TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025017051
公報種別
公開特許公報(A)
公開日
2025-02-05
出願番号
2023119921
出願日
2023-07-24
発明の名称
金属樹脂複合体及びその製造方法
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
,
個人
主分類
B29C
43/18 20060101AFI20250129BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】プレス成形により金属樹脂複合体を製造するにあたり、金型と押出材との隙間に樹脂材が意図せず流れ込むことを抑制する。
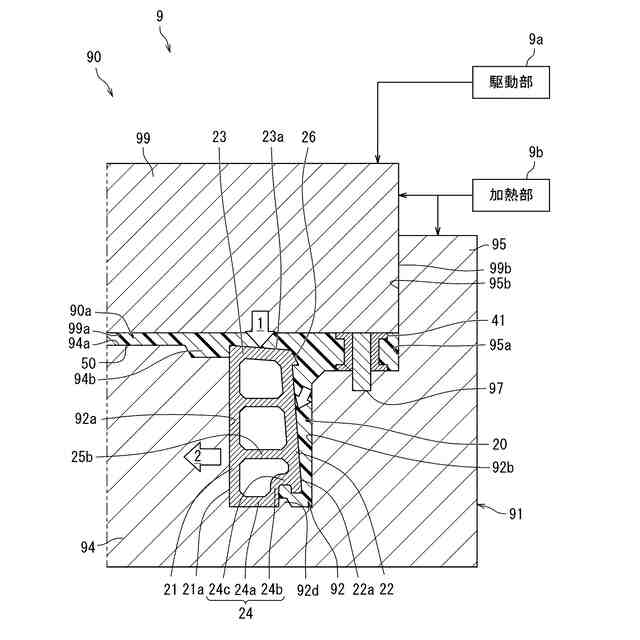
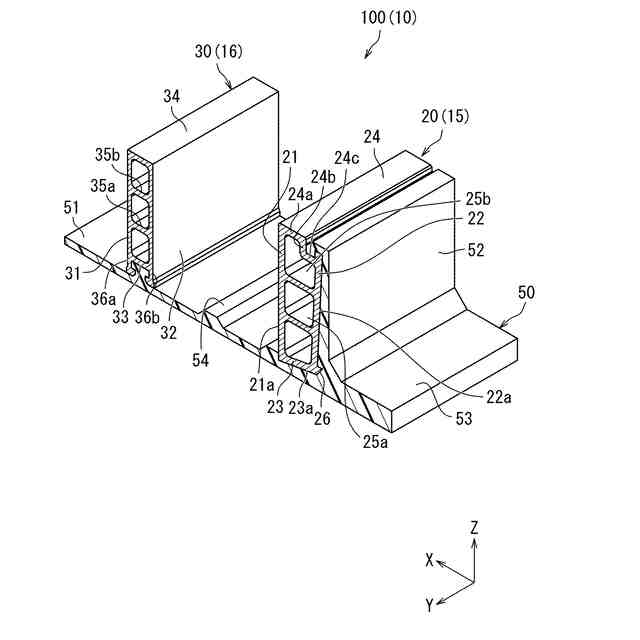
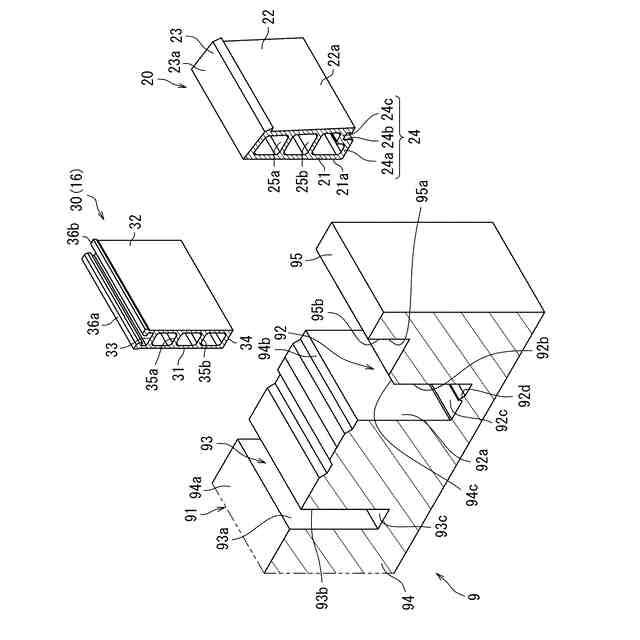
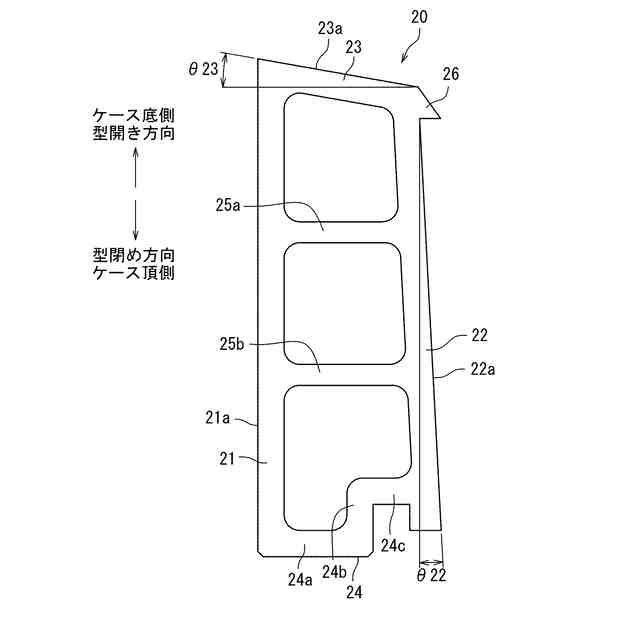
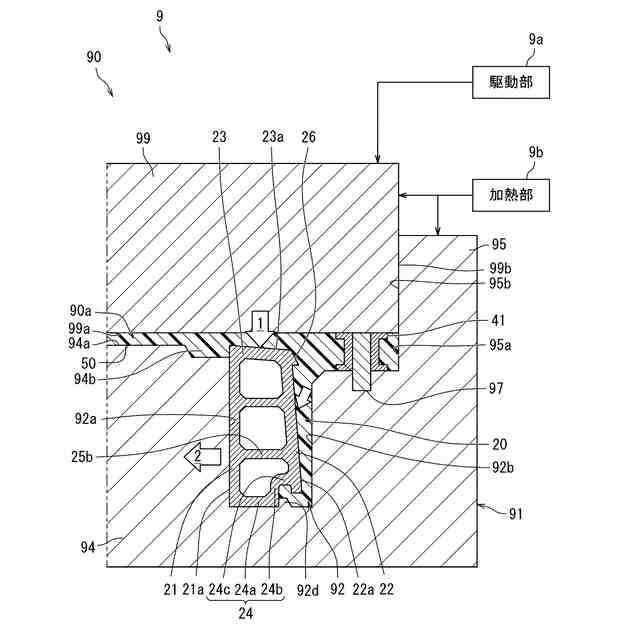
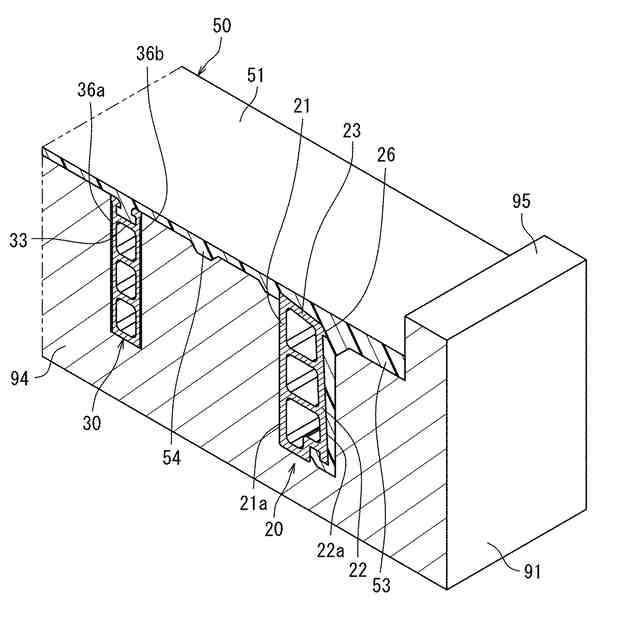
【解決手段】押出材20が、金属が露出する露出面21aを形成し、押出材20が第1金型91の収容部92に収容されている収容状態において、収容部92の第1内側面92aと近接対向すべき第1側壁21と、樹脂材50で被覆される被覆面22aを形成し、収容状態において収容部92の第2内側面92bと共に樹脂材50が充填されるキャビティ90aを画定する第2側壁22と、樹脂材50で被覆される外表面23aを形成し、収容状態において第1側壁21及び第2側壁22の型開き方向側の端部同士を接続する第1外接続壁23と、を有する。第1外接続壁23の外表面23aが、押出材20の収容状態において、第2側壁22から第1側壁21に向かって型開き方向側に向かうように傾斜する。
【選択図】図7
特許請求の範囲
【請求項1】
金属製の押出材に樹脂材をプレス成形によって一体化する金属樹脂複合体の製造方法であって、
前記押出材の少なくとも一部を収容する収容部を形成する第1金型、及び前記第1金型に対して型閉め方向及び型開き方向に移動可能な第2金型を含む金型を準備することと、
