TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025025132
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023129626
出願日
2023-08-08
発明の名称
筒状のタイヤ部材の製造装置および方法
出願人
横浜ゴム株式会社
代理人
清流国際弁理士法人
,
個人
,
個人
主分類
B29D
30/30 20060101AFI20250214BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】供給される帯状のタイヤ材料を、簡便でありながら、成形ドラム体をドラム幅方向に移動させて成形ドラム体の基準位置に位置決めして巻き付け、その位置決め程度を正確に把握できる筒状のタイヤ部材の製造装置および方法を提供する。
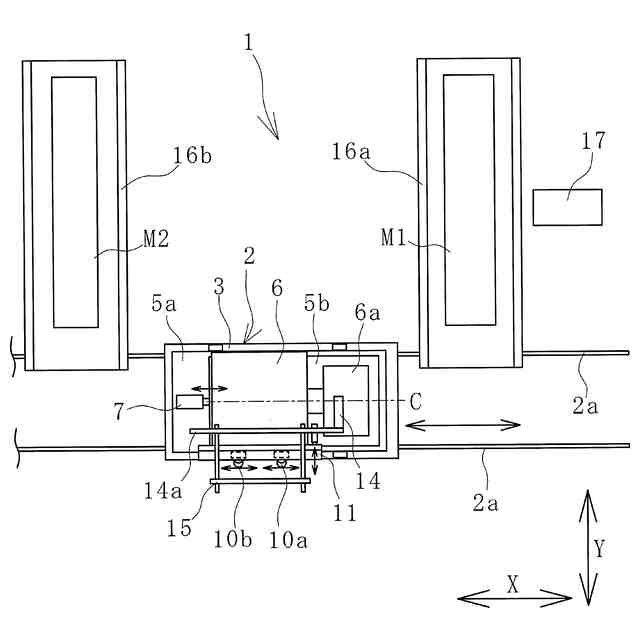
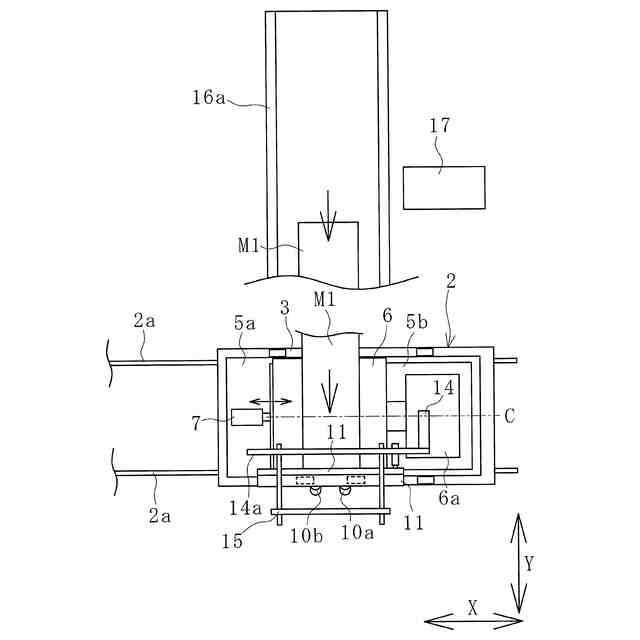
【解決手段】成形ドラム体6とセンサ10a、10bをドラム移動機構7によってドラム幅方向に移動させる構成にして、コンベヤ16aにより平置き状態で供給されたタイヤ材料M1の成形ドラム体6上での幅方向位置データをセンサ10a、10bにより逐次検知し、成形ドラム体6に対するセンサ10a、10bの幅方向設置位置データと制御部17に逐次入力されるタイヤ材料M1の幅方向位置データとに基づいて、成形ドラム6の幅方向の基準位置に対するタイヤ材料M1の全長に渡る幅方向位置を算出する。
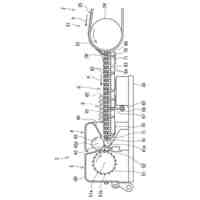
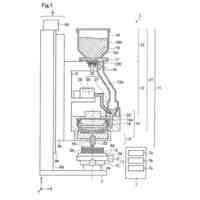
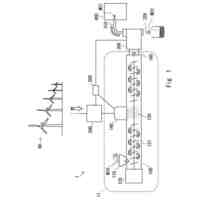
【選択図】 図7
特許請求の範囲
【請求項1】
帯状のタイヤ材料を平置き状態で供給するコンベヤと、前記コンベヤにより供給された前記タイヤ材料が巻き付けられて筒状に成形される成形ドラム体と、前記成形ドラム体をドラム幅方向に移動させるドラム移動機構とを備えた筒状のタイヤ部材の製造装置において、
前記成形ドラム体上での前記タイヤ材料を検知するセンサと、前記センサにより検知された前記成形ドラム上での前記タイヤ材料の幅方向位置データが逐次入力される制御部と、前記成形ドラム体と前記センサとを連結して前記成形ドラム体とともに前記センサをドラム幅方向に移動させる連結部とを有し、
前記ドラム移動機構により前記成形ドラム体をドラム幅方向に移動させることにより、蛇行が抑制されて前記タイヤ材料が前記成形ドラム体に巻き付けられ、
