TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025018171
公報種別
公開特許公報(A)
公開日
2025-02-06
出願番号
2023121656
出願日
2023-07-26
発明の名称
樹脂封止金型および被成形品
出願人
I-PEX株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B29C
33/42 20060101AFI20250130BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】露出面としようとする面がフラッシュバリに覆われることを抑制することができる樹脂封止金型および被成形品を提供すること。
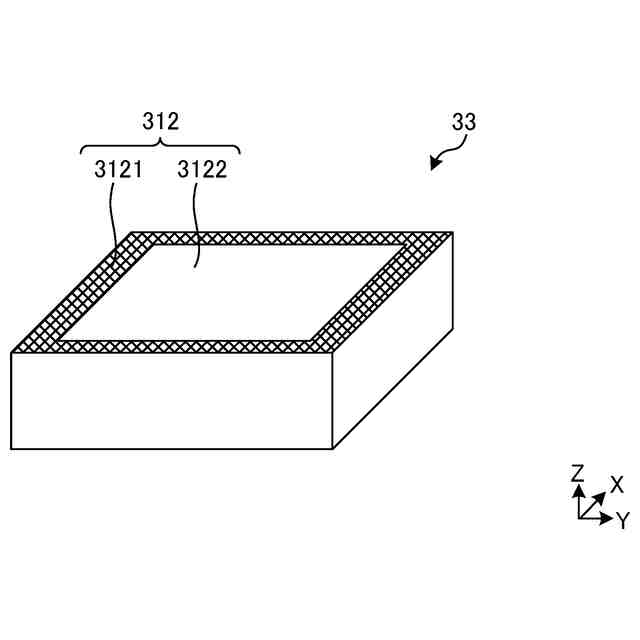
【解決手段】実施形態の一態様に係る樹脂封止金型は、被成形品の一部が樹脂に覆われずに露出する露出面を形成するように被成形品の樹脂封止を行う樹脂封止金型であって、被成形品が配置され樹脂が流れ込むキャビティを形成するキャビティ形成部を有する。キャビティ形成部は、キャビティ内において被成形品の露出面と当接する当接面を有し、当接面は、第1の領域と、第1の領域に囲まれ且つ第1の領域とは異なる面粗度によって形成された第2の領域とを有する。
【選択図】図6
特許請求の範囲
【請求項1】
被成形品の一部が樹脂に覆われずに露出する露出面を形成するように前記被成形品の樹脂封止を行う樹脂封止金型であって、
前記被成形品が配置され前記樹脂が流れ込むキャビティを形成するキャビティ形成部を有し、
前記キャビティ形成部は、
前記キャビティ内において前記被成形品の前記露出面と当接する当接面を有し、
前記当接面は、
第1の領域と、
前記第1の領域に囲まれ且つ前記第1の領域とは異なる面粗度によって形成された第2の領域と、を有する
ことを特徴とする樹脂封止金型。
続きを表示(約 640 文字)
【請求項2】
前記第1の領域の面粗度は、
前記第2の領域の面粗度よりも粗い
ことを特徴とする請求項1に記載の樹脂封止金型。
【請求項3】
前記第2の領域は、
多角形状または円形状の領域であり、
前記第1の領域は、
前記第2の領域を囲う環状の領域である
ことを特徴とする請求項2に記載の樹脂封止金型。
【請求項4】
前記当接面は、
前記第1の領域を囲い且つ前記第1の領域とは異なる面粗度によって形成された第3の領域を有する
ことを特徴とする請求項1~3のいずれか1つに記載の樹脂封止金型。
