TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025018482
公報種別
公開特許公報(A)
公開日
2025-02-06
出願番号
2023122211
出願日
2023-07-27
発明の名称
凹状成形品及びその製造方法
出願人
トクラス株式会社
代理人
弁理士法人東名国際特許事務所
主分類
B29C
39/12 20060101AFI20250130BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】人造大理石に、色調、模様等による外観形態が無段階に変化するグラデーション部を設けた凹状成形品及びその成形方法を提供すること。
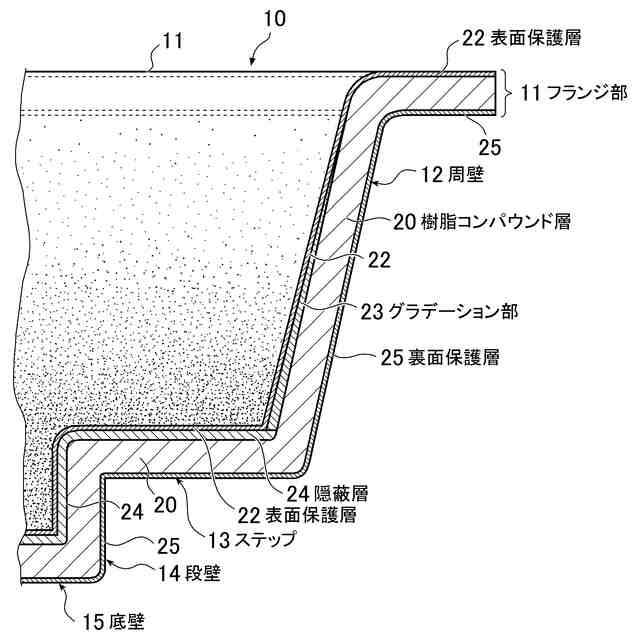
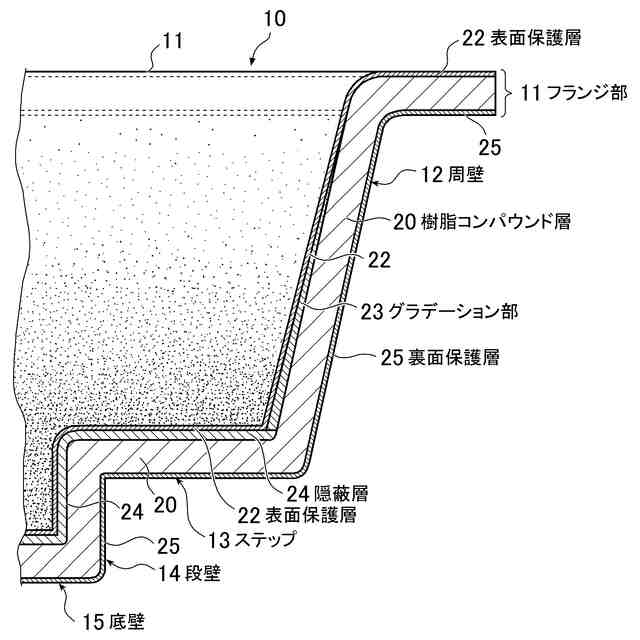
【解決手段】上部が開口する人造大理石の基材をなす樹脂コンパウンド層20と、その内面側に光透過性の表面保護層22が設けられる一方、外面側に裏面保護層25が設けられて浴槽10が形成されている。コンパウンド層20と表面保護層22との間には、上下方向に沿うグラデーション部23が設けられ、上方から下方に向って人造大理石の外観模様等が次第に薄れゆく状態が表出される。
【選択図】図2
特許請求の範囲
【請求項1】
上部が開口する樹脂コンパウンド層と、当該樹脂コンパウンド層の内側表面に設けられた光透過性の表面保護層とを備えた人造大理石の凹状成形品であって、
前記樹脂コンパウンド層と前記表面保護層との間に、所定方向に沿うグラデーション部が設けられることを特徴とする凹状成形品。
続きを表示(約 530 文字)
【請求項2】
前記グラデーション部は、クリア塗料に着色トナーを添加した着色塗料をドット状に吹き付けることによって形成され、前記着色塗料は、前記樹脂コンパウンド層に含まれる着色粒子と同系色の着色トナーを含んで前記グラデーション部を形成する、請求項1記載の凹状成形品。
【請求項3】
前記ドットの密度は、前記開口側を上方としたときに、上方から下方に向って漸増する、請求項2記載の凹状成形品。
【請求項4】
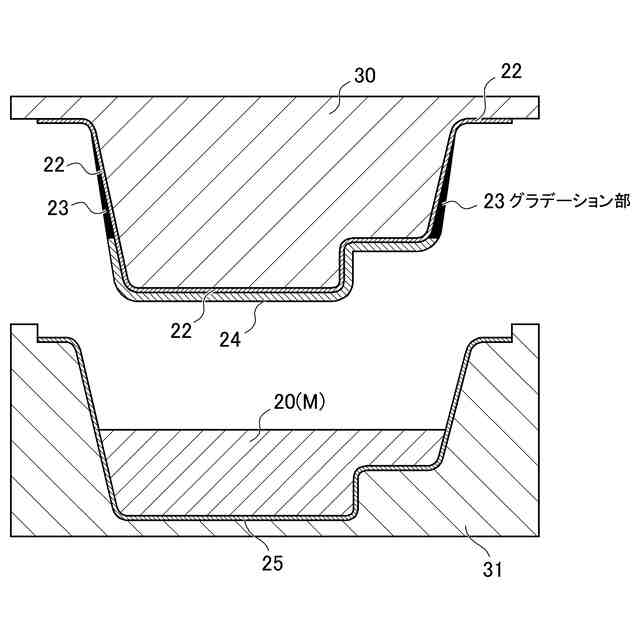
凸型及び凹型を含む成形型を用い、上部が開口する樹脂コンパウンド層と、当該樹脂コンパウンド層の表面に位置する光透過性の表面保護層とを備えた人造大理石からなる凹状成形品の製造方法であって、
前記凸型にゲルコート樹脂の混合液を塗布して表面保護層を形成する工程と、
前記表面保護層にグラデーション部の形成材料を吹き付ける工程と、
前記凹型内に樹脂コンパウンドを注入後、型締めして樹脂コンパウンドを成形型内に流動させて凹状に形成する工程と、を含み、
前記グラデーション部は、着色塗料の吹き付けによるドット密度を所定方向に沿って漸増若しくは漸減することにより形成されることを特徴とする凹状成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は凹状成形品及びその製造方法に係り、更に詳しくは、グラデーション部を備えた人造大理石の凹状成形品及びその製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
