TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025017387
公報種別
公開特許公報(A)
公開日
2025-02-06
出願番号
2023120360
出願日
2023-07-25
発明の名称
ワーク加工方法、工作機械、加工システム、および、プログラム
出願人
ヤマザキマザック株式会社
代理人
個人
主分類
B23K
26/34 20140101AFI20250130BHJP(工作機械;他に分類されない金属加工)
要約
【課題】切削加工時にワークに作用する負荷を安定的に支持し、且つ、付加製造時におけるワークの温度低下を抑制することが可能なワーク加工方法、工作機械、加工システム、および、プログラムを提供する。
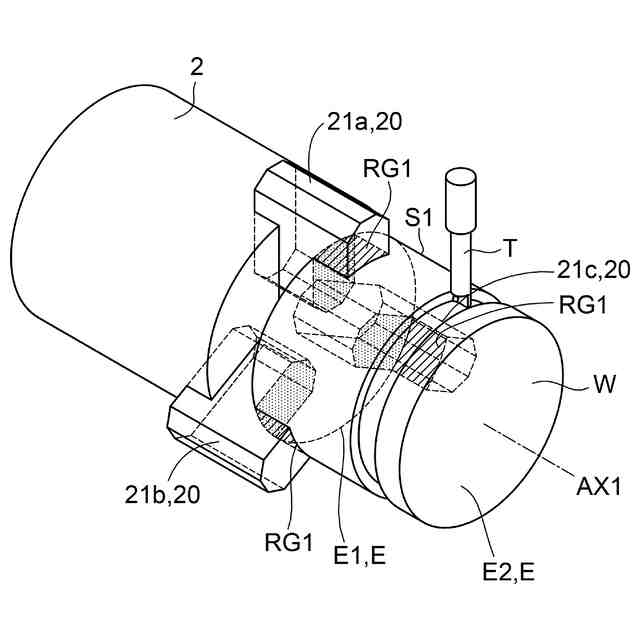
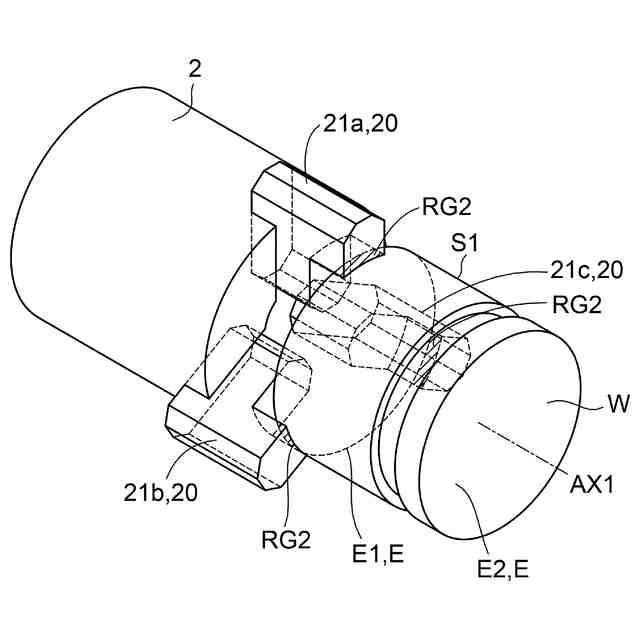
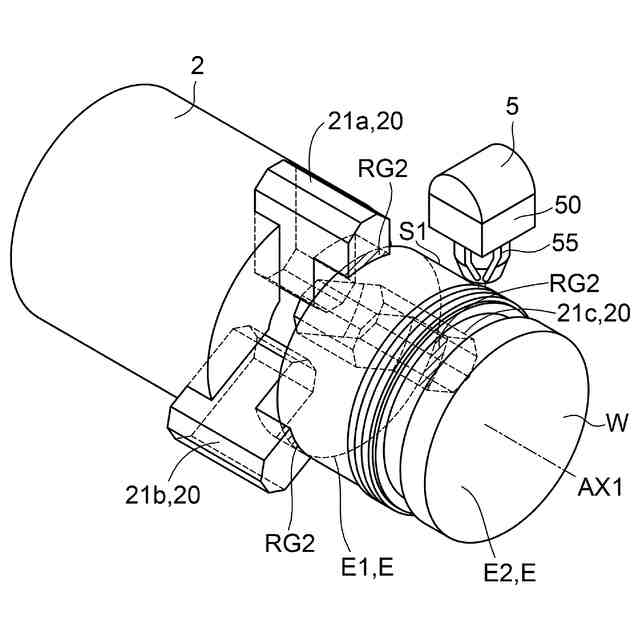
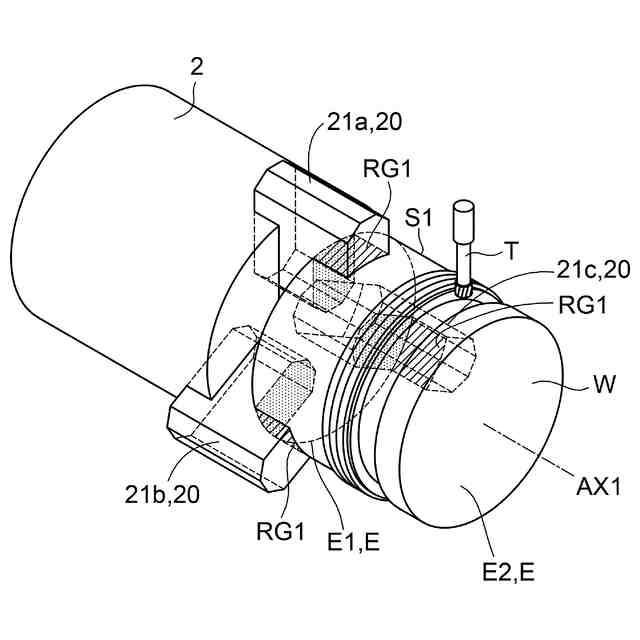
【解決手段】ワーク加工方法は、把持部材とワークとの間の総接触面積が第1面積である第1状態で、把持部材によって把持されたワークを切削する工程と、把持部材とワークとの間の総接触面積が第2面積である第2状態で、把持部材によって把持された予熱済みのワークに対して付加製造を行う工程と、第1状態と第2状態との間で状態変更されるように、把持部材がワークを掴み直す工程と、を具備し、上述の第2面積は、上述の第1面積よりも小さい。
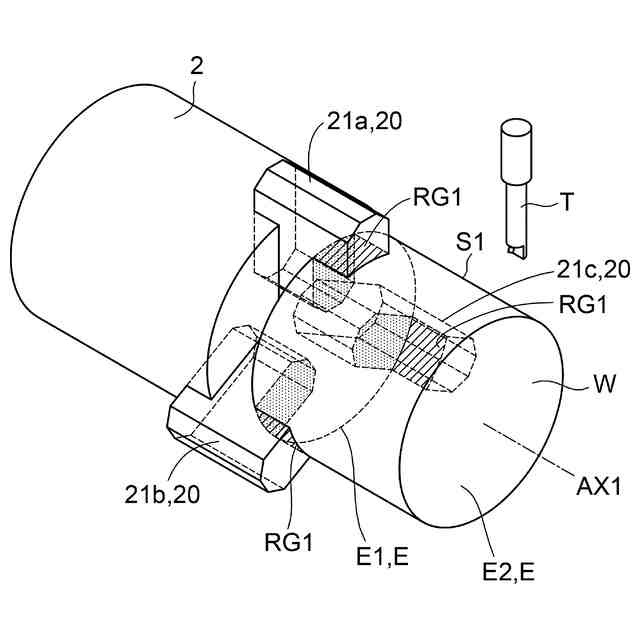
【選択図】図6
特許請求の範囲
【請求項1】
把持部材とワークとの間の総接触面積が第1面積である第1状態で、前記把持部材によって把持された前記ワークを切削する工程と、
前記把持部材と前記ワークとの間の前記総接触面積が第2面積である第2状態で、前記把持部材によって把持された予熱済みの前記ワークに対して付加製造を行う工程と、
前記第1状態と前記第2状態との間で状態変更されるように、前記把持部材が前記ワークを掴み直す工程と
を具備し、
前記第2面積は、前記第1面積よりも小さい
ワーク加工方法。
続きを表示(約 1,900 文字)
【請求項2】
前記第1状態において、前記把持部材と前記ワークの側面との間の合計接触面積は第3面積であり、
前記第2状態において、前記把持部材と前記ワークの前記側面との間の前記合計接触面積は第4面積であり、
前記第4面積は、前記第3面積よりも小さい
請求項1に記載のワーク加工方法。
【請求項3】
前記第1状態において、前記ワークの第1端面と前記把持部材とが接触しており、
前記第2状態において、前記ワークの前記第1端面と前記把持部材とが離間している
請求項2に記載のワーク加工方法。