前記成形ドラム体に対する前記センサの幅方向設置位置データと、前記制御部に逐次入力される前記幅方向位置データとに基づいて、前記制御部により、前記成形ドラム体の幅方向の基準位置に対する前記タイヤ材料の全長に渡る幅方向位置が算出される構成にした筒状のタイヤ部材の製造装置。
続きを表示(約 770 文字)
【請求項2】
前記センサをドラム幅方向に移動させるセンサスライド機構を有し、前記センサが前記センサスライド機構によってドラム幅方向の所望位置に移動して固定される構成にした請求項1に記載の筒状のタイヤ部材の製造装置。
【請求項3】
前記センサがドラム幅方向に間隔をあけた2箇所に配置されている請求項1に記載の筒状のタイヤ部材の製造装置。
【請求項4】
前記センサがドラム幅方向に間隔をあけた2箇所に配置されている請求項2に記載の筒状のタイヤ部材の製造装置。
【請求項5】
前記センサを昇降移動させるセンサ昇降機構を有し、前記センサが前記センサ昇降機構によって前記成形ドラム体に対して所望高さ位置に設定される請求項1~4のいずれかに記載の筒状のタイヤ部材の製造装置。
【請求項6】
コンベヤにより平置き状態で供給される帯状のタイヤ材料を成形ドラム体に巻き付けて筒状に成形する際に、ドラム移動機構により前記成形ドラム体をドラム幅方向に移動させて蛇行を抑制して前記タイヤ材料を前記成形ドラム体に巻き付ける筒状のタイヤ部材の製造方法において、
前記成形ドラム体とセンサとを連結部により連結して、前記ドラム移動機構により前記成形ドラム体とともに前記センサをドラム幅方向に移動させる構成にして、
前記センサにより検知された前記成形ドラム体上での前記タイヤ材料の幅方向位置データを制御部に逐次入力して、
前記成形ドラム体に対する前記センサの幅方向設置位置データと前記制御部に逐次入力される前記幅方向位置データとに基づいて、前記制御部により、前記成形ドラム体の幅方向の基準位置に対する前記タイヤ材料の全長に渡る幅方向位置を算出する筒状のタイヤ部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、筒状のタイヤ部材の製造装置および方法に関し、さらに詳しくは、コンベヤにより平置き状態で供給される帯状のタイヤ材料を、簡便でありながら、成形ドラム体をドラム幅方向に移動させて成形ドラムの幅方向の基準位置に位置決めして巻き付け、かつ、その位置決め程度を正確に把握できる筒状のタイヤ部材の製造装置および方法に関するものである。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
