TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025022057
公報種別
公開特許公報(A)
公開日
2025-02-14
出願番号
2023126295
出願日
2023-08-02
発明の名称
接合方法、接合システム
出願人
日立Astemo株式会社
代理人
個人
主分類
B23K
26/21 20140101AFI20250206BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接部の硬度を低下させることができる接合方法等を提供することを目的とする。
【解決手段】接合方法は、第1ワークW1及び第2ワークW2における中心線方向の端部同士を突き合わせた状態で突き合わせ部の表面に対してレーザ光Lを照射することにより第1ワークW1と第2ワークW2とを溶接する溶接工程と、溶接工程において生成された溶接部Weに対して溶接工程における出力である第1出力よりも小さい出力である第2出力でレーザ光Lを再度照射する再照射工程と、を有する。
【選択図】図3
特許請求の範囲
【請求項1】
2つの棒状部材における中心線方向の端部同士を突き合わせた状態で突き合わせ部の表面に対してレーザ光を照射することにより前記2つの棒状部材を溶接する溶接工程と、
前記溶接工程において生成された溶接部に対して前記溶接工程における出力である第1出力よりも小さい出力である第2出力で前記レーザ光を再度照射する再照射工程と、
を有する接合方法。
続きを表示(約 1,000 文字)
【請求項2】
前記第2出力は、前記溶接部の硬度を低下させるように設定されている、
請求項1に記載の接合方法。
【請求項3】
前記再照射工程は、前記レーザ光の焦点を前記表面からずらして、前記溶接部を含む範囲に前記レーザ光を照射する、
請求項1に記載の接合方法。
【請求項4】
前記2つの棒状部材を突き合わせて回転させた状態で前記溶接工程と前記再照射工程とを連続して行う、
請求項1に記載の接合方法。
【請求項5】
前記溶接工程は、予め定められた第1周数分、前記第1出力で照射し、
前記再照射工程は、予め定められた第2周数分、前記第2出力で照射した後に、予め定められた第3周数分、前記第2出力よりも小さい出力で照射する、
請求項1に記載の接合方法。
【請求項6】
前記2つの棒状部材を突き合わせて回転させた状態で前記第2出力から徐々に出力を低下させる、
請求項5に記載の接合方法。
【請求項7】
2つの棒状部材における中心線方向の端部同士を突き合わせた状態で前記2つの棒状部材を回転させる回転装置と、
前記回転装置が前記2つの棒状部材を回転させているときに前記2つの棒状部材の突き合わせ部の表面に対してレーザ光を照射するレーザ照射装置と、
前記レーザ照射装置及び前記回転装置の作動を制御する制御装置と、
を備え、
前記制御装置は、前記2つの棒状部材を溶接するべく前記レーザ照射装置にて照射される前記レーザ光を予め定められた第1出力に設定し、溶接後に溶接部に対して再度照射する際に前記第1出力よりも小さい出力である第2出力に設定する、
接合システム。
【請求項8】
前記制御装置は、前記第1出力に設定しているときには前記レーザ光の焦点が前記表面となるようにし、前記第2出力に設定しているときには前記レーザ光の焦点が前記表面からずれるように前記2つの棒状部材に対するレーザヘッドの位置を切り替える、
請求項7に記載の接合システム。
【請求項9】
前記制御装置は、前記レーザ光の焦点が前記表面からずれるように切り替えた後に、前記2つの棒状部材を予め定められた周数分回転させ、その後、前記第2出力よりも小さい出力に設定する、
