TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025023605
公報種別
公開特許公報(A)
公開日
2025-02-17
出願番号
2023127904
出願日
2023-08-04
発明の名称
刃先交換式切削工具、インサート取付機構、およびインサートホルダ
出願人
三菱マテリアル株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
27/16 20060101AFI20250207BHJP(工作機械;他に分類されない金属加工)
要約
【課題】切削インサートの欠損や振動の発生を抑えることができる刃先交換式切削工具、インサート取付機構、およびインサートホルダを提供する。
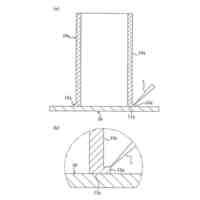
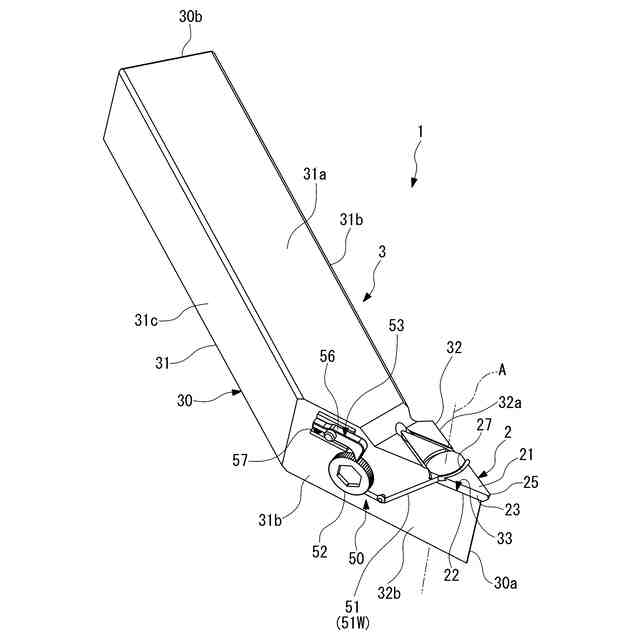
【解決手段】刃先交換式切削工具は、表面、裏面、外周面、及び切刃を有する、板状の切削インサートと、裏面と接触する取付面、及び外周面の一部と接触する受け面を備えるインサート取付座を有する工具本体と、切削インサートの表面に沿って切削インサートを横切るように延びる第1部分、及び第1部分の両端から裏面側に延びる第2部分を有するインサート係止部材と、インサート係止部材に張力を導入することで、第1部分で切削インサートを取付面及び受け面に押圧させる張力導入機構と、張力が導入されたインサート係止部材を固定する固定機構と、を有する。
【選択図】図2
特許請求の範囲
【請求項1】
インサート中心軸が延びるインサート軸方向を向く表面および裏面、前記インサート中心軸と直交するインサート径方向の外側を向く外周面、及び前記表面と前記外周面とが接続される稜線部に配置される切刃を有する、板状の切削インサートと、
前記インサート中心軸に交差して前記裏面と接触する取付面、及び前記インサート径方向の内側を向いて前記外周面の一部と接触する受け面、を備えるインサート取付座を有する工具本体と、
前記切削インサートの前記表面に沿って前記切削インサートを横切るように延びる第1部分、及び前記第1部分の両端から前記インサート軸方向において前記裏面側に延びる第2部分を有するインサート係止部材と、
前記インサート係止部材に張力を導入することで、前記第1部分で前記切削インサートを前記取付面及び前記受け面に押圧させる張力導入機構と、
前記張力が導入された前記インサート係止部材を固定する固定機構と、を有する、
刃先交換式切削工具。
続きを表示(約 1,600 文字)
【請求項2】
前記インサート係止部材の少なくとも前記第2部分は、ワイヤーからなる、
請求項1に記載の刃先交換式切削工具。
【請求項3】
前記インサート係止部材の前記第1部分は、前記第2部分と連続するワイヤーからなる、
請求項2に記載の刃先交換式切削工具。
【請求項4】
前記切削インサートは、前記表面に沿って前記切削インサートを横切るように延び、前記第1部分が収容される溝を有する、
請求項3に記載の刃先交換式切削工具。
【請求項5】
前記溝は、前記インサート軸方向から見て、前記溝の両端部に対して前記溝の中間部が前記受け面から離間する方向に張り出した円弧状である、
請求項4に記載の刃先交換式切削工具。
【請求項6】
前記表面には、前記インサート軸方向に突出する隆起部が設けられ、
前記第1部分が前記隆起部に掛けられる、
請求項1に記載の刃先交換式切削工具。
【請求項7】
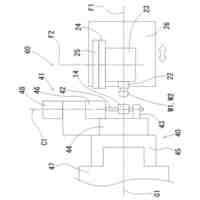
前記張力導入機構は、
前記ワイヤーを巻き取リ可能なドラムと、
前記ドラムを回転させるドラム回転部と、を有する、
請求項2に記載の刃先交換式切削工具。
【請求項8】
前記ドラムは、前記ドラムの回転軸周りの周方向に複数設けられたギヤ歯を有し、
前記固定機構は、
前記ギヤ歯に噛み合うことで前記ドラムの前記回転軸周りの一方の方向への回転を拘束可能な拘束部材と、
前記拘束部材を前記ギヤ歯に噛み合う方向に付勢する付勢部材と、を備える、
