TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025023580
公報種別
公開特許公報(A)
公開日
2025-02-17
出願番号
2023127849
出願日
2023-08-04
発明の名称
樹脂成形装置、および樹脂成形品の製造方法
出願人
TOWA株式会社
代理人
弁理士法人深見特許事務所
主分類
B29C
33/20 20060101AFI20250207BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】簡素な構成で可動プラテンの昇降移動を実現することが可能な樹脂成形装置を得る。
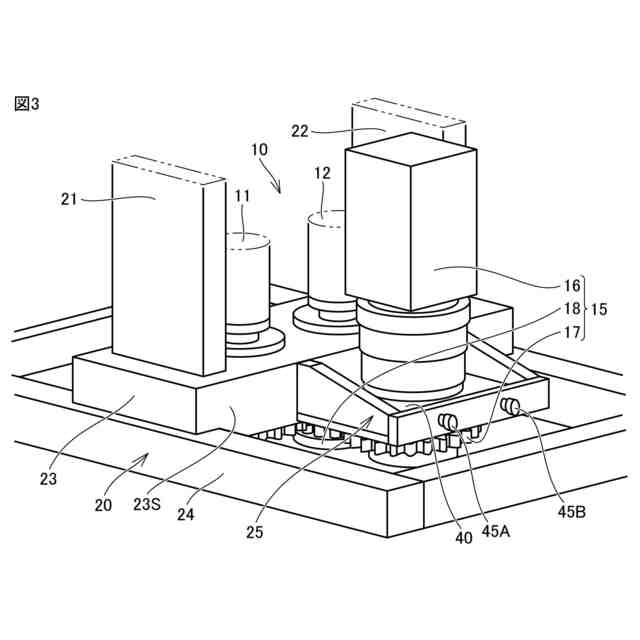
【解決手段】樹脂成形装置は、ブラケット25を有する本体フレーム20と、本体フレーム20に支持された可動プラテン31と、第1ギヤG1を有する第1ボールねじ11と、第2ギヤG2を有する第2ボールねじ12と、駆動部材18を有し、駆動部材18が第1ギヤG1および第2ギヤG2に連結され、第1ボールねじ11および第2ボールねじ12を駆動することによって可動プラテン31を昇降移動させるサーボモータユニット15と、ブラケット25に支持され、サーボモータユニット15を保持し、ブラケット25に対して相対移動することにより駆動部材18の第1ギヤG1および第2ギヤG2に対する位置関係を変化させる保持部材40と、保持部材40のブラケット25に対する相対位置を調節するための位置調節機構45Aとを備える。
【選択図】図3
特許請求の範囲
【請求項1】
ブラケットを有する本体フレームと、
前記本体フレームに支持された可動プラテンと、
第1ギヤを有し、前記可動プラテンに接続された第1ボールねじと、
第2ギヤを有し、前記可動プラテンに接続された第2ボールねじと、
駆動部材を有し、前記駆動部材が前記第1ギヤおよび前記第2ギヤの双方に連結され、前記第1ボールねじおよび前記第2ボールねじを駆動することによって前記可動プラテンを昇降移動させるサーボモータユニットと、
前記ブラケットに対して相対移動可能なように前記ブラケットに支持され、前記サーボモータユニットを保持し、前記ブラケットに対して相対移動することにより、前記駆動部材の前記第1ギヤおよび前記第2ギヤに対する位置関係を変化させる保持部材と、
前記保持部材の前記ブラケットに対する相対位置を調節するための位置調節機構と、を備える、
樹脂成形装置。
続きを表示(約 990 文字)
【請求項2】
前記本体フレームは、前記第1ボールねじおよび前記第2ボールねじを支持する台座をさらに有し、
前記ブラケットは、前記台座に固定されている、
請求項1に記載の樹脂成形装置。
【請求項3】
前記ブラケットは、背板部を有し、
前記保持部材は、前記台座と前記背板部との間に配置され、
前記位置調節機構は、前記背板部に取り付けられ、前記保持部材に接近する方向およびその反対方向に移動可能な当接部材を含み、
前記当接部材が前記保持部材に当接することにより、前記保持部材の前記ブラケットに対する相対位置が調節される、
請求項2に記載の樹脂成形装置。
【請求項4】
前記位置調節機構は、
前記当接部材が前記保持部材に接近する方向に前記当接部材を付勢する弾性部材と、
付勢されることによって移動する前記当接部材の前記接近する方向への移動量を規制する規制部材と、をさらに含む、
請求項3に記載の樹脂成形装置。
【請求項5】
前記ブラケットは、第1側板部および第2側板部を有し、
前記保持部材は、前記第1側板部と前記第2側板部との間に配置され、
前記第1側板部の端部が前記台座に固定され、
前記第2側板部の端部が前記台座に固定される、
請求項2から4のいずれか1項に記載の樹脂成形装置。
【請求項6】
前記保持部材を前記ブラケットに締結し、前記ブラケットに対する前記保持部材の位置を固定するための締結部材をさらに備える、
請求項1から5のいずれか1項に記載の樹脂成形装置。
【請求項7】