浴槽等の凹状成形品において、その上縁面又はその近傍にマスキングテープを用いて着色ゲルコートを塗布することで、異なる表面の特徴を表出する意匠性を備えたものが提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2022-49188号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1記載の浴槽にあっては、マスキングテープで境界を設けた上で着色ゲルコートを塗布し、テープ貼付領域とゲルコート塗布領域との2つの異なる表面の特徴付けが行われるものであり、境界を挟んでツートンの外観を表出するものとなる。
従って、浴槽に境界線が線状に表れることになり、浴槽のデザインによっては不自然になる場合を生じ、汎用的に利用できる適性があるとはいえない。
また、マスキングテープを浴槽の上縁面又はその近傍に貼り付ける作業が不可避となり、この場合には、作業工程が増すばかりでなく、一定程度の技能レベルが要求される、という制約もある。
更に、マスキングテープを剥がす際に、粘着剤が糸状に引っ張られる「糸引き」を生じ、これが成形品の面に付着してしまう要因ともなる。
【0005】
ところで、人造大理石からなる浴槽、洗面ボウル等の凹状成形品は、樹脂コンパウンドを成形材料とし、これに添加される着色剤、樹脂粒子、柄材等の各種添加剤により色調、明度、彩度、柄材等が成形品の全体に均しく表れ、その高い質感により広く採用、普及するに至っている。
しかしながら、人造大理石の面内において、例えば、色調や柄材等の見え方が所定の方向に向って少しずつ、かつ、無段階若しくは連続的に変化するといった意匠性を備えた凹状成形品はいまだ知られていない。これは、人造大理石の成形材料である樹脂やこれに添加された柄材等の添加剤が成形型内を流動することで成形品が形作られるため、当該成形品における一部外観の見え方が変化するように制御することができないことに起因する。
【0006】
[発明の目的]
本発明の目的は、人造大理石からなる成形品を基礎とし、その外観に表れる色調、明度、彩度、柄、模様等が無段階に変化するグラデーション部を有する凹状成形品及びその成形方法を提供することにある。
本発明の他の目的は、マスキングテープを用いることを必要とすることなく成形することができる凹状成形品及びその製造方法を提供することにある。
【課題を解決するための手段】
【0007】
前記目的を達成するため、本発明は、特許請求の範囲記載の構成を採用したものである。具体的には、
上部が開口する樹脂コンパウンド層と、当該樹脂コンパウンド層の内側表面に設けられた光透過性の表面保護層とを備えた人造大理石の凹状成形品であって、
前記樹脂コンパウンド層と前記表面保護層との間に、所定方向に沿うグラデーション部が設けられる、という構成を採っている。
【0008】
本発明において、前記グラデーション部は、クリア塗料に着色トナーを添加した着色塗料をドット状に吹き付けることによって形成され、前記着色塗料は、前記樹脂コンパウンド層に含まれる着色粒子と同系色の着色トナーを含んで前記グラデーション部を形成する、という構成を採っている。