請求項7に記載の刃先交換式切削工具。
【請求項9】
インサート中心軸が延びるインサート軸方向を向く表面および裏面、前記インサート中心軸と直交するインサート径方向の外側を向く外周面、及び前記表面と前記外周面とが接続される稜線部に配置される切刃を有する、板状の切削インサートを、前記インサート中心軸に交差して前記裏面と接触する取付面、及び前記インサート径方向の内側を向いて前記外周面の一部と接触する受け面、を備えるインサート取付座を有する工具本体に装着するためのインサート取付機構であって、
前記切削インサートの前記表面に沿って前記切削インサートを横切るように延びる第1部分、及び前記第1部分の両端から前記インサート軸方向において前記裏面側に延びる第2部分を有するインサート係止部材と、
前記インサート係止部材に張力を導入することで、前記第1部分で前記切削インサートを前記取付面及び前記受け面に押圧させる張力導入機構と、
前記張力が導入された前記インサート係止部材を固定する固定機構と、を有する、
インサート取付機構。
【請求項10】
インサート中心軸が延びるインサート軸方向を向く表面および裏面、前記インサート中心軸と直交するインサート径方向の外側を向く外周面、及び前記表面と前記外周面とが接続される稜線部に配置される切刃を有する、板状の切削インサートが着脱可能に装着される刃先交換式切削工具のインサートホルダであって、
前記インサート中心軸に交差して前記裏面と接触する取付面、及び前記インサート径方向の内側を向いて前記外周面の一部と接触する受け面、を備えるインサート取付座を有する工具本体と、
前記切削インサートの前記表面に沿って前記切削インサートを横切るように延びる第1部分、及び前記第1部分の両端から前記インサート軸方向において前記裏面側に延びる第2部分を有するインサート係止部材と、
前記インサート係止部材に張力を導入することで、前記第1部分で前記切削インサートを前記取付面及び前記受け面に押圧させる張力導入機構と、
前記張力が導入された前記インサート係止部材を固定する固定機構と、を有する、
刃先交換式切削工具のインサートホルダ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、刃先交換式切削工具、インサート取付機構、およびインサートホルダに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、切削加工用の切削インサート(チップ)が着脱可能に装着される刃先交換式バイトの工具本体(バイトホルダ)として、例えば下記特許文献1に記載されたものが知られている。特許文献1の工具本体は、切刃を有する切削インサートを着脱可能に取り付けるため、切削インサートの中央部をV字形凹部の底面に押し付けてクランプするボルトを備えている。このため、切削インサートの中央部には、ボルトを挿通させる貫通孔が形成されている。
【先行技術文献】
【特許文献】
【0003】
特開2006-35390号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のような旋削インサートにおいては、特に切削インサートを小型化しようとすると、ボルトを挿通させる貫通孔により、切削インサートの剛性が低下してしまう。その結果、切削時に切削インサートの欠損や振動の発生に繋がる虞がある。
【0005】
本発明は、上記事情に鑑み、切削インサートを小型化した場合であっても、切削インサートの剛性の低下を抑え、切削時における切削インサートの欠損や振動の発生を抑えることができる刃先交換式切削工具、インサート取付機構、およびインサートホルダを提供することを目的の一つとする。
【課題を解決するための手段】
【0006】
