TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025016908
公報種別
公開特許公報(A)
公開日
2025-02-05
出願番号
2023119713
出願日
2023-07-24
発明の名称
発泡成形用金型装置
出願人
株式会社イノアックコーポレーション
代理人
ケー・ティー・アンド・エス弁理士法人
主分類
B29C
39/26 20060101AFI20250129BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】新規なクランプ機構を備えた発泡成形用金型装置を提供する。
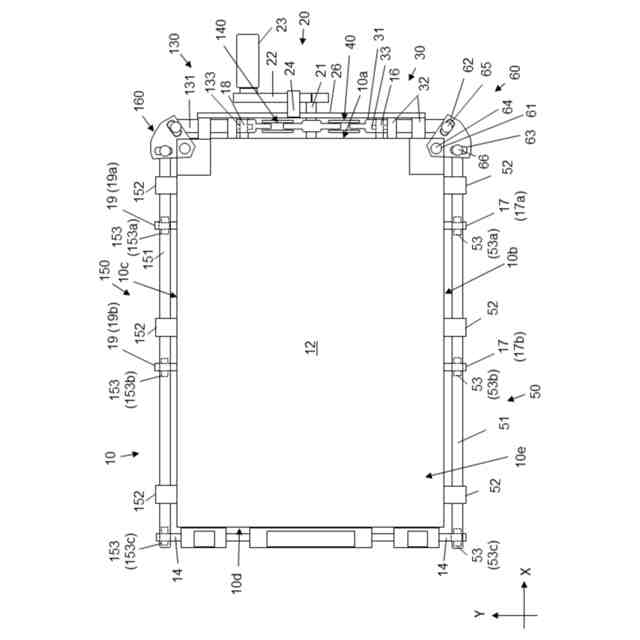
【解決手段】本開示に係る金型装置は、第1型11と第2型12とを有し、第1型と第2型とを型閉じしてキャビティを形成する発泡成形用金型装置10であって、発泡成形用金型装置の第1側面に沿う第1方向に往復移動可能な第1シャフト31と、第1側面に交差する第2側面に沿うとともに第1方向に交差する第2方向Xに往復移動可能な第2シャフト51と、第1シャフトの第1方向の往復移動を第2シャフトの第2方向の往復移動に変換する変換部材60と、第2シャフトの第2方向の往復移動により押圧位置と解除位置との間で変位し、押圧位置に位置したときに第2型を第1型に対して押圧し、解除位置に位置したときに第2型の第1型に対する押圧を解除する変位部33、53と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
第1型と第2型とを有し、前記第1型と前記第2型とを型閉じしてキャビティを形成する発泡成形用金型装置であって、
前記発泡成形用金型装置の第1側面に沿う第1方向に往復移動可能な第1シャフトと、
前記第1側面に交差する第2側面に沿うとともに前記第1方向に交差する第2方向に往復移動可能な第2シャフトと、
前記第1シャフトの前記第1方向の往復移動を前記第2シャフトの前記第2方向の往復移動に変換する変換部材と、
前記第2シャフトの前記第2方向の往復移動により押圧位置と解除位置との間で変位し、前記押圧位置に位置したときに前記第2型を前記第1型に対して押圧し、前記解除位置に位置したときに前記第2型の前記第1型に対する押圧を解除する変位部と、
を備える発泡成形用金型装置。
続きを表示(約 710 文字)
【請求項2】
前記第2型は、前記第1型に対して型開きし、
前記第1シャフト、前記第2シャフトおよび前記変換部材は、前記第2型に支持され、