前記サーボモータユニットは、駆動ギヤをさらに有し、
前記駆動部材は、前記駆動ギヤによって回転させられるローラピニオンである、
請求項1から6のいずれか1項に記載の樹脂成形装置。
【請求項8】
前記駆動ギヤ、前記第1ギヤおよび前記第2ギヤの各々は、トロコイド曲線に基づく歯形を有する、
請求項7に記載の樹脂成形装置。
【請求項9】
請求項1から8のいずれか1項に記載の樹脂成形装置を用いて成形対象物を樹脂成形する工程を備える、樹脂成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、樹脂成形装置、および樹脂成形品の製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
特開2014-233882号公報(特許文献1)に開示されているように、複数のねじ軸で可動プラテンを昇降させる樹脂成形装置が知られている。特許文献1に開示された装置においては、第1ねじ軸および第2ねじ軸が可動プラテンを支持しており、第1ねじ軸は第1駆動モータに連結され、第2ねじ軸は第2駆動モータに連結されている。制御部が第1駆動モータおよび第2駆動モータを駆動することにより、第1ねじ軸および第2ねじ軸が可動プラテンを昇降移動させる。
【先行技術文献】
【特許文献】
【0003】
特開2014-233882号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のような構成を採用した場合、装置を組み立てる際には、第1ねじ軸と第1駆動モータとを位置合わせし、第2ねじ軸と第2駆動モータとを位置合わせする。装置を動作させる際には、可動プラテンに過度な傾きが発生したり、意図しない故障が発生したりすることを避けるために、第1ねじ軸および第2ねじ軸が正確に同期するように、第1駆動モータおよび第2駆動モータを駆動する。上記のような構成には、簡素化という点で改善の余地がある。
【0005】
本明細書は、従来の装置に比べて、簡素な構成で可動プラテンの昇降移動を実現することが可能な樹脂成形装置、および、そのような樹脂成形装置を用いて成形対象物を樹脂成形する樹脂成形品の製造方法を開示することを目的とする。
【課題を解決するための手段】
【0006】
本開示の第1局面において、樹脂成形装置は、ブラケットを有する本体フレームと、上記本体フレームに支持された可動プラテンと、第1ギヤを有し、上記可動プラテンに接続された第1ボールねじと、第2ギヤを有し、上記可動プラテンに接続された第2ボールねじと、駆動部材を有し、上記駆動部材が上記第1ギヤおよび上記第2ギヤの双方に連結され、上記第1ボールねじおよび上記第2ボールねじを駆動することによって上記可動プラテンを昇降移動させるサーボモータユニットと、上記ブラケットに対して相対移動可能なように上記ブラケットに支持され、上記サーボモータユニットを保持し、上記ブラケットに対して相対移動することにより、上記駆動部材の上記第1ギヤおよび上記第2ギヤに対する位置関係を変化させる保持部材と、上記保持部材の上記ブラケットに対する相対位置を調節するための位置調節機構と、を備える。
【0007】
本開示の第2局面において、樹脂成形装置の製造方法は、本開示の第1局面における樹脂成形装置を用いて成形対象物を樹脂成形する工程を備える。
【発明の効果】
【0008】
本明細書の開示によれば、簡素な手法で組み立ておよび可動プラテンの昇降移動を実現することが可能な樹脂成形装置、および、そのような樹脂成形装置を用いて成形対象物を樹脂成形する樹脂成形品の製造方法を得ることができる。
【図面の簡単な説明】
【0009】
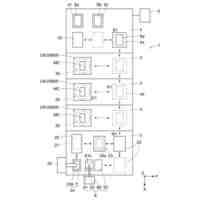
樹脂成形装置50を示す平面図である。
樹脂成形装置50に備えられる成形部51を示す正面図である。
樹脂成形装置50に備えられる型締め機構10および本体フレーム20を上方側から視た斜視図である。
樹脂成形装置50に備えられる型締め機構10および本体フレーム20を下方側から視た斜視図である。