本発明の刃先交換式切削工具の一つの態様は、インサート中心軸が延びるインサート軸方向を向く表面および裏面、前記インサート中心軸と直交するインサート径方向の外側を向く外周面、及び前記表面と前記外周面とが接続される稜線部に配置される切刃を有する、板状の切削インサートと、前記インサート中心軸に交差して前記裏面と接触する取付面、及び前記インサート径方向の内側を向いて前記外周面の一部と接触する受け面、を備えるインサート取付座を有する工具本体と、前記切削インサートの前記表面に沿って前記切削インサートを横切るように延びる第1部分、及び前記第1部分の両端から前記インサート軸方向において前記裏面側に延びる第2部分を有するインサート係止部材と、前記インサート係止部材に張力を導入することで、前記第1部分で前記切削インサートを前記取付面及び前記受け面に押圧させる張力導入機構と、前記張力が導入された前記インサート係止部材を固定する固定機構と、を有する。
【0007】
本発明の刃先交換式切削工具の一つの態様によれば、切削インサートは、切削インサートの表面に沿って切削インサートを横切るように延びる第1部分、及び第1部分の両端からインサート軸方向において裏面側に延びる第2部分を有するインサート係止部材を用いて固定される。インサート係止部材は、張力導入機構によって張力を導入した状態で、固定機構によって固定される。したがって、ボルトを用いずに切削インサートを工具本体に装着できる。これにより、切削インサートに、ボルトを挿通するための貫通孔を形成する必要がなくなる。その結果、切削インサートを小型化した場合であっても、切削インサートの剛性の低下を抑え、切削時における切削インサートの欠損や振動の発生を抑えることができる。
【0008】
上記刃先交換式切削工具において、前記インサート係止部材の少なくとも前記第2部分は、ワイヤーからなるものとしてもよい。
【0009】
この場合、インサート係止部材の少なくとも第2部分がワイヤーからなるので、張力導入機構によって第2部分のワイヤーに導入された張力により、第1部分で切削インサートを取付面及び受け面に押圧させることができる。
【0010】
上記刃先交換式切削工具において、前記インサート係止部材の前記第1部分は、前記第2部分と連続するワイヤーからなるものとしてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
21日前
個人
複合金属回転式ホーン
21日前
有限会社津谷工業
切削工具
2か月前
株式会社FUJI
工作機械
22日前
株式会社ツガミ
工作機械
20日前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
検査方法
1か月前
トヨタ自動車株式会社
取付装置
21日前
トヨタ自動車株式会社
積層コア
1か月前
株式会社トーキン
溶接用トーチ
27日前
株式会社オーエム製作所
工作機械
1か月前
株式会社不二越
歯車研削盤
7日前
株式会社メドメタレックス
ドリル
1か月前
株式会社不二越
歯車加工機
2か月前
株式会社ダイヘン
溶接トーチ
20日前
株式会社ダイヘン
溶接トーチ
20日前
トヨタ自動車株式会社
位相測定方法
1か月前
サムテック株式会社
加工物製造方法
1か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社FUJI
自動化用パレット
1か月前
株式会社関本管工
エルボ管保持装置
27日前
DMG森精機株式会社
工作機械
1か月前
工機ホールディングス株式会社
作業機
2か月前
工機ホールディングス株式会社
作業機
2か月前
株式会社不二越
工具の製造方法
1か月前
津田駒工業株式会社
バリ取り用スピンドル装置
21日前
株式会社ダイヘン
2重シールドティグ溶接方法
21日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
トヨタ自動車株式会社
冷却器の製造方法
2か月前
トヨタ自動車株式会社
スパッタ検出方法
2か月前
三恵技研工業株式会社
金属部品の製造方法
2か月前
株式会社不二越
スカイビングカッタ
2か月前
北井産業株式会社
ギヤ切削加工装置
2か月前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
1か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