タイヤはグリーンタイヤを加硫することで製造される。グリーンタイヤは多数種類のタイヤ材料が積層して成形される。コンベヤによって平置き状態で供給される帯状のタイヤ材料を成形ドラムに巻き付けて筒状に成形する際に、タイヤ材料が蛇行することを防止するために、供給されるタイヤ材料の幅方向中心位置と、成形ドラムの幅方向中心位置とを位置合わせしてタイヤ材料を巻き付けることが種々提案されている(例えば、特許文献1参照)。従来、特許文献1で提案されているように、計測器(センサ)によって検知したコンベヤに載置されているタイヤ材料の幅方向位置データに基づいてタイヤ材料の幅方向中心位置が逐次算出される。そして、算出したタイヤ材料の幅方向中心位置と、成形ドラムの幅方向中心位置との差異を逐次算出して、この差異をゼロにするようにコンベヤを幅方向に移動させる。
【0003】
コンベヤを幅方向に移動させるのではなく、成形ドラムを幅方向に移動させて両者の幅方向中心位置の差異をゼロにする場合は、上述したようにタイヤ材料の幅方向中心位置を逐次算出するとともに、成形ドラムの幅方向中心位置を逐次算出する必要がある。それ故、演算処理が煩雑になり、また、双方の幅方向中心位置のうち、いずれか一方の幅方向中心位置の算出に誤差があると、両者の差異をゼロにして精度よくタイヤ材料を巻き付けることができない。そして、このように成形ドラムを幅方向に移動させる制御をしてタイヤ材料を巻き付けても、成形ドラム上のタイヤ材料の位置を検知しなければ、実際に、成形ドラムの幅方向中心位置(基準位置)に対してタイヤ材料の幅方向中心位置がどの程度精度よく位置決めされて巻き付けられているかは把握できない。それ故、簡便でありながら、成形ドラムをドラム幅方向に移動させて、帯状のタイヤ材料を成形ドラムの幅方向の基準位置に位置決めして巻き付け、かつ、その位置決め程度を正確に把握するには改善の余地がある。
【先行技術文献】
【特許文献】
【0004】
特開2017-127986号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、コンベヤにより平置き状態で供給される帯状のタイヤ材料を、簡便でありながら、成形ドラム体をドラム幅方向に移動させて成形ドラムの幅方向の基準位置に位置決めして巻き付け、かつ、その位置決め程度を正確に把握できる筒状のタイヤ部材の製造装置および方法を提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するため本発明の筒状のタイヤ部材の製造装置は、帯状のタイヤ材料を平置き状態で供給するコンベヤと、前記コンベヤにより供給された前記タイヤ材料が巻き付けられて筒状に成形される成形ドラム体と