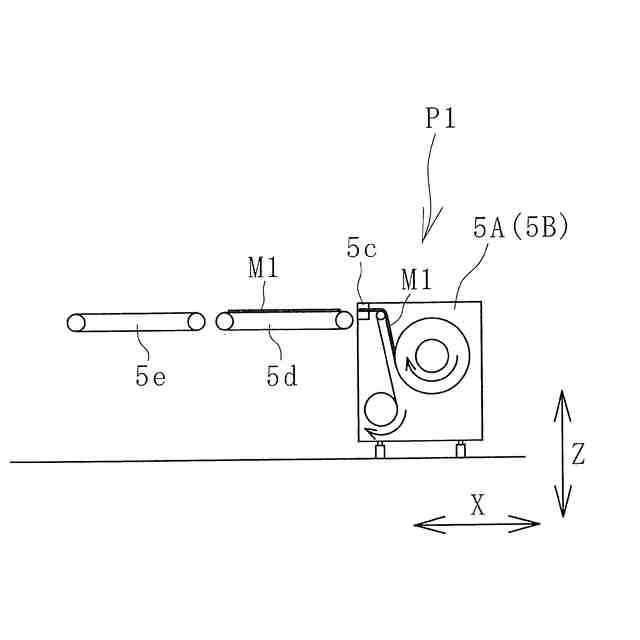
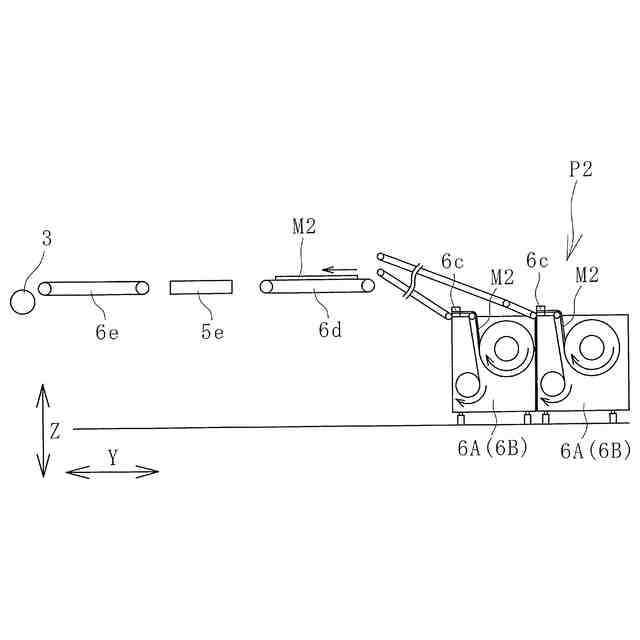
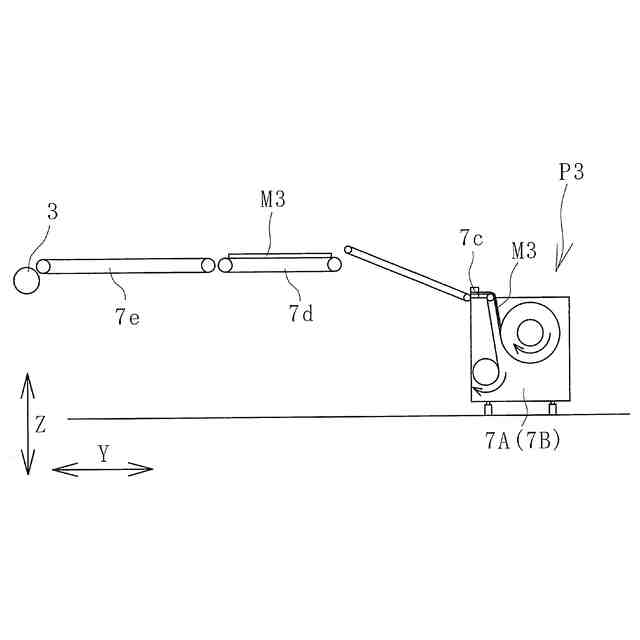
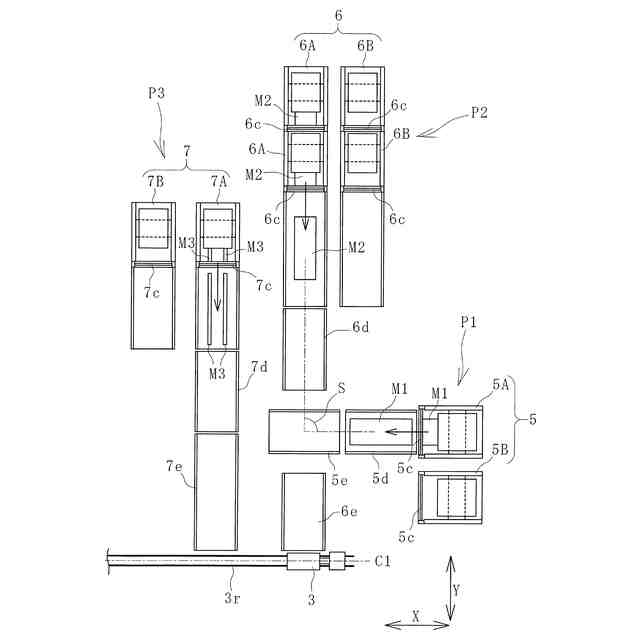
【解決手段】隣り合うストック位置P1、P2に異なる種類のタイヤ材料M1、M2をストックした供給ユニット5、6を並列し、各供給ユニット5、6が繰り出すタイヤ材料M1、M2どうしの供給方向を平面視で交差させ、所定の一定位置のバンドドラム3および供給コンベヤ6eに対して、各供給ユニット5、6から繰り出して定尺カットしたタイヤ材料M1、M2を、各ストック位置P1、P2に配置されたスライドコンベヤ5d、6dと、スライドコンベヤ5d、6dと供給コンベヤ6eの間の旋回コンベヤ5eとを経由して供給コンベヤ6eに移載してバンドドラム3に順次供給する。
【選択図】 図1
特許請求の範囲
【請求項1】
帯状のタイヤ材料が巻回されてストックされている供給ユニットと、成形ドラム体と、前記供給ユニットと前記成形ドラム体との間に配置されている供給コンベヤとを備えて、前記供給ユニットから繰り出されて定尺カットされた前記タイヤ材料が前記供給コンベヤに平置き状態で載置されて前記成形ドラム体に供給されて、前記成形ドラム体に巻付けられることにより筒状に成形される構成にした成形ドラム体へのタイヤ材料の供給システムにおいて、
複数のストック位置のそれぞれに、並列配置されている複数の前記供給ユニットを有し、隣り合う前記ストック位置の前記供給ユニットから繰り出される前記タイヤ材料どうしが異なる種類であり、互いの前記タイヤ材料の供給方向が所定角度で交差するようにそれぞれの前記供給ユニットが配置されていて、
それぞれの前記ストック位置には、それぞれの前記供給ユニットの並列方向にスライド移動するスライドコンベヤを有し、
それぞれの前記スライドコンベヤと前記供給コンベヤとの間で、平面視で旋回する旋回コンベヤを有し、
所定の一定位置に設置されている前記成形ドラム体および前記供給コンベヤに対して、それぞれの前記ストック位置の一方の前記供給ユニットから繰り出されて定尺カットされた前記タイヤ材料が、対応する前記スライドコンベヤおよび前記旋回コンベヤを経由して前記供給コンベヤに移載されて前記成形ドラム体に順次供給され、
それぞれの前記ストック位置では、一方の前記供給ユニットにストックされている前記タイヤ材料が空になると、他方の前記供給ユニットから繰り出されて定尺カットされた前記タイヤ材料が、対応する前記スライドコンベヤおよび前記旋回コンベヤを経由して前記供給コンベヤに移載されて前記成形ドラム体に順次供給され、他方の前記供給ユニットからそのタイヤ材料を前記成形ドラム体に供給している間に、空になった一方の前記供給ユニットをそのタイヤ材料がストックされた新たな前記供給ユニットに置き換えられる構成にした成形ドラム体へのタイヤ材料の供給システム。
続きを表示(約 790 文字)
【請求項2】
前記所定の一定位置に設置されている前記前記成形ドラム体および前記供給コンベヤと、一方の前記ストック位置の一方の前記供給ユニットとが直列に配置されている請求項1に記載の成形ドラム体へのタイヤ材料の供給システム。
【請求項3】
