TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025017347
公報種別
公開特許公報(A)
公開日
2025-02-05
出願番号
2024117520
出願日
2024-07-23
発明の名称
スポーツ衣類、スポーツ用具、またはボール用の発泡粒子から粒子発泡部品を製造するための方法および装置、スポーツ衣類、スポーツ用具、またはボール用の発泡粒子から粒子発泡部品を製造するためのプロセスを較正するための方法、スポーツ衣類、スポーツ用具、またはボール用の発泡粒子からの粒子発泡部品、ならびに靴
出願人
アディダス アーゲー
代理人
個人
,
個人
,
個人
,
個人
主分類
B29C
44/60 20060101AFI20250129BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】電磁波を使用してスポーツ衣類、スポーツ用具、またはボール用の発泡粒子から粒子発泡部品を製造するための方法を提供すること。
【解決手段】本方法は、金型キャビティを充填するステップと、発泡粒子を溶着するために発泡粒子を電磁波で加熱するステップと、脱型するステップとを含み、発泡粒子の加熱中に電磁波の吸収に特徴的なパラメータを監視し、このパラメータが所定量だけ変化した場合に、発泡粒子の加熱を終了する。本方法により、確実に、正確な熱量が発泡粒子に簡単な方法で供給される。
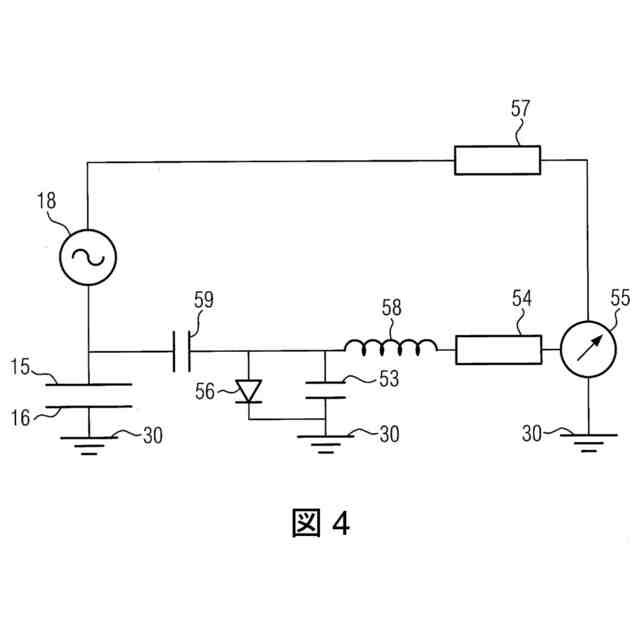
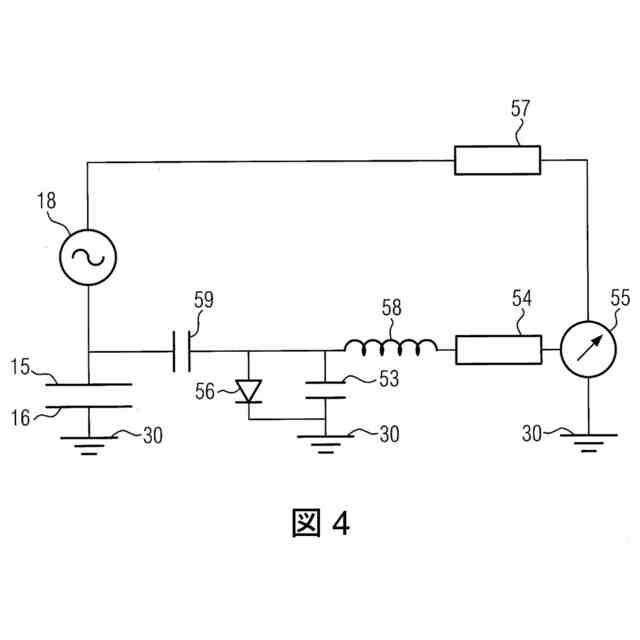
【選択図】図4
特許請求の範囲
【請求項1】
電磁波を使用してスポーツ衣類、スポーツ用具、またはボール用の発泡粒子から粒子発泡部品を製造するための方法であって、
- 成形空間を充填するステップと、
- 前記発泡粒子を電磁波で加熱して溶着するステップと、
- 脱型するステップと、を含み、
前記発泡粒子の前記加熱中に前記電磁波の吸収に特徴的なパラメータを監視し、該パラメータが所定量だけ変化した場合に、前記発泡粒子の前記加熱を終了する、
方法。
続きを表示(約 1,300 文字)
【請求項2】
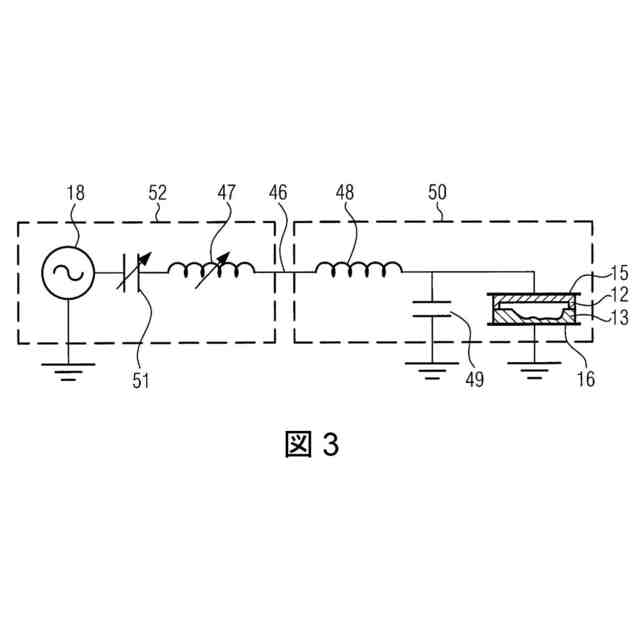
前記電磁波が、前記成形空間が内部に配置されているコンデンサによって生成され、
前記電磁波が所定の電圧振幅で前記コンデンサに印加され、前記成形空間内に導入される電力または該電力の時間に対する1次もしくは2次微分が特性パラメータとして測定される、あるいは
前記電磁波が所定の電力で前記コンデンサに印加され、前記コンデンサの両端間の降下電圧または該降下電圧の時間に対する1次もしくは2次微分が特性パラメータとして測定される、
ことを特徴とする、請求項1に記載の方法。
【請求項3】
加熱後、脱型前に、前記粒子発泡部品を前記成形空間内で冷却する、
ことを特徴とする、請求項1に記載の方法。
【請求項4】
RF放射が電磁波として使用される、
ことを特徴とする、請求項1に記載の方法。
【請求項5】
電磁波を使用してスポーツ衣類、スポーツ用具、またはボール用の発泡粒子から粒子発泡部品を製造するためのプロセスを較正するための方法であって、
請求項1に記載のスポーツ衣類、スポーツ用具、またはボール用の少なくとも1つの粒子発泡部品が、特定の成形空間を画定する金型と、特定の材料タイプの発泡粒子とを使用して較正プロセスにおいて製造され、電磁波による前記加熱の期間が、前記特性パラメータが特定のしきい値だけ変化するまで測定され、スポーツ衣類、スポーツ用具、またはボール用のさらなる粒子発泡部品が、前記較正プロセスで決定された前記期間に対応する製造加熱間隔の間、いずれの場合も前記電磁波を供給するための同じ設定で前記発泡粒子を加熱することによって製造される、方法。