、前記成形ドラム体をドラム幅方向に移動させるドラム移動機構とを備えた筒状のタイヤ部材の製造装置において、前記成形ドラム体上での前記タイヤ材料を検知するセンサと、前記センサにより検知された前記成形ドラム上での前記タイヤ材料の幅方向位置データが逐次入力される制御部と、前記成形ドラム体と前記センサとを連結して前記成形ドラム体とともに前記センサをドラム幅方向に移動させる連結部とを有し、前記ドラム移動機構により前記成形ドラム体をドラム幅方向に移動させることにより、蛇行が抑制されて前記タイヤ材料が前記成形ドラム体に巻き付けられ、前記成形ドラム体に対する前記センサの幅方向設置位置データと、前記制御部に逐次入力される前記幅方向位置データとに基づいて、前記制御部により、前記成形ドラム体の幅方向の基準位置に対する前記タイヤ材料の全長に渡る幅方向位置が算出される構成にしたことを特徴とする。
【0007】
本発明の筒状のタイヤ部材の製造方法は、コンベヤにより平置き状態で供給される帯状のタイヤ材料を成形ドラム体に巻き付けて筒状に成形する際に、ドラム移動機構により前記成形ドラム体をドラム幅方向に移動させて蛇行を抑制して前記タイヤ材料を前記成形ドラム体に巻き付ける筒状のタイヤ部材の製造方法において、前記成形ドラム体とセンサとを連結部により連結して、前記ドラム移動機構により前記成形ドラム体とともに前記センサをドラム幅方向に移動させる構成にして、前記センサにより検知された前記成形ドラム体上での前記タイヤ材料の幅方向位置データを制御部に逐次入力して、前記成形ドラム体に対する前記センサの幅方向設置位置データと前記制御部に逐次入力される前記幅方向位置データとに基づいて、前記制御部により、前記成形ドラム体の幅方向の基準位置に対する前記タイヤ材料の全長に渡る幅方向位置を算出することを特徴とする。
【発明の効果】
【0008】
本発明によれば、前記タイヤ材料を前記成形ドラム体に巻き付ける際に、前記成形ドラム体をドラム幅方向に移動させることで、蛇行を抑制して前記タイヤ材料を前記成形ドラム体の幅方向の基準位置に位置決めして巻き付けるには有利になる。そして、前記センサと前記成形ドラム体とは連結されていて一緒にドラム幅方向に移動するので、前記成形ドラム体に対する前記センサの幅方向設置位置データは、前記成形ドラム体の幅方向移動の有無に拘わらず不変であり、前記成形ドラム体の前記基準位置との差異は予め把握された既知の値になる。したがって、前記成形ドラム体に対する前記センサの幅方向設置位置データと前記制御部に逐次入力される前記幅方向位置データとに基づいて、前記成形ドラム体の基準位置に対する前記タイヤ材料の全長に渡る幅方向位置を正確に算出するには有利になる。