それぞれの前記ストック位置では、一方の前記供給ユニットにストックされている前記タイヤ材料が空になった際には、この空になった一方の前記供給ユニットがそのタイヤ材料がストックされた新たな供給ユニットに置き換えされる作業が完了次第、この新たな供給ユニットからそのタイヤ材料が前記成形ドラム体に供給される構成にした請求項2に記載の成形ドラム体へのタイヤ材料の供給システム。
【請求項4】
前記所定角度が85°以上95°以下である請求項1~3のいずれかに記載の成形ドラム体へのタイヤ材料の供給システム。
【請求項5】
それぞれの前記ストック位置の前記供給ユニットから繰り出されて定尺カットされたそれぞれの前記タイヤ材料が連続的に前記成形ドラム体に供給されて、定尺カットされたそれぞれの前記タイヤ材料の全長および全長に渡る幅方向位置が、前記旋回コンベヤから前記供給コンベヤに搬送される過程でセンサにより検知され、それぞれの前記タイヤ材料が前記成形ドラム体に巻き付けられる際に、そのタイヤ材料の前記センサにより検知された全長データ、全長に渡る幅方向位置データに基づいて前記成形ドラム体の回転速度、幅方向位置が調整される構成にした請求項1に記載の成形ドラム体へのタイヤ材料の供給システム。
【請求項6】
請求項1に記載の成形ドラム体へのタイヤ材料の供給システムを備えた成形装置によって、前記タイヤ材料が使用されたグリーンタイヤを成形し、このグリーンタイヤを加硫するタイヤの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形ドラム体へのタイヤ材料の供給システムおよびタイヤの製造方法に関し、さらに詳しくは、タイヤの成形装置をコンパクト化しつつ、タイヤ材料の補充に起因する時間ロスをより低減し、かつ、複数種類のタイヤ材料を1つの成形ドラム体に効率的に供給することができるタイヤ材料の供給システムおよびタイヤの製造方法に関するものである。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
タイヤはグリーンタイヤを加硫することで製造される。グリーンタイヤは多数種類のタイヤ材料が積層して成形される。例えば、インナーライナ、カーカス材、ベルト材、トレッドゴム、一対のビード部材などを成形ドラム上で一体化させることでグリーンタイヤが成形される。
【0003】
多数種類のタイヤ材料をタイヤ成形機に供給するサービサーが種々提案されている(例えば、特許文献1参照)。特許文献1で提案されているサービサーは、それぞれのタイヤ材料が巻回状態でストックされている材料保持部と可動コンベアを1セットにして、複数のセットをレールに沿ってスライド移動可能に備えている。そして、所望のセットをスライド移動させることで、所定位置に設置されている定位置コンベアおよびタイヤ成形機と直列に配置する。その後、このセットの材料保持部からタイヤ材料を繰り出し、可動コンベアを介して定位置コンベアおよびタイヤ成形機に供給する。
【0004】
このサービサーでは、タイヤ材料が空になったセットを待機位置にスライド移動させて、別のセットからタイヤ材料を供給している間に、タイヤ材料が巻回された新たな材料保持部に交換できる。そのため、タイヤ材料の補充に起因する長期の時間ロスが生じることなく、タイヤ材料をタイヤ成形機に供給することが可能になる。しかしながら、複数種類のタイヤ材料を1つのタイヤ成形機に供給するには、タイヤ材料の種類毎に、材料保持部と可動コンベアのセットを用意して、それぞれのセットをレールに沿ってスライド可能に設置する必要がある。多数のセットをスライド移動させるには多大なスペースが必要になるため、成形装置をコンパクト化することは難しい。