請求項8に記載の接合システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、接合方法及び接合システムに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
例えば、特許文献1には、互いに重ね合わされた複数の鋼板をレーザスクリューウェルディングによって溶接するレーザ溶接方法であって、前記レーザスクリューウェルディングによって前記複数の鋼板を溶接する溶接工程と、前記溶接工程において生成された溶接部の溶接ナゲットの最外周部位に対して再入熱を行う再入熱工程とを行うことを特徴とする。
【先行技術文献】
【特許文献】
【0003】
特開2018-153851号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
レーザ溶接にて接合された2つの部材の溶接部の硬度が高いと疲労強度は低い。
本発明は、溶接部の硬度を低下させることができる接合方法等を提供することを目的とする。
【課題を解決するための手段】
【0005】
かかる目的のもと完成させた本発明は、2つの棒状部材における中心線方向の端部同士を突き合わせた状態で突き合わせ部の表面に対してレーザ光を照射することにより前記2つの棒状部材を溶接する溶接工程と、前記溶接工程において生成された溶接部に対して前記溶接工程における出力である第1出力よりも小さい出力である第2出力で前記レーザ光を再度照射する再照射工程と、を有する接合方法である。
【発明の効果】
【0006】
本発明によれば、溶接部の硬度を低下させることができる接合方法等を提供することができる。
【図面の簡単な説明】
【0007】
実施形態に係る接合システムの概略構成の一例を示す図である。
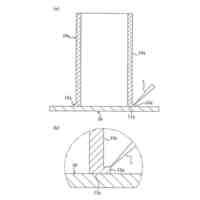
第1ワークと第2ワークとを接合する工程の一例を示す図である。
第1ワークと第2ワークとを接合する工程の一例を示す図である。
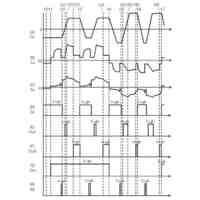
第1ワークと第2ワークとを回転させる回数と、レーザ光の出力との関係の一例を示す図である。
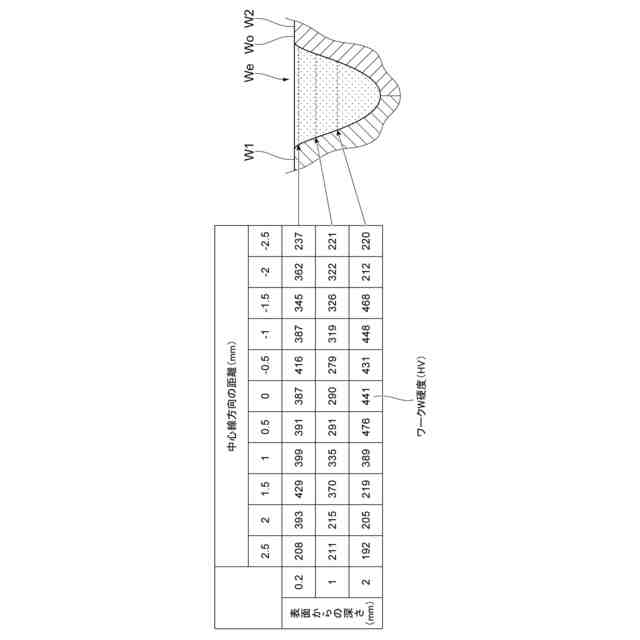
第1ワークと第2ワークとを接合する工程により接合した後のワークの硬度の一例を示す図である。
比較例に係るワークの硬度の一例を示す図である。
【発明を実施するための形態】
【0008】
以下、添付図面を参照して、本発明の実施形態について詳細に説明する。
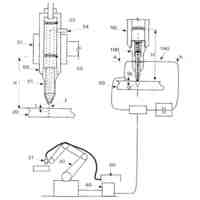
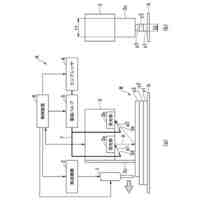
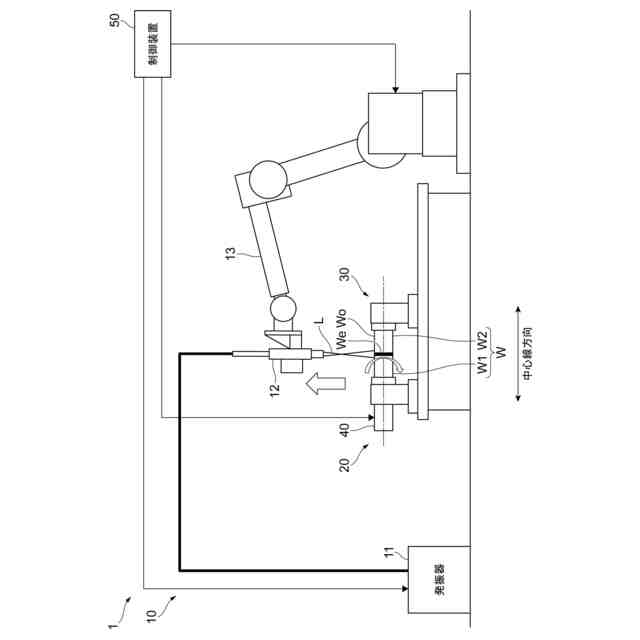
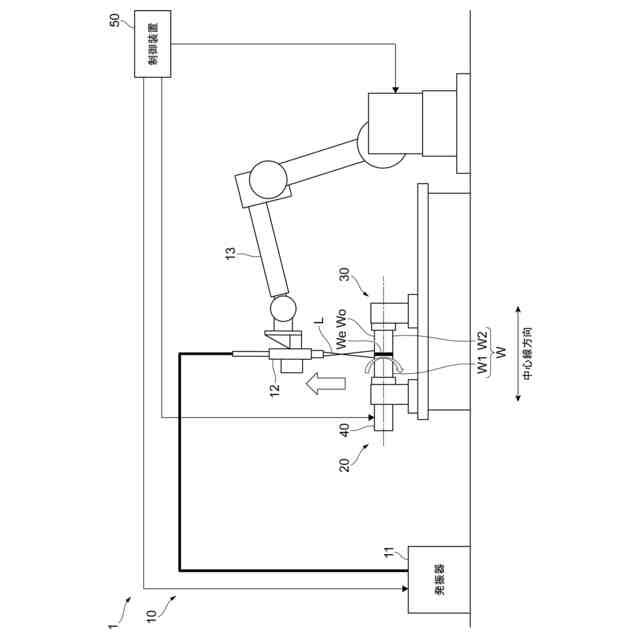
図1は、実施形態に係る接合システム1の概略構成の一例を示す図である。
接合システム1は、レーザ照射装置10と、溶接対象のワークWを回転させる回転装置20と、レーザ照射装置10及び回転装置20の作動を制御する制御装置50とを備える。
【0009】
レーザ照射装置10は、レーザ光L(図2参照)を発振する発振器11と、レーザ光Lを照射するレーザヘッド12と、レーザヘッド12を保持してレーザヘッド12を移動させるマニピュレータ13とを備える。
レーザ照射装置10のレーザ源は特に限定されない。レーザ源は、YAGレーザ、CO
2
レーザ、ファイバレーザ、ディスクレーザ、半導体レーザであることを例示することができる。
