TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025017137
公報種別
公開特許公報(A)
公開日
2025-02-05
出願番号
2023120042
出願日
2023-07-24
発明の名称
積層フィルムの製造方法及びその製造装置
出願人
日東電工株式会社
代理人
弁理士法人まこと国際特許事務所
主分類
B29C
63/02 20060101AFI20250129BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】 2つのフィルムを貼り合わせて積層フィルムを作製する際に、傷が生じることを防止する。
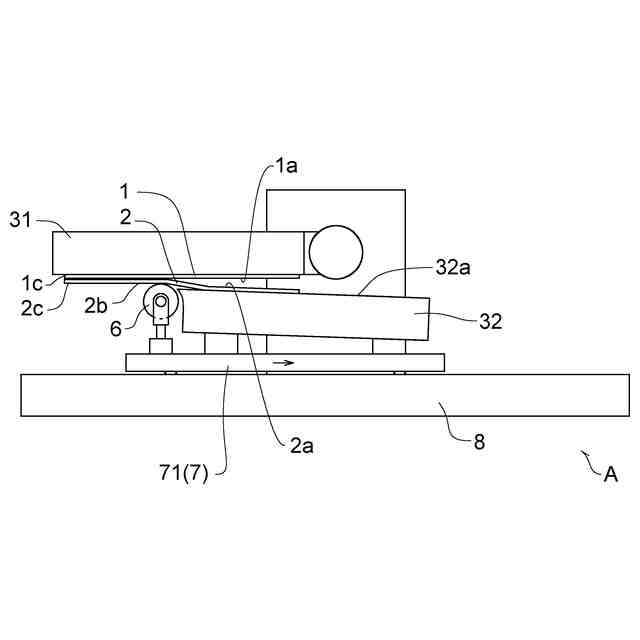
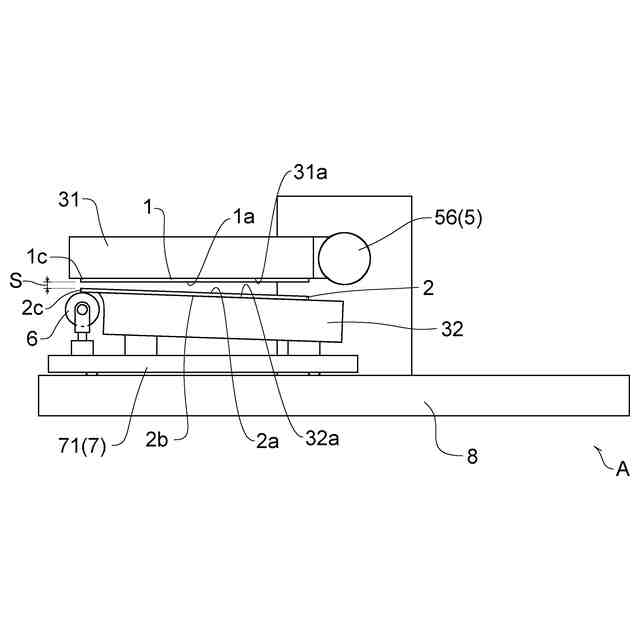
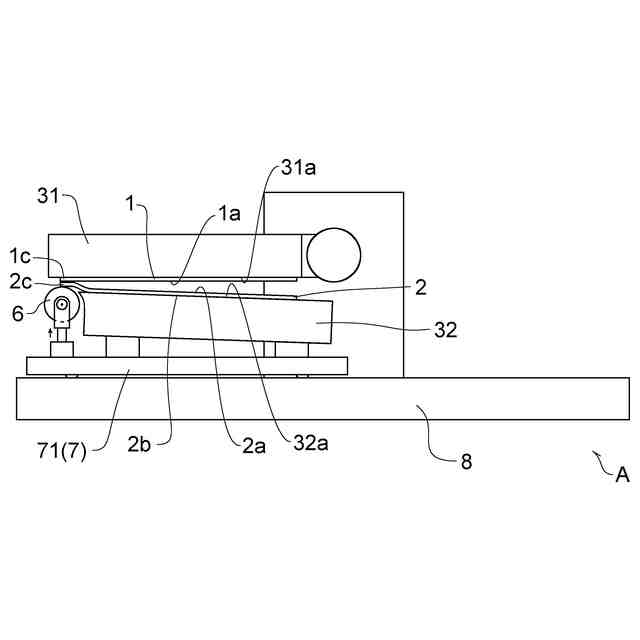
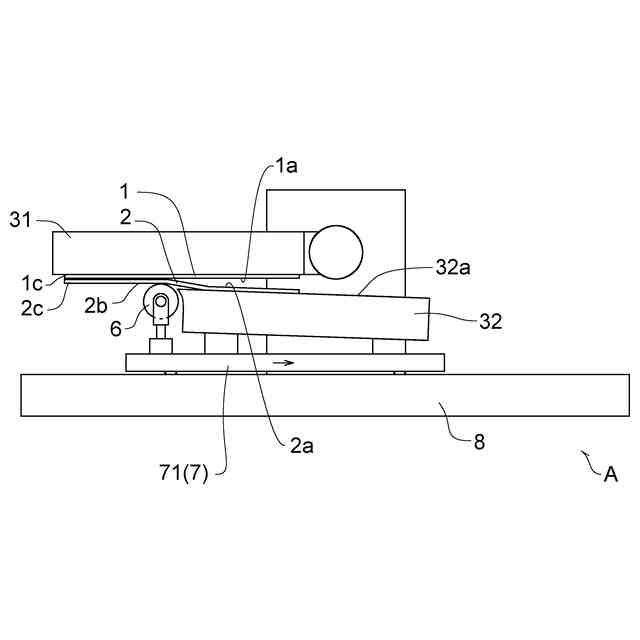
【解決手段】 第1フィルム1の貼合面とは反対面を第1テーブル部31に載せ、前記第1フィルム1の反対面を前記第1テーブル部31の表面に吸着する工程と、第2フィルム2の貼合面とは反対面を第2テーブル部32の表面に載せる工程と、前記第1フィルム1の貼合面と第2フィルム2の貼合面とを向い合わせ、前記第2フィルム2の反対面に押圧部材6を当て、第2テーブル部32と共に前記第2フィルム2の反対面に沿って移動させることによって、前記第1フィルム1と第2フィルム2を貼り合わせる貼合工程と、を有し、前記貼合工程において、前記第2フィルム2を前記第2テーブル部32の表面に吸着することなく、前記押圧部材6を移動させる。
【選択図】 図8
特許請求の範囲
【請求項1】
第1フィルムと第2フィルムとを貼り合わせて積層フィルムを製造する積層フィルムの製造方法であって、
前記第1フィルムの貼合面とは反対面を第1テーブル部に載せ、吸着手段により前記第1フィルムの反対面を前記第1テーブル部の表面に吸着する第1準備工程と、
前記第2フィルムの貼合面とは反対面を第2テーブル部の表面に載せる第2準備工程と、
前記第1テーブル部に吸着した前記第1フィルムの貼合面と前記第2テーブル部に載せた第2フィルムの貼合面とを向い合わせ、前記第2フィルムの反対面に押圧部材を当て且つ前記押圧部材を前記第2フィルムの反対面に沿って前記第2テーブル部と共に移動させることによって、前記第1フィルムと第2フィルムを貼り合わせる貼合工程と、を有し、
前記貼合工程において、前記第2フィルムを前記第2テーブル部の表面に吸着することなく、前記押圧部材を移動させる、積層フィルムの製造方法。
続きを表示(約 1,500 文字)