【0009】
また、前記ドットの密度が、前記開口側を上方としたときに、上方から下方に向って漸増する、という構成を採っている。
【0010】
また、本発明は、凸型及び凹型を含む成形型を用い、上部が開口する樹脂コンパウンド層と、当該樹脂コンパウンド層の表面に位置する光透過性の表面保護層とを備えた人造大理石からなる凹状成形品の製造方法であって、
前記凸型にゲルコート樹脂の混合液を塗布して表面保護層を形成する工程と、
前記表面保護層にグラデーション部の形成材料を吹き付ける工程と、
前記凹型内に樹脂コンパウンドを注入後、型締めして樹脂コンパウンドを成形型内に流動させて凹状に形成する工程と、を含み、
前記グラデーション部は、着色塗料の吹き付けによるドット密度を所定方向に沿って漸増若しくは漸減することにより形成される、という手法を採っている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
3か月前
東レ株式会社
溶融紡糸設備
8か月前
CKD株式会社
型用台車
2か月前
シーメット株式会社
光造形装置
2か月前
東レ株式会社
プリプレグテープ
5か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
4か月前
グンゼ株式会社
ピン
2か月前
株式会社FTS
ロッド
1か月前
個人
樹脂可塑化方法及び装置
1か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社リコー
シート剥離装置
6か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社シロハチ
真空チャンバ
4か月前
株式会社FTS
成形装置
2か月前
三菱自動車工業株式会社
予熱装置
5か月前
株式会社リコー
画像形成システム
2か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社FTS
セパレータ
27日前
株式会社神戸製鋼所
混練機
13日前
株式会社リコー
シート処理システム
6か月前
小林工業株式会社
振動溶着機
8か月前
株式会社リコー
シート処理システム
6か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
トヨタ自動車株式会社
真空成形方法
9か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
KTX株式会社
シェル型の作製方法
8か月前
日東工業株式会社
インサート成形機
2か月前
トヨタ自動車株式会社
真空成形装置
9か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
個人
ノズルおよび熱風溶接機
1か月前
株式会社日本製鋼所
射出成形機
2か月前
三菱ケミカル株式会社
複合物品の製造方法。
4か月前
三光合成株式会社
ガス排出供給構造体
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