前記変位部は、前記第2シャフトに固定されている、
請求項1に記載の発泡成形用金型装置。
【請求項3】
前記変換部材は、前記第2型に回動可能に支持される支持孔と
前記支持孔を通る第1の直線上に延在する第1の長孔と
前記支持孔を通り、前記第1の直線とは別の第2の直線上に延在する第2の長孔と
を有し、
前記第1シャフトは、前記第1の長孔において摺動可能に連結され、
前記第2シャフトは、前記第2の長孔において摺動可能に連結されている
請求項2に記載の発泡成形用金型装置。
【請求項4】
外力を受けて正方向および逆方向に回動可能な操作部をさらに備え、
前記第1シャフトは、前記操作部の前記正方向および前記逆方向の回動により前記第1方向に往復移動する、
請求項1に記載の発泡成形用金型装置。
【請求項5】
前記操作部は、前記第2シャフトが前記解除位置に位置するときに前記操作部の前記正逆の内一方の回動を規制する規制部材を有する、
請求項4に記載の発泡成形用金型装置。
【請求項6】
前記第1型と前記第2型を開閉可能に支持するヒンジシャフトをさらに備え、
前記変位部は、前記押圧位置に位置したときに前記ヒンジシャフトを介して前記第2型を前記第1型に対して押圧する、
請求項1に記載の発泡成形用金型装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、発泡成形体を形成するための発泡成形用金型装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1~2は、第1型と第2型とを有し、第1型と第2型とを型閉じしてキャビティを形成する金型装置を開示している。この金型装置は、型閉じ時に第1型を第2型に押圧するためのクランプ機構をさらに有する。クランプ機構は、金型装置の外部に配置されて係合位置と解除位置との間で移動するクランプを含む。
【先行技術文献】
【特許文献】
【0003】
特許2958106号公報
特開2022-190714号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
金型装置は、例えば工場内に配置される際に、クランプの移動を妨げないように、クランプの移動方向に十分な空間を要する。しかし、工場内において空間が確保可能な方向は、画一的ではない。ある環境では、金型装置の左右の側面に空間を確保しにくいことがある。また別の環境では、金型装置の前後の側面に空間を確保しにくいことがある。金型装置はさまざまな環境で使用されるため、さまざまなクランプ機構が提供されることが好ましい。
【0005】
本開示は、新規なクランプ機構を備えた発泡成形用金型装置を提供する。