【請求項4】
前記把持部材は、第1把持片および第2把持片を含む複数の把持片を有し、
前記第1状態における前記第1把持片による前記ワークの掴み代を第1掴み代と定義し、前記第2状態における前記第1把持片による前記ワークの掴み代を第2掴み代と定義するとき、前記第2掴み代は、前記第1掴み代よりも小さい
請求項1に記載のワーク加工方法。
【請求項5】
前記把持部材と前記ワークとの間の前記総接触面積が前記第2面積である前記第2状態で、前記把持部材によって把持された前記ワークを予熱する工程を更に具備し、
前記ワークを予熱する工程は、前記ワークに対して付加製造を行う工程の前に実行される
請求項1に記載のワーク加工方法。
【請求項6】
前記ワークを予熱する工程は、前記ワークにレーザを照射することにより前記ワークを昇温させることを含む
請求項5に記載のワーク加工方法。
【請求項7】
前記把持部材が前記ワークを掴み直す工程は、前記把持部材によって把持された前記ワークを切削する工程の後、且つ、前記把持部材によって把持された予熱済みの前記ワークに対して付加製造を行う工程の前に実行される
請求項1に記載のワーク加工方法。
【請求項8】
前記把持部材が前記ワークを掴み直す工程は、前記把持部材によって把持された前記ワークを切削する工程の前、且つ、前記把持部材によって把持された予熱済みの前記ワークに対して付加製造を行う工程の後に実行される
請求項1に記載のワーク加工方法。
【請求項9】
前記把持部材が前記ワークを掴み直す工程は、
前記ワークを、前記把持部材から第2支持装置に移す工程と、
前記ワークを、前記第2支持装置から前記把持部材に移す工程と
を具備する
請求項1乃至8のいずれか一項に記載のワーク加工方法。
【請求項10】
ワークを把持する把持部材を有する第1支持装置と、
前記ワークを支持可能な第2支持装置と、
前記ワークを切削する切削工具を支持する第1ヘッドと、
前記ワークに付加される材料を供給する材料供給装置と、第2ヘッドからレーザを射出するレーザ照射装置とを有する付加製造装置と、
前記第1ヘッドを前記把持部材に対して相対移動させる第1移動装置と、
前記第2ヘッドを前記把持部材に対して相対移動させる第2移動装置と、
前記第1支持装置、前記第2支持装置、前記付加製造装置、前記第1移動装置、および、前記第2移動装置を制御する制御装置と
を具備し、
前記制御装置は、
前記把持部材に把持された前記ワークが前記切削工具によって切削されるよう、少なくとも前記第1移動装置に第1移動指令を送信することを含む切削モードと、
予熱済みの前記ワークに前記材料が付加されるよう、少なくとも、前記付加製造装置に付加製造指令を送信することと、前記第2移動装置に第2移動指令を送信することとを含む付加製造モードと、
前記把持部材によって前記ワークが掴み直されるよう、少なくとも前記第1支持装置および前記第2支持装置に複数の指令を送信することを含む掴み直しモードと