前記押出材を前記収容部に収容し、前記樹脂材を前記第1金型に配置することと、
前記第2金型を前記型閉め方向に移動させ、前記押出材と前記金型とで画定されるキャビティを形成し、前記樹脂材を加圧して前記キャビティ内に充填することと、
を備え、
前記押出材は、
前記金属が露出する露出面を形成し、前記押出材が前記収容部に収容されている収容状態において、前記収容部の第1内側面と近接対向すべき第1側壁と、
前記樹脂材で被覆される被覆面を形成し、前記収容状態において前記収容部の第2内側面と共に前記キャビティを画定する第2側壁と、
前記樹脂材で被覆される外表面を形成し、前記収容状態において前記第1側壁及び前記第2側壁の前記型開き方向側の端部同士を接続する外接続壁と、
を有し、
前記外表面が、前記収容状態において、前記第2側壁から前記第1側壁に向かって前記型開き方向側に向かうように傾斜する、
金属樹脂複合体の製造方法。
続きを表示(約 640 文字)
【請求項2】
前記被覆面が、前記収容状態において、前記型閉め方向に向かって前記第1側壁から遠ざかるようにして傾斜する、
請求項1に記載の金属樹脂複合体の製造方法。
【請求項3】
前記押出材が、前記外接続壁と前記第2側壁とのコーナー部において前記被覆面に対して突出する突起を更に有する、
請求項1又は2に記載の金属樹脂複合体の製造方法。
【請求項4】
前記第1金型が、前記第1側壁の前記露出面の前記型閉め方向側の端部によって画定され、前記キャビティの一部を構成する溝を形成する、
請求項1又は2に記載の金属樹脂複合体の製造方法。
【請求項5】
前記押出材及び前記樹脂材が、前記第2側壁の前記型閉め方向側の端部において嵌合構造を構成する、
請求項1又は2に記載の金属樹脂複合体の製造方法。
【請求項6】
金属製の押出材に樹脂材をプレス成形によって一体化してなる金属樹脂複合体であって、
前記押出材が、
前記金属が露出する露出面を形成する第1側壁と、
前記樹脂材で被覆される被覆面を形成する第2側壁と、
前記第1側壁及び前記第2側壁の端部同士を接続し、前記樹脂材で被覆される外表面を形成する外接続壁と、
を有し、
前記外接続壁の前記外表面が、前記第2側壁から前記第1側壁に向かって前記樹脂材の外面に向かって傾斜する、