【課題を解決するための手段】
【0006】
本開示に係る金型装置は、第1型と第2型とを有し、第1型と第2型とを型閉じしてキャビティを形成する発泡成形用金型装置であって、発泡成形用金型装置の第1側面に沿う第1方向に往復移動可能な第1シャフトと、第1側面に交差する第2側面に沿うとともに第1方向に交差する第2方向に往復移動可能な第2シャフトと、第1シャフトの第1方向の往復移動を第2シャフトの第2方向の往復移動に変換する変換部材と、第2シャフトの第2方向の往復移動により押圧位置と解除位置との間で変位し、押圧位置に位置したときに第2型を第1型に対して押圧し、解除位置に位置したときに第2型の第1型に対する押圧を解除する変位部と、を備える。
【発明の効果】
【0007】
本開示は、新規なクランプ機構を備えた発泡成形用金型装置を提供できる。
【図面の簡単な説明】
【0008】
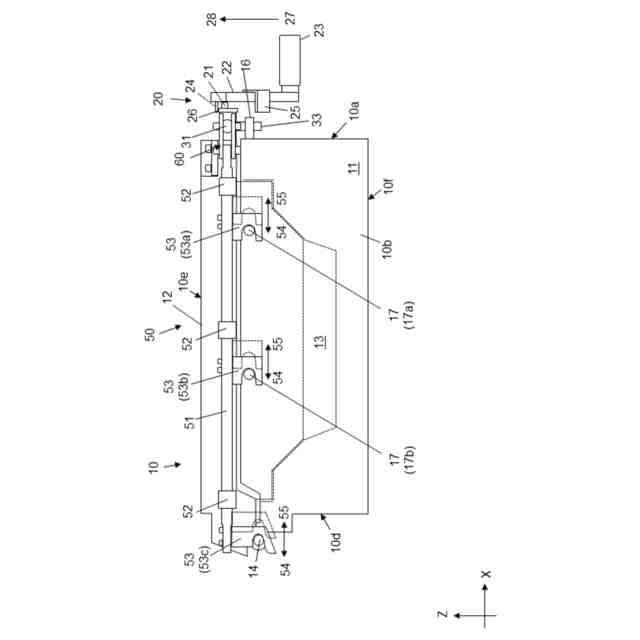
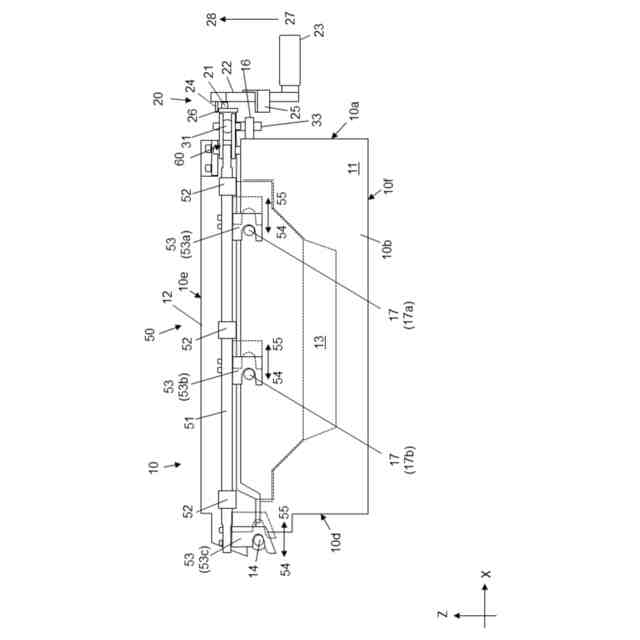
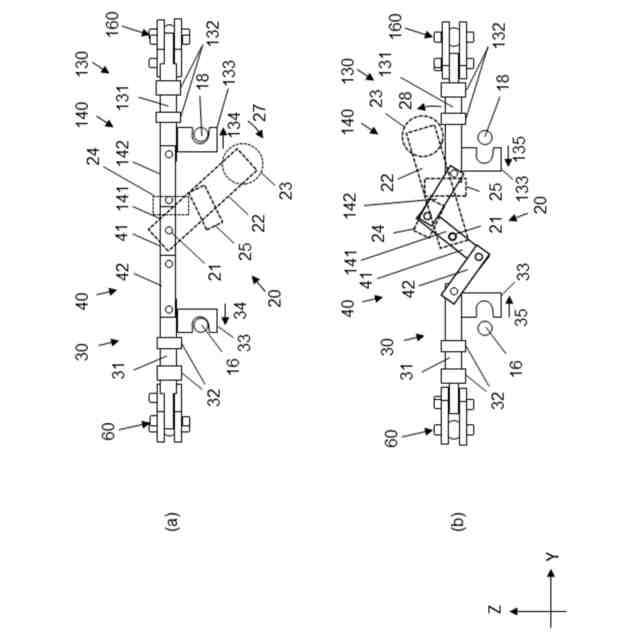
本開示の実施形態における型閉め時の発泡成形用金型装置の左側面図。
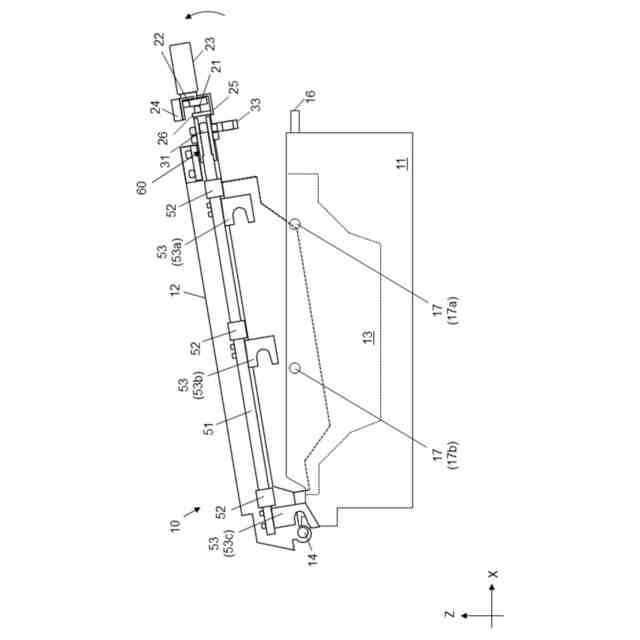
本開示の実施形態における型開き時の発泡成形用金型装置の左側面図。
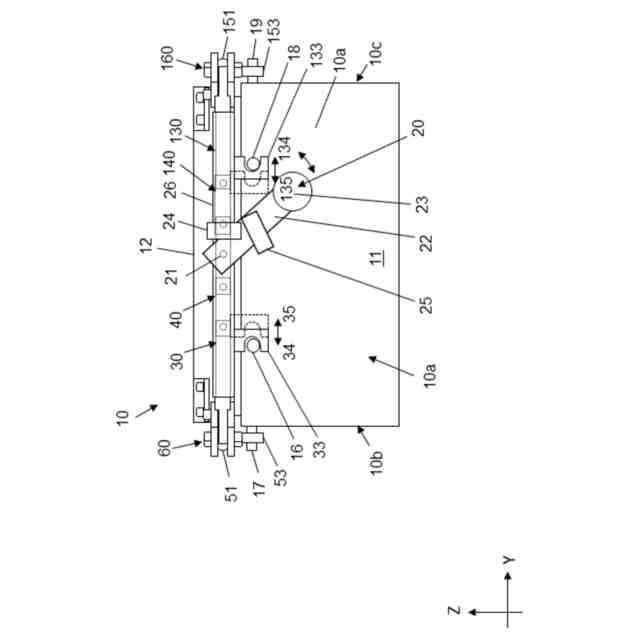
本開示の実施形態における発泡成形用金型装置の正面図。
本開示の実施形態における発泡成形用金型装置の上面図。
第1クランク機構および第2クランク機構の動きを示す図
【発明を実施するための形態】
【0009】
図1に示すように、発泡成形用金型装置10は、第1型11と第2型12を有する。発泡成形用金型装置10は、第1型11と第2型12とを型閉じしてキャビティ13を形成する。キャビティ13は、発泡原料を受け入れて発泡体を形成する。発泡原料は、例えば、ポリオール成分、イソシアネート成分、またはこれらの混合物である。ポリオール成分は、架橋剤、鎖延長剤、発泡剤、触媒、整泡剤、難燃剤、可塑剤、その他の助剤を含んでもよい。発泡原料は、常温固体のいわゆる粉粒体を含んでもよい。これらの粉粒体は、ポリオールまたは可塑剤といった液体に分散されてもよい。発泡体は、ポリオール成分およびイソシアネート成分の混合により形成される。発泡原料は、常温で液体であることが製造上好ましい。液体の発泡原料の漏出を防止または低減するため、第1型11は第2型12に精度よく接触することが好ましい。発泡体は、例えば、ポリウレタン製の車両用シート、シートパッド、シートバックである。