【0005】
また、材料保持部と可動コンベヤのセットは軽量ではないので、迅速にスライド移動させることは困難である。そのため、タイヤ材料の補充に起因する時間ロスをより小さくするには不利になり、それぞれのタイヤ材料を迅速にタイヤ成形機に供給するにも不利になる。したがって、タイヤの成形装置をコンパクト化しつつ、タイヤ材料の補充に起因する時間ロスをより低減し、かつ、複数種類のタイヤ材料を1つの成形ドラム体に効率的に供給するには改善の余地がある。
【先行技術文献】
【特許文献】
【0006】
特開2000-25124号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、タイヤの成形装置をコンパクト化しつつ、タイヤ材料の補充に起因する時間ロスをより低減し、かつ、複数種類のタイヤ材料を1つの成形ドラム体に効率的に供給することができる成形ドラム体へのタイヤ材料の供給システムおよびタイヤの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成するため本発明の成形ドラム体へのタイヤ材料の供給システムは、帯状のタイヤ材料が巻回されてストックされている供給ユニットと、成形ドラム体と、前記供給ユニットと前記成形ドラム体との間に配置されている供給コンベヤとを備えて、前記供給ユニットから繰り出されて定尺カットされた前記タイヤ材料が前記供給コンベヤに平置き状態で載置されて前記成形ドラム体に供給されて、前記成形ドラム体に巻付けられることにより筒状に成形される構成にした成形ドラム体へのタイヤ材料の供給システムにおいて、複数のストック位置のそれぞれに、並列配置されている複数の前記供給ユニットを有し、隣り合う前記ストック位置の前記供給ユニットから繰り出される前記タイヤ材料どうしが異なる種類であり、互いの前記タイヤ材料の供給方向が所定角度で交差するようにそれぞれの前記供給ユニットが配置されていて、それぞれの前記ストック位置には、それぞれの前記供給ユニットの並列方向にスライド移動するスライドコンベヤを有し、それぞれの前記スライドコンベヤと前記供給コンベヤとの間で、平面視で旋回する旋回コンベヤを有し、所定の一定位置に設置されている前記成形ドラム体および前記供給コンベヤに対して、それぞれの前記ストック位置の一方の前記供給ユニットから繰り出されて定尺カットされた前記タイヤ材料が、対応する前記スライドコンベヤおよび前記旋回コンベヤを経由して前記供給コンベヤに移載されて前記成形ドラム体に順次供給され、それぞれの前記ストック位置では、一方の前記供給ユニットにストックされている前記タイヤ材料が空になると、他方の前記供給ユニットから繰り出されて定尺カットされた前記タイヤ材料が、対応する前記スライドコンベヤおよび前記旋回コンベヤを経由して前記供給コンベヤに移載されて前記成形ドラム体に順次供給され、他方の前記供給ユニットからそのタイヤ材料を前記成形ドラム体に供給している間に、空になった一方の前記供給ユニットをそのタイヤ材料がストックされた新たな前記供給ユニットに置き換えられる構成にしたことを特徴とする。
【0009】
本発明のタイヤの製造方法は、上記の成形ドラム体へのタイヤ材料の供給システムを備えた成形装置によって、前記タイヤ材料が使用されたグリーンタイヤを成形し、このグリーンタイヤを加硫することを特徴とする。
【発明の効果】