金属樹脂複合体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属樹脂複合体、及びその製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
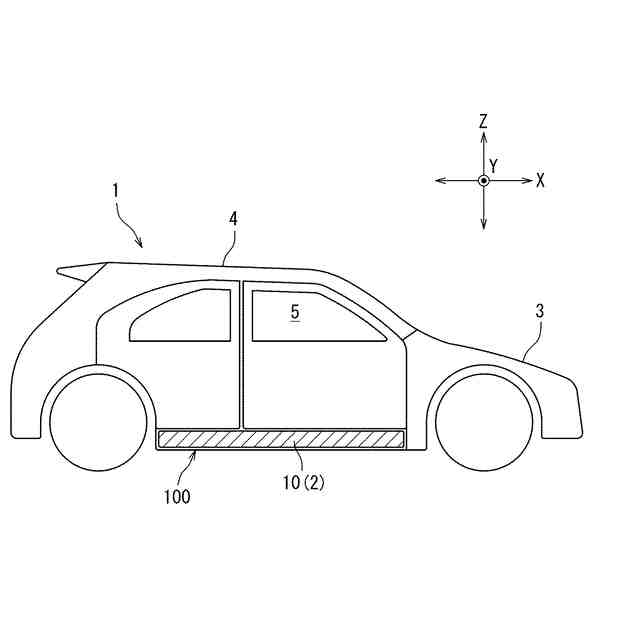
車両フレームのような構造部品に適用される金属樹脂複合体について、様々な構造や製造方法が提案されてきた。例えば、特許文献1に開示される複合体では、熱硬化性を有する炭素繊維強化樹脂(CFRP)が、アルミ押出材の表面に接着剤で接着される。特許文献2に開示される複合体では、アルミ板にCFRPを熱プレスすることにより、アルミ板とCFRPとが一体化される。
【先行技術文献】
【特許文献】
【0003】
特開2017-119422号公報
特開2020-104411号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
アルミ押出材を含む複合体の製造に、特許文献2に例示された熱プレスを適用する場合には、アルミ押出材の公差を考慮して、金型と、基準寸法を有すると仮想されたアルミ押出材との間に相応の隙間を形成するように、金型を準備する必要があると考えられる。これにより、複合体を1つ製造するたび、公差内で成形されているアルミ押出材を金型に適正に設置できる。他方、アルミ押出材は、特許文献1で教示されるように熱間で押し出される。そのため、押出中にねじれや曲がりが生じやすく、アルミ押出材の寸法精度を高くすることは難しい。
【0005】
アルミ押出材の寸法精度の低さに照らして、金型とアルミ押出材との隙間は、金型の合わせ面同士の隙間と比べ、相当大きくする必要があると考えられる。すると、熱プレス中に、アルミ押出材の姿勢が金型に対して安定せず、意図せずに形成された隙間内へと樹脂材が流れ込むおそれがある。
【0006】
本発明は、押出材に樹脂材をプレス成形することにより金属樹脂複合体を製造するにあたり、金型と押出材との隙間に樹脂材が意図せず流れ込むことを抑制することを課題とする。
【課題を解決するための手段】
【0007】