【請求項2】
前記第2テーブル部の表面のうち前記第2フィルムを載せる領域の表面粗さRaが、3.5μm以下である、請求項1に記載の積層フィルムの製造方法。
【請求項3】
前記貼合工程において、前記押圧部材を移動させる直前に又は前記押圧部材の移動と同時に、前記第2テーブル部から前記第2フィルムの反対面に向かってエアーを吹き付ける、請求項1に記載の積層フィルムの製造方法。
【請求項4】
前記第2準備工程において、前記第2フィルムの反対面を吸着手段により前記第2テーブル部に吸着し、
前記貼合工程において、前記押圧部材を移動させる直前に又は前記押圧部材の移動と同時に、前記第2フィルムの吸着を解除する、請求項1乃至3のいずれか一項に記載の積層フィルムの製造方法。
【請求項5】
前記吸着手段が、前記第2テーブル部側へ前記第2フィルムを引き寄せる吸引力を前記第2フィルムに作用させることであり、
前記吸引力が、30000N/m
2
以上80000N/m
2
以下である、請求項4に記載の積層フィルムの製造方法。
【請求項6】
前記エアーの吹き出し圧が、0.005MPa以上0.5MPa以下である、請求項3に記載の積層フィルムの製造方法。
【請求項7】
前記第1フィルム及び第2フィルムの少なくとも一方が、偏光フィルムを含む、請求項1乃至3のいずれか一項に記載の積層フィルムの製造方法。
【請求項8】
第1フィルムと第2フィルムとを貼り合わせて積層フィルムを製造する積層フィルムの製造装置であって、
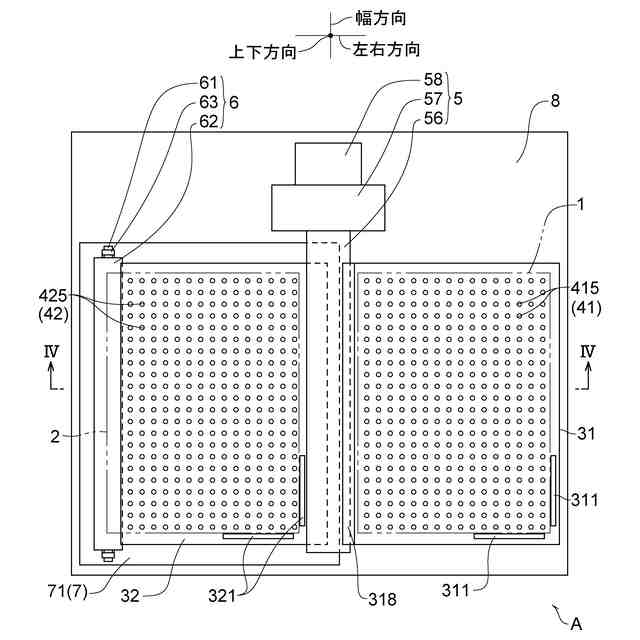
前記第1フィルムが載せられる第1テーブル部と、
前記第1テーブル部に設けられ且つ前記第1フィルムの貼合面とは反対面を吸着する吸着手段と、
前記第2フィルムが載せられる第2テーブル部と、
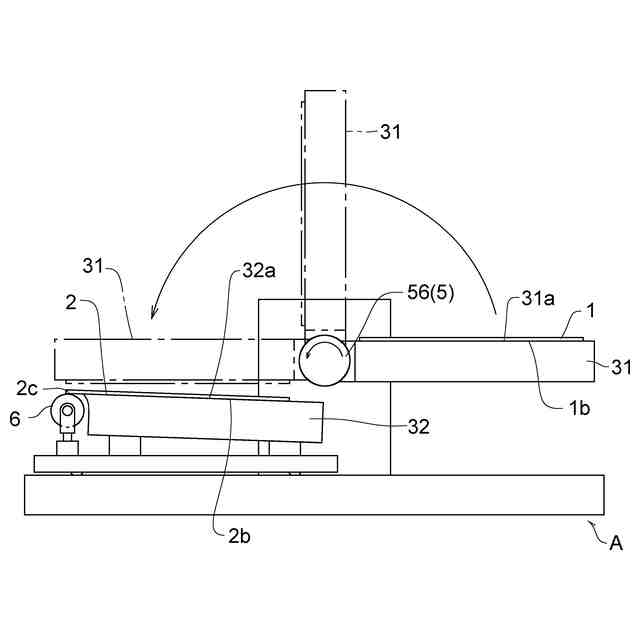
前記第1フィルムの貼合面と前記第2フィルムの貼合面とが向い合うように、前記第1フィルムを吸着した前記第1テーブル部を、前記第2テーブル部に対面するように移動させる移動手段と、
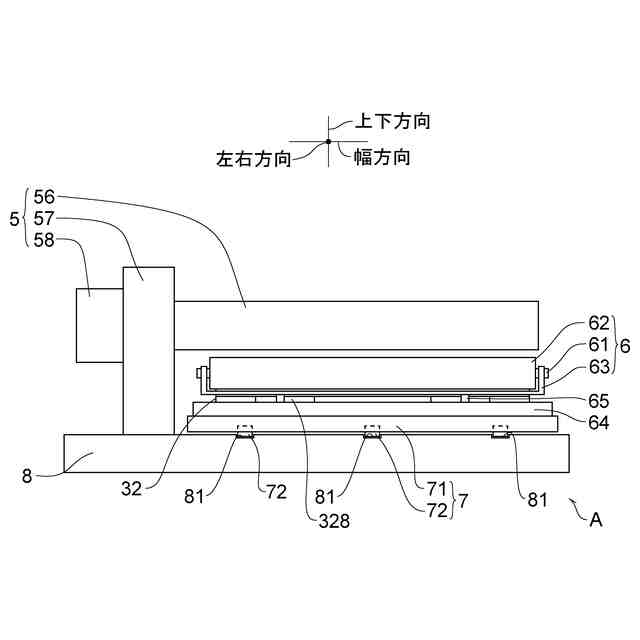
前記第2フィルムの貼合面とは反対面を押圧する押圧部材と、
前記押圧部材を前記第2フィルムの反対面に沿って前記第2テーブル部と共に移動させるスライド手段と、を有し、
前記第2テーブル部の表面のうち前記第2フィルムを載せる領域の表面粗さRaが、3.5μm以下である、積層フィルムの製造装置。
【請求項9】
第1フィルムと第2フィルムとを貼り合わせて積層フィルムを製造する積層フィルムの製造装置であって、
前記第1フィルムが載せられる第1テーブル部と、
前記第1テーブル部に設けられ且つ前記第1フィルムの貼合面とは反対面を吸着する吸着手段と、