【請求項6】
スポーツ衣類、スポーツ用具、またはボール用の複数の粒子発泡部品が、較正プロセス中に請求項1に記載の方法に従って製造され、いずれの場合も前記加熱の前記期間が測定され、製造時間間隔が、前記較正プロセス中に測定された前記複数の期間に基づいて決定される、
ことを特徴とする、請求項5に記載の方法。
【請求項7】
個々の前記期間の平均値または中央値が前記製造時間間隔として決定される、
ことを特徴とする、請求項6に記載の方法。
【請求項8】
前記測定された期間の前記平均値または前記中央値を中心とした標準偏差の所定の倍数内にある期間のみが、前記製造時間間隔を決定するために考慮される、
ことを特徴とする、請求項6に記載の方法。
【請求項9】
前記製造プロセスの品質係数を決定するために、前記測定された期間の統計的評価が実行される、
ことを特徴とする、請求項6に記載の方法。
【請求項10】
前記品質係数が前記製造プロセスの安定性が低すぎることを示す場合、前記製造プロセスの少なくとも1つの特定のパラメータを変更することによって、前記品質係数に基づいて前記製造プロセスが最適化される、
ことを特徴とする、請求項9に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、スポーツ衣類、スポーツ用具、またはボール用の発泡粒子から粒子発泡部品を製造するための方法および装置、スポーツ衣類、スポーツ用具、またはボール用の発泡粒子から粒子発泡部品を製造するためのプロセスを較正するための方法、スポーツ衣類、スポーツ用具、またはボール用の発泡粒子からの粒子発泡部品、ならびに靴に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
国際公開第2013/05081号パンフレットは、粒子発泡部品を製造するための方法を開示しており、この方法では、発泡粒子と誘電性伝達液との混合物を電磁波によって加熱し、発泡粒子を溶融させて粒子発泡部品を形成する。電磁波としては、電波やマイクロ波が用いられる。発泡粒子の材料は、ポリプロピレン(PP)から形成される。
【0003】
米国特許第3,060,513号明細書は、湿らせた熱可塑性発泡粒子を焼結するための方法を開示する。粒子は、金型内で誘電加熱され、同時に圧縮される。電磁波は、約2~1000MHzの周波数で印加される。
【0004】
同様の方法が米国特許第3,242,238号明細書に記載されており、この方法では、発泡粒子を水溶液で湿らせ、約5~100MHzの周波数の電磁場に曝露する。
【0005】
英国特許第1,403,326号明細書は、発泡性ポリスチレン発泡粒子を溶着するための方法を記載しており、この方法では、粒子を水溶液で湿らせ、5~2000MHzの電磁場に曝露する。
【0006】
国際公開第01/64414号パンフレットは、液体媒体で湿らせたポリオレフィンのポリマ粒子を電磁波、特にマイクロ波で加熱するさらなる方法を開示する。この場合、成形治具内の温度は、成形治具内に存在する圧力を制御することによって調節される。
【0007】
上記で説明した方法では、いずれの場合も湿らせた発泡粒子が電磁波で加熱され、電磁エネルギーが液体によって吸収されて、粒子に伝達される。
【0008】