本発明の一態様は、金属製の押出材に樹脂材をプレス成形によって一体化する金属樹脂複合体の製造方法であって、前記押出材の少なくとも一部を収容する収容部を形成する第1金型、及び前記第1金型に対して型閉め方向及び型開き方向に移動可能な第2金型を含む金型を準備することと、前記押出材を前記収容部に収容し、前記樹脂材を前記第1金型に配置することと、前記第2金型を前記型閉め方向に移動させ、前記押出材と前記金型とで画定されるキャビティを形成し、前記樹脂材を加圧して前記キャビティ内に充填することと、を備え、前記押出材は、前記金属が露出する露出面を形成し、前記押出材が前記収容部に収容されている収容状態において、前記収容部の第1内側面と近接対向すべき第1側壁と、前記樹脂材で被覆される被覆面を形成し、前記収容状態において前記収容部の第2内側面と共に前記キャビティを画定する第2側壁と、前記樹脂材で被覆される外表面を形成し、前記収容状態において前記第1側壁及び前記第2側壁の前記型開き方向側の端部同士を接続する外接続壁と、を有し、前記外表面が、前記収容状態において、前記第2側壁から前記第1側壁に向かって前記型開き方向側に向かうように傾斜する、金属樹脂複合体の製造方法を提供する。
【0008】
上記構成によれば、樹脂材が加圧されると、成形圧は樹脂材を介して外接続壁の外表面に型閉め方向に作用する。外接続壁の外表面は、第2側壁から第1側壁に向かって型開き方向側に向かうように傾斜している。このため、押出材は、型閉め方向に押され且つ収容部の第1内側面に向かうように押される。すると、第1側壁と第1内側面との間の隙間が詰まり、第1側壁の露出面が第1内側面に近接又は密着する。樹脂材が露出面上で固化することを避け、金属が露出面にて適切に露出するため、離型後に余分な樹脂を剥離する作業を省略又は大幅に簡略化できる。他方、被覆面と第2内側面との間には隙間が形成されるが、この隙間は、被覆面上に被覆されるべき樹脂材を意図的に流し込むキャビティとして機能する。樹脂材は被覆面及び外表面上で適切に固化し、第2側壁及び外接続壁は樹脂材で適切に被覆される。
【0009】
前記被覆面が、前記収容状態において、前記型閉め方向に向かって前記第1側壁から遠ざかるようにして傾斜してもよい。
【0010】
上記構成によれば、被覆面と第2内側面との隙間に流れ込んだ樹脂材を介し、成形圧が被覆面にも作用する。被覆面が型閉め方向に向かって第2内側面に向かうように傾斜しているため、押出材は、型閉め方向に流れ込む樹脂材により、収容部の第1内側面に向かうように押される。露出面と第1内側面との間の隙間をより一層詰めやすくなる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