前記第2フィルムが載せられる第2テーブル部と、
前記第1フィルムの貼合面と前記第2フィルムの貼合面とが向い合うように、前記第1フィルムを吸着した前記第1テーブル部を、前記第2テーブル部に対面させる移動手段と、
前記第2フィルムの貼合面とは反対面を押圧する押圧部材と、
前記押圧部材を前記第2フィルムの反対面に沿って前記第2テーブル部と共に移動させるスライド手段と、を有し、
前記押圧部材を移動させる直前に又は前記押圧部材の移動と同時に、前記第2テーブル部から前記第2フィルムの反対面に向かってエアーを吹き付けるエアー吹付け手段を有する、積層フィルムの製造装置。
【請求項10】
前記エアーの吹き出し圧が、0.005MPa以上0.5MPa以下である、請求項9に記載の積層フィルムの製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フィルムを貼り合わせて積層フィルムを製造する方法及び装置に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、2つのフィルムの貼合面を向かい合わせ、押圧部材をフィルムの反対面(貼合面とは反対側の面)に当てて移動させることによって、前記2つのフィルムが貼り合わされた積層フィルムを製造することが行われている。
例えば、特許文献1には、被着体Eを保持するテーブル14と、このテーブル14に相対移動可能に設けられるとともに、シート材Sを保持する保持体23と、保持体23に一体的に設けられるとともに、テーブル14及び保持体23の相対移動によって被着体Eに重ね合わされたシート材Sに押圧力を付与する押圧部材17と、を有する貼合装置が開示されている。
かかる貼合装置は、吸着によってテーブル14に被着体Eを保持し、吸着によって保持体23にシート材Sを保持し、この状態から、シート材14のはみ出し部分N2に押圧部材17を押し当て、押圧部材17を保持体23と共に移動させることによって、被着体Eにシート材Sを貼り合わせることができる。
【先行技術文献】
【特許文献】
【0003】
特開2011-131599号公報
【発明の概要】
【0004】
前記被着体Eにシート材Sを貼り合わせる際には、被着体Eとシート材Sのそれぞれに張力を加えることにより、皺の発生や気泡の封入を防止できる。
しかしながら、従来の方法では、シート材Sの表面に微細な筋状の傷が生じる場合がある。このような傷が生じると、積層フィルムの製品価値が低下する。特に、光学フィルムとして利用される積層フィルムを製造する場合、できるだけ傷のないフィルムが求められる。
【発明が解決しようとする課題】
【0005】
本発明の目的は、傷が生じ難い積層フィルムの製造方法及びその製造装置を提供することである。
【課題を解決するための手段】
【0006】