レーザヘッド12を保持して移動させる手段は、マニピュレータ13に限定されない。レーザヘッド12を後述する中心線方向に交差する方向(例えば天地方向)に移動させることが可能な機構であればいかなる機構であっても良い。
【0010】
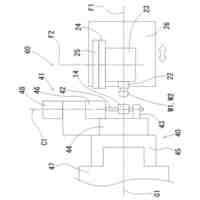
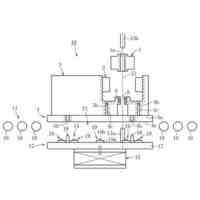
回転装置20は、ワークWを支持する支持部30と、支持部30を回転させる駆動部40とを備える。
ここで、ワークWは、2つの棒状部材であり、棒状部材としては、円柱状又は円筒状の、シャフトや管であることを例示することができる。以下、2つの棒状部材の内の一方の棒状部材を「第1ワークW1」、他方の棒状部材を「第2ワークW2」と称する場合がある。また、円柱状又は円筒状のワークWの中心線方向を、単に「中心線方向」と称する場合がある。第1ワークW1及び第2ワークW2は、中心線方向の大きさ(言い換えれば長さ)が外径よりも大きい物に限定されず、外径の方が中心線方向の大きさよりも大きい物であっても良い。また、第1ワークW1及び第2ワークW2は、円柱状又は円筒状に限定されず、楕円柱状又は楕円筒状であっても良いし、角柱状又は角筒状であっても良い。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
21日前
個人
複合金属回転式ホーン
21日前
株式会社FUJI
工作機械
22日前
株式会社トーキン
溶接用トーチ
27日前
トヨタ自動車株式会社
検査方法
1か月前
トヨタ自動車株式会社
取付装置
21日前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
積層コア
1か月前
株式会社ツガミ
工作機械
20日前
株式会社不二越
歯車研削盤
7日前
株式会社オーエム製作所
工作機械
1か月前
株式会社メドメタレックス
ドリル
1か月前
サムテック株式会社
加工物製造方法
1か月前
株式会社FUJI
自動化用パレット
1か月前
株式会社ダイヘン
溶接トーチ
20日前
トヨタ自動車株式会社
位相測定方法
1か月前
株式会社関本管工
エルボ管保持装置
27日前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社ダイヘン
溶接トーチ
20日前
株式会社不二越
工具の製造方法
1か月前
DMG森精機株式会社
工作機械
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
21日前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
津田駒工業株式会社
バリ取り用スピンドル装置
21日前
株式会社不二越
スカイビングカッタ
2か月前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
三恵技研工業株式会社
金属部品の製造方法
2か月前
北井産業株式会社
ギヤ切削加工装置
2か月前
株式会社WEL-KEN
ティーチングツール
1か月前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
21日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
1か月前
トヨタ自動車株式会社
銅切削屑の一体化方法
21日前
トヨタ自動車株式会社
銅切削屑の一体化方法
27日前
清水建設株式会社
積層造形装置
2か月前
ダイハツ工業株式会社
組付け装置
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