即ち、前記成形ドラム体に巻き付けられた前記タイヤ材料の幅方向位置が前記基準位置に対してどの程度一致しているか(ずれているか)を正確に把握できるので品質を担保できる。このように、前記センサと前記成形ドラム体とを連結して両者を一緒にドラム幅方向に移動させるという簡便な構成でありながら、前記タイヤ材料を前記成形ドラム体の幅方向の基準位置に位置決めして巻き付け、かつ、その位置決め程度を正確に把握することができる。
【図面の簡単な説明】
【0009】
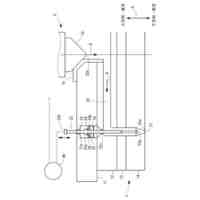
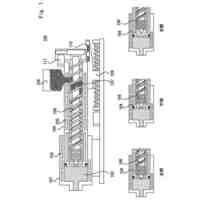
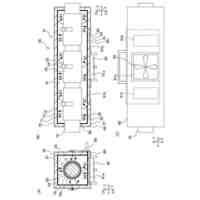
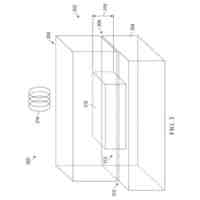
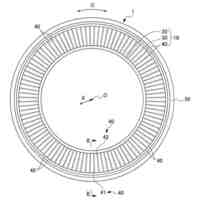
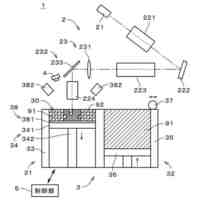
筒状のタイヤ部材の製造装置の実施形態を平面視で例示する説明図である。
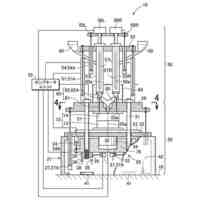
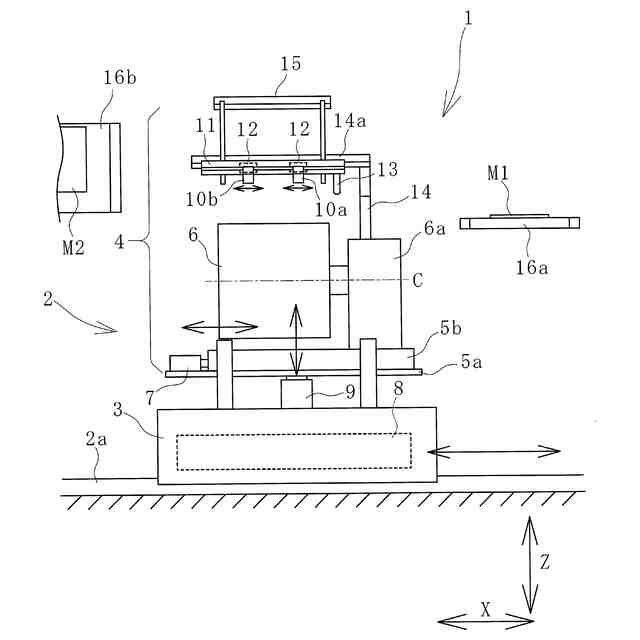
図1の製造装置を正面視で例示する説明図である。
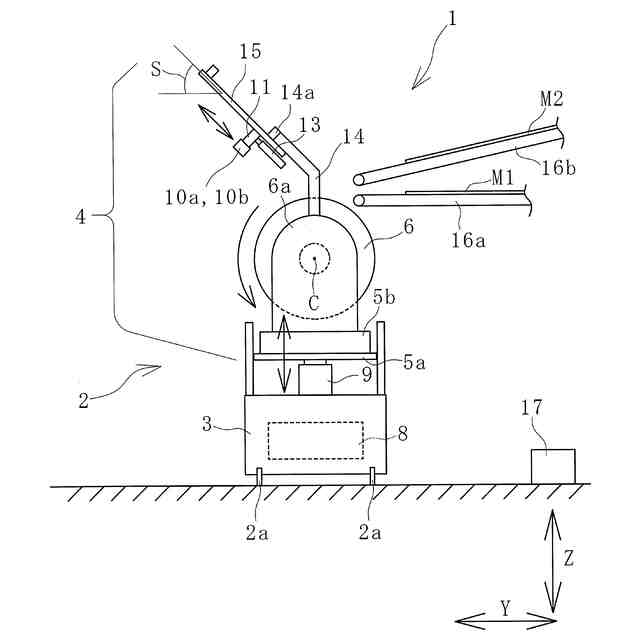
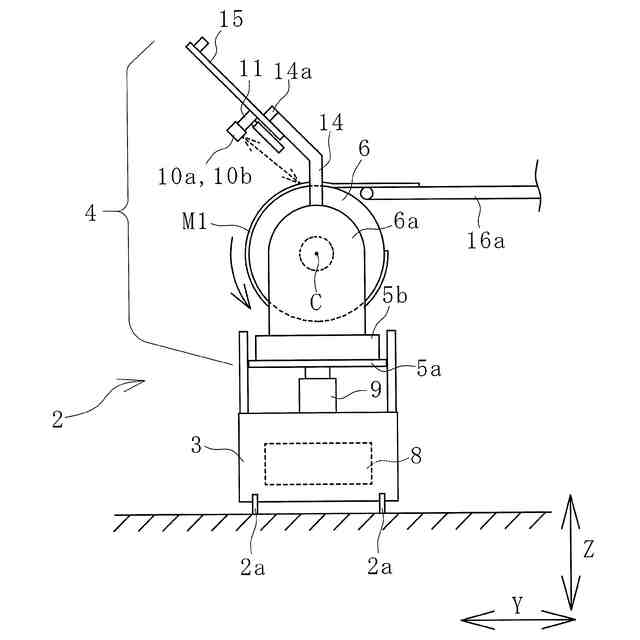
図1の製造装置を側面視で例示する説明図である。
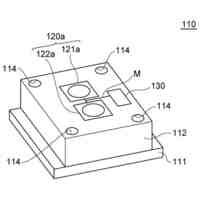
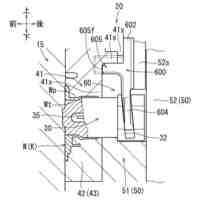
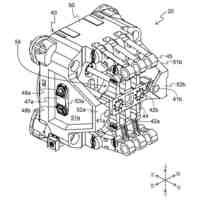
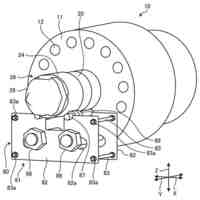
図1のドラムユニットの拡大図である。
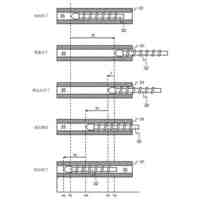
図1のドラムユニットを一方の巻付け位置に移動させた状態を平面視で例示する説明図である。
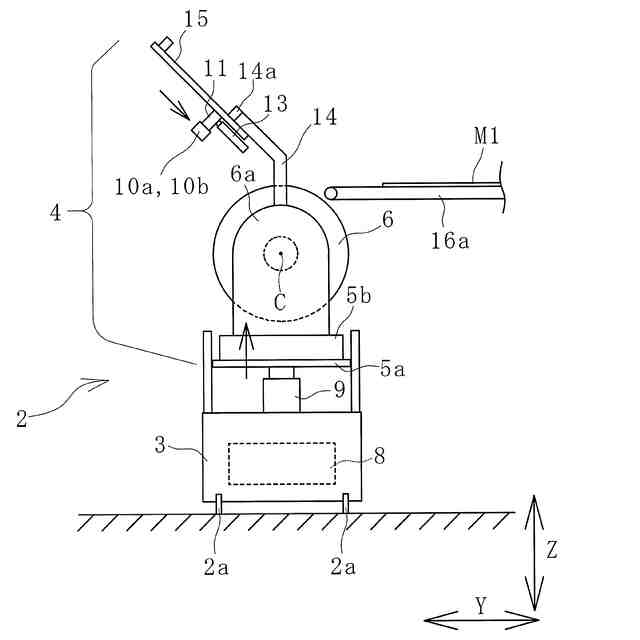
図5のドラムユニットを側面視で例示する説明図である。
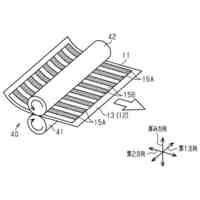
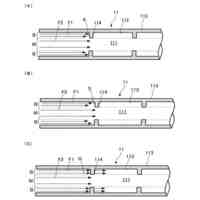
図5の巻き付け位置でタイヤ材料を成形ドラム体に巻付けている状態を例示する説明図である。