第1形態に係る積層フィルムの製造方法は、第1フィルムと第2フィルムとを貼り合わせて積層フィルムを製造する積層フィルムの製造方法であって、前記第1フィルムの貼合面とは反対面を第1テーブル部に載せ、吸着手段により前記第1フィルムの反対面を前記第1テーブル部の表面に吸着する第1準備工程と、前記第2フィルムの貼合面とは反対面を第2テーブル部の表面に載せる第2準備工程と、前記第1テーブル部に吸着した前記第1フィルムの貼合面と前記第2テーブル部に載せた第2フィルムの貼合面とを向い合わせ、前記第2フィルムの反対面に押圧部材を当て且つ前記押圧部材を前記第2フィルムの反対面に沿って前記第2テーブル部と共に移動させることによって、前記第1フィルムと第2フィルムを貼り合わせる貼合工程と、を有し、前記貼合工程において、前記第2フィルムを前記第2テーブル部の表面に吸着することなく、前記押圧部材を移動させる。
【0007】
第2形態に係る積層フィルムの製造方法は、上記第1形態の製造方法において、前記第2テーブル部の表面のうち前記第2フィルムを載せる領域の表面粗さRaが、3.5μm以下である。
第3形態に係る積層フィルムの製造方法は、上記第1又は第2形態のいずれかの製造方法の貼合工程において、前記押圧部材を移動させる直前に又は前記押圧部材の移動と同時に、前記第2テーブル部から前記第2フィルムの反対面に向かってエアーを吹き付ける。
【0008】
第4形態に係る積層フィルムの製造方法は、上記第1乃至第3形態のいずれかの製造方法の第2準備工程において、前記第2フィルムの反対面を吸着手段により前記第2テーブル部に吸着し、前記貼合工程において、前記押圧部材を移動させる直前に又は前記押圧部材の移動と同時に、前記第2フィルムの吸着を解除する。
第5形態に係る積層フィルムの製造方法は、上記第4形態の製造方法において、前記吸着手段が、前記第2テーブル部側へ前記第2フィルムを引き寄せる吸引力を前記第2フィルムに作用させることであり、前記吸引力が、30000N/m
2
以上80000N/m
2
以下である。
【0009】
第6形態に係る積層フィルムの製造方法は、上記第3形態の製造方法において、前記エアーの吹き出し圧が、0.005MPa以上0.5MPa以下である。
第7形態に係る積層フィルムの製造方法は、上記第1乃至第6形態の製造方法において、前記第1フィルム及び第2フィルムの少なくとも一方が、偏光フィルムを含む。
【0010】
別の局面では、積層フィルムの製造装置が提供される。