2か月前
シーメット株式会社
光造形装置
1か月前
東レ株式会社
プリプレグテープ
4か月前
CKD株式会社
型用台車
1か月前
株式会社日本製鋼所
押出機
4か月前
グンゼ株式会社
ピン
2か月前
個人
射出ミキシングノズル
4か月前
個人
樹脂可塑化方法及び装置
24日前
株式会社FTS
ロッド
17日前
東レ株式会社
一体化成形品の製造方法
6か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社FTS
成形装置
1か月前
株式会社リコー
シート剥離装置
6か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社リコー
画像形成システム
2か月前
株式会社FTS
セパレータ
11日前
株式会社日本製鋼所
押出成形装置
5か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
三菱自動車工業株式会社
予熱装置
4か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
株式会社リコー
シート処理システム
6か月前
株式会社リコー
シート処理システム
5か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
KTX株式会社
シェル型の作製方法
7か月前
日東工業株式会社
インサート成形機
2か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
個人
ノズルおよび熱風溶接機
1か月前
日本プラスト株式会社
嵌合構造
4か月前
株式会社コスメック
磁気クランプ装置
4か月前
東レ株式会社
二軸配向ポリエステルフィルム
7か月前
中川産業株式会社
防火板材の製造方法
2か月前
株式会社FTS
ブローニードル
2か月前
株式会社日本製鋼所
射出成形機
3か月前
株式会社カネカ
再生アクリル樹脂の製造方法
3か月前
三光合成株式会社
ガス排出供給構造体
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