【請求項5】
一部が樹脂に覆われずに露出する露出面が形成されるように樹脂封止金型によって樹脂封止される被成形品であって、
前記露出面となる第1の領域に囲まれ且つ前記第1の領域とは異なる面粗度によって形成された第2の領域を有する
ことを特徴とする被成形品。
【請求項6】
前記第2の領域は、
多角形状または円形状の領域であり、
前記第1の領域は、
前記第2の領域を囲う環状の領域である
ことを特徴とする請求項5に記載の被成形品。
【請求項7】
前記第1の領域を囲い且つ前記第1の領域とは異なる面粗度によって形成された第3の領域を有する
ことを特徴とする請求項5または6に記載の被成形品。
発明の詳細な説明
【技術分野】
【0001】
開示の実施形態は、樹脂封止金型および被成形品に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、被成形品を樹脂封止する樹脂封止金型が知られている。例えば、被成形品の一部が樹脂に覆われずに露出する露出面を形成するように被成形品の樹脂封止を行って成形品を作製する樹脂封止金型が知られている。
【0003】
この種の樹脂封止金型では、樹脂封止の際に、露出面としようとする被成形品の面と金型との間に樹脂が入り込み、かかる樹脂が露出面としようとする被成形品の面に薄いバリが付着し、かかる面が薄いバリで覆われることがある。かかるバリは、フラッシュバリと呼ばれる。
【0004】
特許文献1には、フラッシュバリを抑制するために、外周が突出壁で囲まれた凹部を被成形品に形成し且つ被成形品の凹部に対向する凸部を樹脂封止金型に形成する技術が開示されている。かかる技術では、樹脂封止の際に、被成形品の面と金型との間に侵入した樹脂を、凸部と凹部とで形成される隙間によってせき止めることで、被成形品のうち金型の凸部と対向する部分を露出面として形成する。
【先行技術文献】
【特許文献】
【0005】
特開2018-56310号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1に記載の技術では、外周が突出壁で囲まれた凹部を被成形品に形成する必要があり、例えば、突出壁が形成されていない被成形品などに対してフラッシュバリを抑制することが難しい。
【0007】
実施形態の一態様は、上記に鑑みてなされたものであって、露出面としようとする面がフラッシュバリに覆われることを抑制することができる樹脂封止金型および被成形品を提供することを目的とする。
【課題を解決するための手段】
【0008】