を実行可能であり、
前記切削モードにおける前記把持部材と前記ワークとの間の総接触面積を第1面積と定義し、前記付加製造モードにおける前記把持部材と前記ワークとの間の総接触面積を第2面積と定義するとき、前記掴み直しモードは、前記把持部材と前記ワークとの間の総接触面積を、前記第1面積と前記第2面積との間で変更することを含み、
前記第2面積は、前記第1面積よりも小さい
工作機械。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワーク加工方法、工作機械、加工システム、および、プログラムに関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
ワークに材料を付加する付加製造方法が知られている。
【0003】
関連する技術として、特許文献1には、付加製造方法が開示されている。特許文献1に記載の付加製造方法は、ワークにおける付加製造領域を含む切削領域を切削することにより当該付加製造領域の温度を予熱下限温度以上となるように加熱する予熱工程と、当該予熱工程によって予熱された状態のワークの付加製造領域に溶融金属を付加する付加製造工程と、を含む。
【先行技術文献】
【特許文献】
【0004】
特許第7102640号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、切削加工時にワークに作用する負荷を安定的に支持し、且つ、付加製造時におけるワークの温度低下を抑制することが可能なワーク加工方法、工作機械、加工システム、および、プログラムを提供することである。
【課題を解決するための手段】
【0006】
いくつかの実施形態におけるワーク加工方法は、把持部材とワークとの間の総接触面積が第1面積である第1状態で、前記把持部材によって把持された前記ワークを切削する工程と、前記把持部材と前記ワークとの間の前記総接触面積が第2面積である第2状態で、前記把持部材によって把持された予熱済みの前記ワークに対して付加製造を行う工程と、前記第1状態と前記第2状態との間で状態変更されるように、前記把持部材が前記ワークを掴み直す工程と、を具備する。前記第2面積は、前記第1面積よりも小さい。
【0007】
いくつかの実施形態における工作機械は、ワークを把持する把持部材を有する第1支持装置と、前記ワークを支持可能な第2支持装置と、前記ワークを切削する切削工具を支持する第1ヘッドと、前記ワークに付加される材料を供給する材料供給装置と、第2ヘッドからレーザを射出するレーザ照射装置とを有する付加製造装置と、前記第1ヘッドを前記把持部材に対して相対移動させる第1移動装置と、前記第2ヘッドを前記把持部材に対して相対移動させる第2移動装置と、前記第1支持装置、前記第2支持装置、前記付加製造装置、前記第1移動装置、および、前記第2移動装置を制御する制御装置と、を具備する。