米国特許第5,128,073号明細書は、高周波エネルギーを吸収する材料でコーティングされた熱可塑性粒子を開示する。電磁波でこれらの粒子を加熱することができ、コーティングが電磁エネルギーを放出し、そのエネルギーを発泡粒子上に放出する。発泡粒子を溶着するために、40MHz~2450MHzの範囲の電磁波が使用される。
【0009】
これらの方法は数十年前から知られている。それにもかかわらず、これらの方法は実際には成功していない。これには様々な理由がある。実験室のサンプルでは、これらの方法は非常にうまく機能する。
【0010】
したがって、実際、発泡粒子は、例えば、国際公開第2014/128214号パンフレットから知られているように、飽和乾燥蒸気によってほぼ例外なく溶着される。蒸気による溶着と比較して、電磁波の溶着は原理上かなりの利点があるが、電磁波による溶着は、ここ数十年で実際に成功したことがない。電磁波の場合、エネルギーを、より目標を定めて伝達できるため、補助物体を加熱する必要がない。蒸気を使用する場合は、まず蒸気発生器で蒸気を発生させなければならない。その後、管路を介して、蒸気を治具に供給しなければならない。これらの部品のすべては、蒸気が部品内部で凝縮しないように、十分に高温に加熱されなければならない。これにより、かなりの熱損失が生じる。加えて、粒子発泡部品を製造するための装置では、蒸気発生のための装置および蒸気管路が最も多くの設置スペースを占める。発泡粒子の溶着に蒸気が必要でなければ、装置全体をはるかにコンパクトに形成することができるであろう。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
8か月前
東レ株式会社
吹出しノズル
2か月前
CKD株式会社
型用台車
2か月前
シーメット株式会社
光造形装置
1か月前
東レ株式会社
プリプレグテープ
5か月前
グンゼ株式会社
ピン
2か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
4か月前
個人
樹脂可塑化方法及び装置
1か月前
株式会社FTS
ロッド
1か月前
帝人株式会社
成形体の製造方法
7か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社FTS
成形装置
1か月前
株式会社リコー
シート剥離装置
6か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社神戸製鋼所
混練機
10日前
三菱自動車工業株式会社
予熱装置
5か月前
株式会社リコー
画像形成システム
2か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社FTS
セパレータ
24日前
TOWA株式会社
成形型清掃用のブラシ
4か月前
日東工業株式会社
インサート成形機
2か月前
トヨタ自動車株式会社
真空成形方法
9か月前
個人
ノズルおよび熱風溶接機
1か月前
小林工業株式会社
振動溶着機
8か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
KTX株式会社
シェル型の作製方法
8か月前
株式会社リコー
シート処理システム
6か月前
株式会社リコー
シート処理システム
6か月前
株式会社日本製鋼所
射出成形機
7か月前
豊田鉄工株式会社
接合体及び接合方法
5か月前
株式会社FTS
ブローニードル
2か月前
ヒロホー株式会社
搬送容器の製造方法
8か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