実施形態の一態様に係る樹脂封止金型は、被成形品の一部が樹脂に覆われずに露出する露出面を形成するように被成形品の樹脂封止を行う樹脂封止金型であって、被成形品が配置され樹脂が流れ込むキャビティを形成するキャビティ形成部を有する。キャビティ形成部は、キャビティ内において被成形品の露出面と当接する当接面を有し、当接面は、第1の領域と、第1の領域に囲まれ且つ第1の領域とは異なる面粗度によって形成された第2の領域とを有する。
【発明の効果】
【0009】
実施形態の一態様によれば、露出面としようとする面がフラッシュバリに覆われることを抑制することができる。
【図面の簡単な説明】
【0010】
図1は、第1実施形態に係る樹脂封止装置の構成の一例を示す斜視図である。
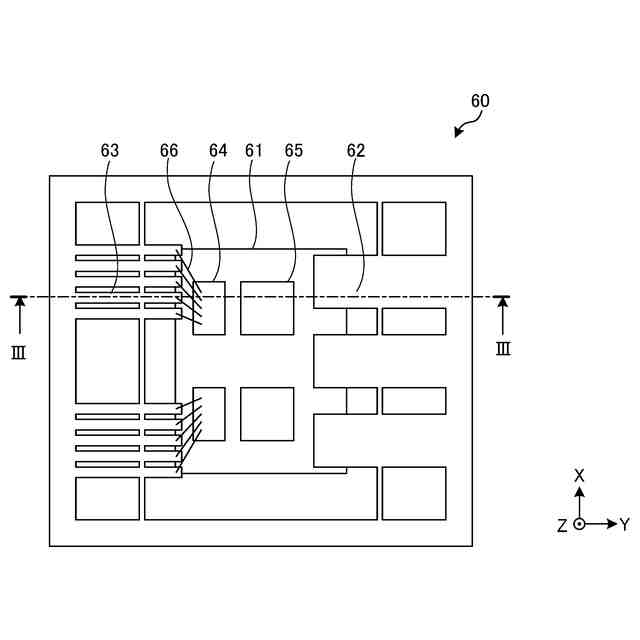
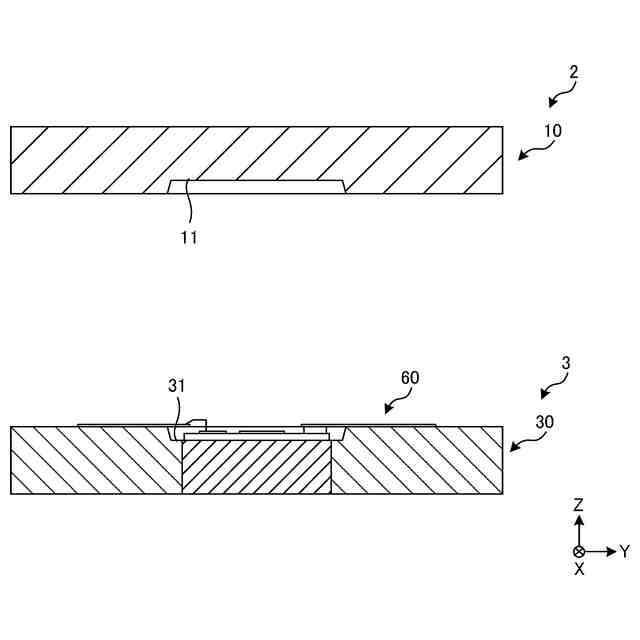
図2は、第1実施形態に係る被成形品の構成の一例を示す平面図である。
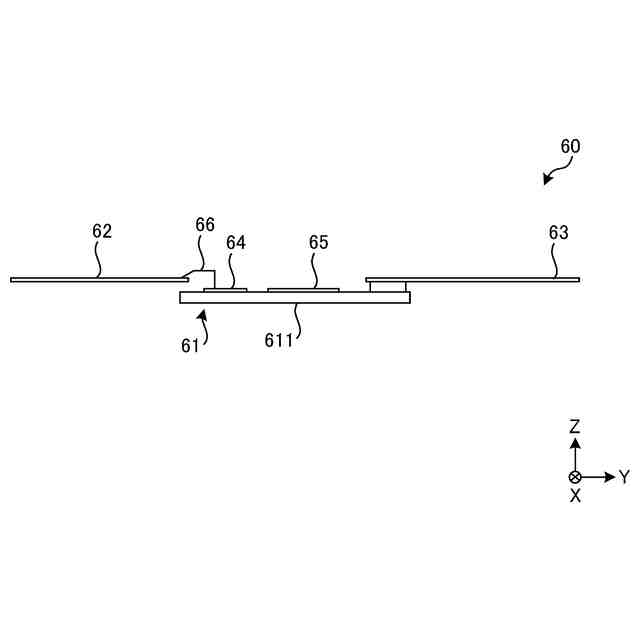
図3は、図2に示すIII-III線の断面図である。
図4は、第1実施形態に係る樹脂封止装置の樹脂封止金型の一部の構成の一例を示す断面図である。
図5は、第1実施形態に係る樹脂封止金型における下型チェスの一例を示す平面図である。
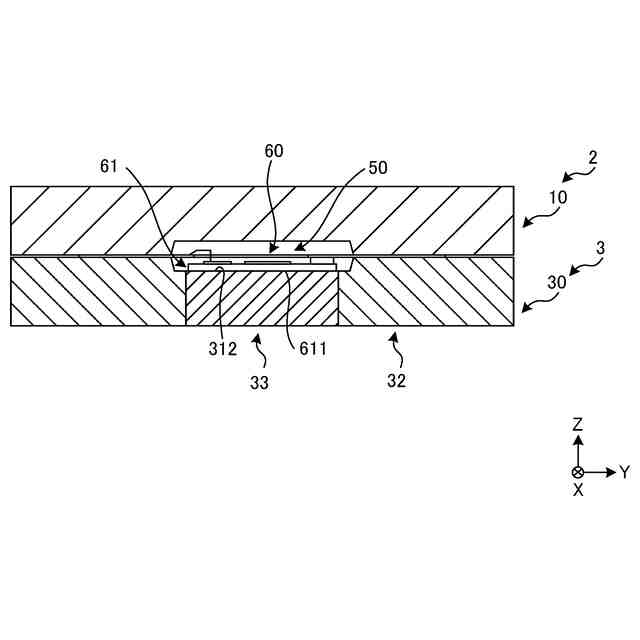
図6は、第1実施形態に係る樹脂封止金型における下型チェスの嵌め込みブロックの一例を示す斜視図である。
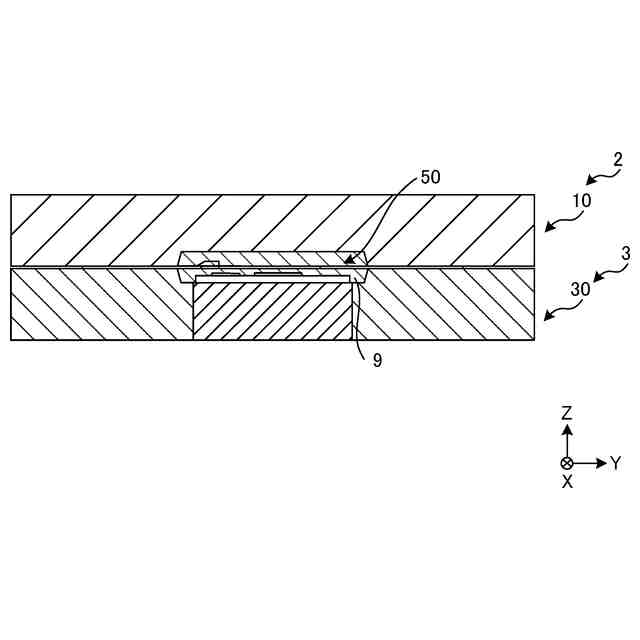
図7は、第1実施形態に係る樹脂封止金型による樹脂封止工程の一例を示す図(その1)である。
図8は、第1実施形態に係る樹脂封止金型による樹脂封止工程の一例を示す図(その2)である。
図9は、第1実施形態に係る樹脂封止金型による樹脂封止工程の一例を示す図(その3)である。
図10は、第1実施形態に係る樹脂封止金型による樹脂封止工程の一例を示す図(その4)である。
図11は、第1実施形態に係る樹脂封止金型による樹脂封止工程の一例を示す図(その5)である。
図12は、第1実施形態に係る樹脂封止金型による樹脂封止工程で作製される成形品の一例を示す平面図である。
図13は、図12に示す領域Xの拡大図である。
図14は、第1実施形態に係る樹脂封止金型における下型チェスの嵌め込みブロックの他の例を示す平面図である。
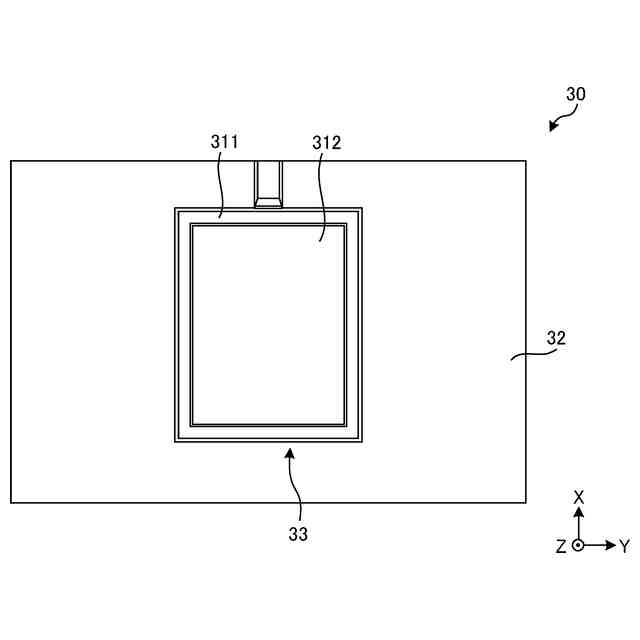