【0010】
本発明の成形ドラム体へのタイヤ材料の供給システムによれば、それぞれの前記ストック位置には、複数の前記供給ユニットが並列配置され、その並列方向にスライドするスライドコンベヤを有している。そして、それぞれの前記ストック位置の前記供給ユニットから繰り出される前記タイヤ材料どうしの供給方向が平面視で所定角度で交差するようにそれぞれの前記供給ユニットが配置されていて、それぞれの前記スライドコンベヤと前記供給コンベヤとの間に前記旋回コンベヤを有している。そのため、異なる種類の前記タイヤ材料を前記成形ドラム体に供給するには、それぞれの前記供給ユニットを移動させるのではなく、それぞれの前記スライドコンベヤをスライド移動させるとともに前記旋回コンベヤを旋回させればよいので、過大なスペースは不要になる。それ故、タイヤの成形装置をコンパクト化するには有利になる。そして、前記スライドコンベヤをスライド移動させ、前記旋回コンベヤを旋回させるために長時間を要することはないので、複数種類のタイヤ材料を前記成形ドラム体に効率的に供給するには有利になる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
8か月前
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
プリプレグテープ
5か月前
シーメット株式会社
光造形装置
1か月前
CKD株式会社
型用台車
2か月前
個人
射出ミキシングノズル
4か月前
株式会社日本製鋼所
押出機
4か月前
グンゼ株式会社
ピン
2か月前
株式会社FTS
ロッド
29日前
個人
樹脂可塑化方法及び装置
1か月前
東レ株式会社
一体化成形品の製造方法
6か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社FTS
成形装置
1か月前
株式会社リコー
シート剥離装置
6か月前
株式会社リコー
画像形成システム
2か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
三菱自動車工業株式会社
予熱装置
5か月前
株式会社神戸製鋼所
混練機
9日前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社FTS
セパレータ
23日前
株式会社リコー
シート処理システム
6か月前
KTX株式会社
シェル型の作製方法
8か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
個人
ノズルおよび熱風溶接機
1か月前
株式会社リコー
シート処理システム
6か月前
トヨタ自動車株式会社
真空成形方法
9か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
日東工業株式会社
インサート成形機
2か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
大塚テクノ株式会社
樹脂製の構造体
11か月前
小林工業株式会社
振動溶着機
8か月前
トヨタ自動車株式会社
真空成形装置
9か月前
東ソー株式会社
高純度薬品用容器の製造方法
7か月前
日本プラスト株式会社
嵌合構造
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