【0010】
発泡成形用金型装置10は、ヒンジシャフト14を有する。図1および図2に示すように、第2型12は、ヒンジシャフト14を介して第1型11に回転可能に取り付けられている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
7か月前
東レ株式会社
吹出しノズル
2か月前
シーメット株式会社
光造形装置
1か月前
CKD株式会社
型用台車
1か月前
東レ株式会社
プリプレグテープ
4か月前
個人
射出ミキシングノズル
4か月前
グンゼ株式会社
ピン
2か月前
株式会社日本製鋼所
押出機
4か月前
個人
樹脂可塑化方法及び装置
24日前
株式会社FTS
ロッド
17日前
帝人株式会社
成形体の製造方法
7か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社リコー
シート剥離装置
6か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社FTS
成形装置
1か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社リコー
画像形成システム
2か月前
株式会社日本製鋼所
押出成形装置
5か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社FTS
セパレータ
11日前
トヨタ自動車株式会社
真空成形装置
9か月前
株式会社リコー
シート処理システム
6か月前
トヨタ自動車株式会社
真空成形方法
8か月前
株式会社リコー
シート処理システム
5か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
日東工業株式会社
インサート成形機
2か月前
個人
ノズルおよび熱風溶接機
1か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
KTX株式会社
シェル型の作製方法
7か月前
小林工業株式会社
振動溶着機
7か月前
ヒロホー株式会社
搬送容器の製造方法
7か月前
東レ株式会社
二軸配向ポリエステルフィルム
7か月前
NISSHA株式会社
加飾成形品の製造方法
9か月前
株式会社日本製鋼所
射出成形機
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