樹脂成形装置50に備えられる型締め機構10および本体フレーム20を下方側から視た底面図である。
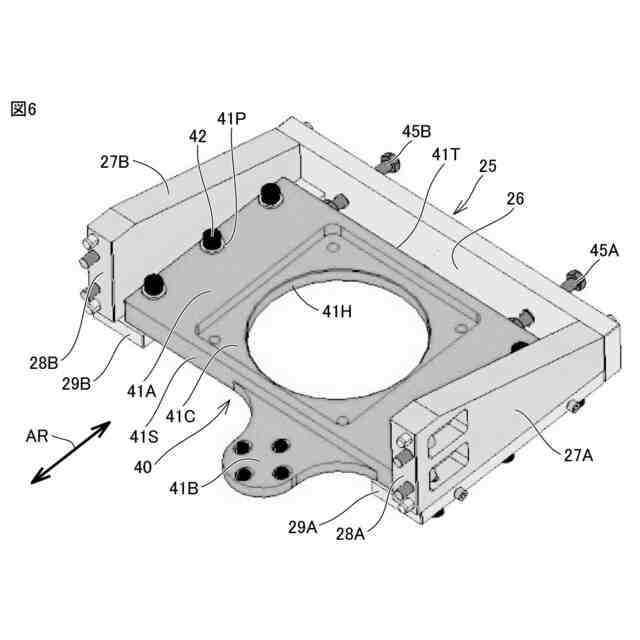
樹脂成形装置50に備えられるブラケット25および保持部材40を示す斜視図である。
樹脂成形装置50に備えられるブラケット25および保持部材40を示す平面図である。
駆動ギヤ17の歯形と駆動部材18に設けられるローラピン18Pとの関係を模式的に説明するための図である。
樹脂成形装置50に備えられる位置調節機構45Aが保持部材40に対する位置調節を行なっている様子(第1の状態)を示す断面図である。
樹脂成形装置50に備えられる位置調節機構45Aが保持部材40に対する位置調節を行なっている様子(第2の状態)を示す断面図である。
樹脂成形装置50に備えられる位置調節機構45Aが保持部材40に対する位置調節を行なっている様子(第3の状態)を示す断面図である。
樹脂成形装置50に備えられる位置調節機構45Aが保持部材40に対する位置調節を行なっている様子(第4の状態)を示す断面図である。
樹脂成形装置50に備えられる位置調節機構45Aが保持部材40に対する位置調節を行なっている様子(第5の状態)を示す断面図である。
【発明を実施するための形態】
【0010】
以下に、実施の形態について説明する。以下に説明する実施の形態において、個数、量などに言及する場合、特に記載がある場合を除き、本開示の範囲は必ずしもその個数、量などに限定されない。各々の構成要素は、特に記載がある場合を除き、本開示にとって必ずしも必須のものではない。同一の部品および相当部品には同一の参照番号を付し、重複する説明は繰り返さない場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
TOWA株式会社
樹脂成形装置及び樹脂成形品の製造方法
13日前
東レ株式会社
溶融紡糸設備
9か月前
東レ株式会社
吹出しノズル
4か月前
CKD株式会社
型用台車
3か月前
シーメット株式会社
光造形装置
3か月前
東レ株式会社
プリプレグテープ
6か月前
個人
射出ミキシングノズル
5か月前
グンゼ株式会社
ピン
3か月前
株式会社日本製鋼所
押出機
6か月前
東レ株式会社
フィルムの製造方法
17日前
個人
樹脂可塑化方法及び装置
2か月前
株式会社FTS
ロッド
2か月前
株式会社シロハチ
真空チャンバ
5か月前
株式会社リコー
シート剥離装置
8か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社FTS
成形装置
3か月前
帝人株式会社
成形体の製造方法
9か月前
東レ株式会社
一体化成形品の製造方法
7か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社神戸製鋼所
混練機
1か月前
三菱自動車工業株式会社
予熱装置
6か月前
株式会社不二越
射出成形機
5日前
株式会社リコー
画像形成システム
4か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社FTS
セパレータ
2か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
個人
ノズルおよび熱風溶接機
2か月前
東レ株式会社
溶融押出装置および押出方法
2か月前
株式会社ニフコ
樹脂製品の製造方法
5か月前
トヨタ自動車株式会社
真空成形装置
11か月前
トヨタ自動車株式会社
真空成形方法
10か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
KTX株式会社
シェル型の作製方法
9か月前
日東工業株式会社
インサート成形機
4か月前
小林工業株式会社
振動溶着機
9か月前
株式会社リコー
シート処理システム
7か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