図15は、第2実施形態に係る被成形品の一例を示す底面図である。
図16は、第2実施形態に係る樹脂封止金型の一例を示す断面図である。
図17は、第2実施形態に係る被成形品における部材の底面の他の例を示す底面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
8か月前
東レ株式会社
吹出しノズル
3か月前
シーメット株式会社
光造形装置
2か月前
東レ株式会社
プリプレグテープ
5か月前
CKD株式会社
型用台車
2か月前
グンゼ株式会社
ピン
2か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
4か月前
個人
樹脂可塑化方法及び装置
1か月前
株式会社FTS
ロッド
1か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社FTS
成形装置
2か月前
株式会社シロハチ
真空チャンバ
4か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社リコー
シート剥離装置
6か月前
株式会社FTS
セパレータ
27日前
TOWA株式会社
成形型清掃用のブラシ
4か月前
三菱自動車工業株式会社
予熱装置
5か月前
株式会社リコー
画像形成システム
2か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社神戸製鋼所
混練機
13日前
株式会社日本製鋼所
押出成形装置
5か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
KTX株式会社
シェル型の作製方法
8か月前
日東工業株式会社
インサート成形機
2か月前
小林工業株式会社
振動溶着機
8か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
株式会社リコー
シート処理システム
6か月前
株式会社リコー
シート処理システム
6か月前
個人
ノズルおよび熱風溶接機
1か月前
東ソー株式会社
高純度薬品用容器の製造方法
7か月前
株式会社コスメック
磁気クランプ装置
1か月前
株式会社日本製鋼所
射出成形機
2か月前
豊田鉄工株式会社
接合体及び接合方法
5か月前
株式会社コスメック
磁気クランプ装置
5か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