前記制御装置は、前記把持部材に把持された前記ワークが前記切削工具によって切削されるよう、少なくとも前記第1移動装置に第1移動指令を送信することを含む切削モードと、予熱済みの前記ワークに前記材料が付加されるよう、少なくとも、前記付加製造装置に付加製造指令を送信することと、前記第2移動装置に第2移動指令を送信することとを含む付加製造モードと、前記把持部材によって前記ワークが掴み直されるよう、少なくとも前記第1支持装置および前記第2支持装置に複数の指令を送信することを含む掴み直しモードと、を実行可能である。前記切削モードにおける前記把持部材と前記ワークとの間の総接触面積を第1面積と定義し、前記付加製造モードにおける前記把持部材と前記ワークとの間の総接触面積を第2面積と定義するとき、前記掴み直しモードは、前記把持部材と前記ワークとの間の総接触面積を、前記第1面積と前記第2面積との間で変更することを含む。前記第2面積は、前記第1面積よりも小さい。
【0008】
いくつかの実施形態における加工システムは、ワークを把持する把持部材を有する第1支持装置と、前記ワークを支持可能な第2支持装置と、前記ワークを切削する切削工具を支持する第1ヘッドと、前記ワークに付加される材料を供給する材料供給装置と、第2ヘッドからレーザを射出するレーザ照射装置とを有する付加製造装置と、前記第1ヘッドを前記把持部材に対して相対移動させる第1移動装置と、前記第2ヘッドを前記把持部材に対して相対移動させる第2移動装置と、前記第1支持装置、前記第2支持装置、前記付加製造装置、前記第1移動装置、および、前記第2移動装置を制御する制御装置と、を具備する。前記制御装置は、前記把持部材に把持された前記ワークが前記切削工具によって切削されるよう、少なくとも前記第1移動装置に第1移動指令を送信することを含む切削モードと、予熱済みの前記ワークに前記材料が付加されるよう、少なくとも、前記付加製造装置に付加製造指令を送信することと、前記第2移動装置に第2移動指令を送信することとを含む付加製造モードと、前記把持部材によって前記ワークが掴み直されるよう、少なくとも前記第1支持装置および前記第2支持装置に複数の指令を送信することを含む掴み直しモードと、を実行可能である。前記切削モードにおける前記把持部材と前記ワークとの間の総接触面積を第1面積と定義し、前記付加製造モードにおける前記把持部材と前記ワークとの間の総接触面積を第2面積と定義するとき、前記掴み直しモードは、前記把持部材と前記ワークとの間の総接触面積を、前記第1面積と前記第2面積との間で変更することを含む。前記第2面積は、前記第1面積よりも小さい。
【0009】