第1形態に係る積層フィルムの製造装置は、第1フィルムと第2フィルムとを貼り合わせて積層フィルムを製造する積層フィルムの製造装置であって、前記第1フィルムが載せられる第1テーブル部と、前記第1テーブル部に設けられ且つ前記第1フィルムの貼合面とは反対面を吸着する吸着手段と、前記第2フィルムが載せられる第2テーブル部と、前記第1フィルムの貼合面と前記第2フィルムの貼合面とが向い合うように、前記第1フィルムを吸着した前記第1テーブル部を、前記第2テーブル部に対面するように移動させる移動手段と、前記第2フィルムの貼合面とは反対面を押圧する押圧部材と、前記押圧部材を前記第2フィルムの反対面に沿って前記第2テーブル部と共に移動させるスライド手段と、を有し、前記第2テーブル部の表面のうち前記第2フィルムを載せる領域の表面粗さRaが、3.5μm以下である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
2か月前
シーメット株式会社
光造形装置
1か月前
CKD株式会社
型用台車
1か月前
東レ株式会社
プリプレグテープ
4か月前
個人
射出ミキシングノズル
4か月前
グンゼ株式会社
ピン
1か月前
株式会社日本製鋼所
押出機
4か月前
株式会社FTS
ロッド
14日前
個人
樹脂可塑化方法及び装置
21日前
株式会社リコー
シート剥離装置
6か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社FTS
成形装置
1か月前
東レ株式会社
一体化成形品の製造方法
5か月前
株式会社FTS
セパレータ
8日前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社リコー
画像形成システム
2か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社リコー
シート処理システム
5か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
株式会社リコー
シート処理システム
6か月前
日東工業株式会社
インサート成形機
2か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
東レ株式会社
溶融押出装置および押出方法
29日前
個人
ノズルおよび熱風溶接機
1か月前
豊田鉄工株式会社
接合体及び接合方法
4か月前
日本プラスト株式会社
嵌合構造
4か月前
トヨタ自動車株式会社
電池の製造方法
2か月前
株式会社カネカ
再生アクリル樹脂の製造方法
3か月前
三菱ケミカル株式会社
複合物品の製造方法。
4か月前
株式会社コスメック
磁気クランプ装置
29日前
三光合成株式会社
ガス排出供給構造体
4か月前
株式会社日本製鋼所
射出成形機
2か月前
株式会社日本製鋼所
射出成形機
3か月前
中川産業株式会社
防火板材の製造方法
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