図7のドラムユニットを側面視で例示する説明図である。
図7のドラムユニットを他方の巻付け位置に移動させた状態を平面視で例示する説明図である。
図9のドラムユニットを側面視で例示する説明図である。
【発明を実施するための形態】
【0010】
以下、本発明の筒状のタイヤ部材の製造装置および方法を、図に示した実施形態に基づいて説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
フィルムの製造方法
13日前
株式会社不二越
射出成形機
1日前
東レ株式会社
ポリエステルフィルムの製造方法
今日
世紀株式会社
成形装置及び成形方法
9日前
三菱重工業株式会社
接合方法
9日前
株式会社東芝
成形不良検知金型
1日前
artience株式会社
積層体の分離回収方法
21日前
株式会社タナカ
ペレタイザ
15日前
セイコーエプソン株式会社
セル装置
21日前
セイコーエプソン株式会社
セル装置
21日前
トヨタ自動車株式会社
射出成形機及び射出成形方法
20日前
株式会社吉野工業所
インサート成形品
21日前
株式会社ブリヂストン
管理装置
17日前
セイコーエプソン株式会社
材料供給装置
21日前
愛三工業株式会社
金型装置
9日前
東洋機械金属株式会社
成形機
21日前
芝浦機械株式会社
射出成形機
7日前
株式会社コスメック
磁気クランプ装置及び射出成形装置
7日前
川上産業株式会社
配管カバー
1日前
東洋機械金属株式会社
成形機
20日前
東洋機械金属株式会社
型締装置
21日前
株式会社日本製鋼所
押出装置、処理システムおよび処理方法
2日前
日精樹脂工業株式会社
竪型射出成形装置
2日前
東洋機械金属株式会社
射出成形機
21日前
ポリプラスチックス株式会社
異常検出システム
21日前
大日本印刷株式会社
ブロー成形方法および容器
21日前
ザ・ボーイング・カンパニー
複合構造の誘導溶接
10日前
TOYO TIRE株式会社
非空気圧タイヤの製造方法
21日前
豊田合成株式会社
調光フィルムの製造方法及び調光フィルム
15日前
株式会社浅野研究所
熱成形装置
9日前
セイコーエプソン株式会社
姿勢調整方法
21日前
芝浦機械株式会社
スクリュチップ回転治具
13日前
三光化成株式会社
冷却用通路及び冷却用通路を有する射出成形用金型
21日前
株式会社SCREENホールディングス
3次元造形装置
8日前
住友重機械モダン株式会社
押出成形用ダイおよびその製造方法
21日前
積水化学工業株式会社
製管装置及びその補修方法
21日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