いくつかの実施形態におけるプログラムは、把持部材とワークとの間の総接触面積が第1面積である第1状態で、前記把持部材によって把持された前記ワークを切削する工程と、前記把持部材と前記ワークとの間の前記総接触面積が前記第1面積よりも小さな第2面積である第2状態で、前記把持部材によって把持された予熱済みの前記ワークに対して付加製造を行う工程と、前記第1状態と前記第2状態との間で状態変更されるように、前記把持部材が前記ワークを掴み直す工程と、を具備するワーク加工方法を工作機械または加工システムに実行させるためのプログラムである。
【発明の効果】
【0010】
本発明により、切削加工時にワークに作用する負荷を安定的に支持し、且つ、付加製造時におけるワークの温度低下を抑制することが可能なワーク加工方法、工作機械、加工システム、および、プログラムを提供することができる。また、付加製造時におけるワークの温度低下が抑制されることにより、ワークへの材料の付加不良が、防止または抑制される。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
14日前
個人
複合金属回転式ホーン
14日前
株式会社FUJI
工作機械
15日前
有限会社津谷工業
切削工具
2か月前
株式会社ツガミ
工作機械
24日前
トヨタ自動車株式会社
積層コア
1か月前
トヨタ自動車株式会社
検査方法
24日前
株式会社ツガミ
工作機械
13日前
株式会社トーキン
溶接用トーチ
20日前
トヨタ自動車株式会社
取付装置
14日前
株式会社オーエム製作所
工作機械
27日前
株式会社不二越
歯車加工機
2か月前
株式会社不二越
歯車研削盤
今日
株式会社メドメタレックス
ドリル
1か月前
株式会社ダイヘン
溶接トーチ
13日前
サムテック株式会社
加工物製造方法
1か月前
株式会社ダイヘン
溶接トーチ
13日前
三菱電機株式会社
ねじ取り出し装置
28日前
株式会社FUJI
自動化用パレット
1か月前
トヨタ自動車株式会社
位相測定方法
1か月前
株式会社関本管工
エルボ管保持装置
20日前
株式会社不二越
工具の製造方法
1か月前
工機ホールディングス株式会社
作業機
2か月前
工機ホールディングス株式会社
作業機
2か月前
DMG森精機株式会社
工作機械
24日前
津田駒工業株式会社
バリ取り用スピンドル装置
14日前
トヨタ自動車株式会社
冷却器の製造方法
2か月前
トヨタ自動車株式会社
スパッタ検出方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
14日前
株式会社不二越
超硬合金製ドリル
28日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
三恵技研工業株式会社
金属部品の製造方法
1か月前
株式会社不二越
スカイビングカッタ
1か月前
北井産業株式会社
ギヤ切削加工装置
1か月前
株式会社WEL-KEN
ティーチングツール
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