TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025016883
公報種別
公開特許公報(A)
公開日
2025-02-05
出願番号
2023119658
出願日
2023-07-24
発明の名称
引抜成形品およびその製造方法ならびに風車ブレード
出願人
東レ株式会社
代理人
主分類
C08J
5/04 20060101AFI20250129BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】
無機フィラーの分散性が改善された、より樹脂スケールの発生を抑制し得る引抜成形品を提供する。
【解決手段】
連続強化繊維束と、マトリックス樹脂と、エポキシ基、アミノ基およびイソシアネート基から選ばれる少なくとも1種の基を有するアルコキシシラン化合物で表面処理された無機フィラーとを含有する引抜成形品。
【選択図】なし
特許請求の範囲
【請求項1】
連続強化繊維束と、マトリックス樹脂と、エポキシ基、アミノ基およびイソシアネート基から選ばれる少なくとも1種の基を有するアルコキシシラン化合物で表面処理された無機フィラーとを含有する引抜成形品。
続きを表示(約 1,200 文字)
【請求項2】
前記マトリックス樹脂の硬化前の状態に相当する樹脂組成物に前記無機フィラーを等分散した場合の、下記のストークスの沈降速度式(1)から算出した前記無機フィラーの沈降速度ν
s
が、1.0×10
-10
cm/s以上6.0×10
-8
cm/s以下である、請求項1に記載の引抜成形品。
TIFF
2025016883000005.tif
38
170
Dp :無機フィラーの粒子径(m)
ρp :無機フィラーの密度(kg/m
3
)
ρf :25℃における樹脂組成物の密度(kg/m
3
)
g :重力加速度9.80665(m/s
2
)
η :25℃における樹脂組成物の粘度(Pa・s)
【請求項3】
前記マトリックス樹脂の硬化前の状態に相当する樹脂組成物の25℃における粘度が1.0Pa・s以下である、請求項2に記載の引抜成形品。
【請求項4】
前記マトリックス樹脂中に、最大径50μm以上の前記無機フィラーの凝集物が存在しない、請求項1~3のいずれかに記載の引抜成形品。
【請求項5】
前記アルコキシシラン化合物の含有量が、前記無機フィラー100重量部に対して、0.5重量部以上2.0重量部以下である、請求項1~3のいずれかに記載の引抜成形品。
【請求項6】
前記無機フィラーの含有量が、前記マトリックス樹脂100重量部に対して1重量部以上10重量部以下である、請求項1~3のいずれかに記載の引抜成形品。
【請求項7】
前記マトリックス樹脂が、ビニルエステル樹脂、エポキシ樹脂、およびポリメチルメタクリレート樹脂からなる群より選択される、請求項1~3のいずれかに記載の引抜成形品。
【請求項8】
前記無機フィラーの粒子径が10μm以下、かつ密度が2500kg/m
3
以下である、請求項1~3のいずれかに記載の引抜成形品。
【請求項9】
前記連続強化繊維束が炭素繊維束であり、炭素繊維の体積含有率が60%以上68%以下である、請求項1~3のいずれかに記載の引抜成形品。
【請求項10】
連続強化繊維束と、マトリックス樹脂と、無機フィラーとを含有する引抜成形品の製造方法であって、樹脂バス中で、エポキシ基、アミノ基およびイソシアネート基から選ばれる少なくとも1種の基を有するアルコキシシラン化合物で表面処理された無機フィラーを含む前記マトリックス樹脂の硬化前の樹脂組成物を、前記連続強化繊維束に含浸させる工程と、
金型中で前記樹脂組成物を硬化させつつ前記連続強化繊維束を前記金型から引き抜く工程と、
を有する引抜成形品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、強化繊維とマトリックス樹脂を含む引抜成形品とその製造方法、さらには引抜成形品を構造部材として含む風車ブレードに関するものである。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
炭素繊維、ガラス繊維などの強化繊維束とマトリックス樹脂からなる繊維強化複合材料は、軽量でありながら、強度や剛性などの力学特性、耐熱性、および耐蝕性に優れているため、航空・宇宙、鉄道車両、船舶、土木建築およびスポーツ用品などの数多くの分野に適用されてきた。
【0003】
繊維強化複合材料の製造法としては、プリプレグ法、ハンドレイアップ法、フィラメントワインディング法、引抜成形法、RTM(Resin Transfer Molding)法等の方法が適宜選択され適用されている。なかでも、引抜成形法は、強化繊維が一方向に配列した繊維強化複合材料を比較的簡易に製造することが可能で、コストパフォーマンスに優れる方法である。
【0004】
引抜成形においては、「樹脂スケール」と呼ばれる樹脂硬化物の残渣が金型内に堆積する。樹脂スケールは、金型入り口で強化繊維束内に含浸されている樹脂が絞られて、繊維表面に樹脂リッチ層が形成され、それが樹脂硬化物残渣となって金型内に堆積したものである。樹脂スケールは、引抜成形品の表面品位の悪化や、引抜力増加に伴う生産性の低下などの問題につながるため、樹脂スケールをいかに減少させるかが課題となっている。
【0005】
特許文献1では、引抜成形品を成形する樹脂に、ケイ素化合物、マグネシウム化合物、アルミニウム化合物などの無機フィラーを添加することが開示されており、無機フィラーが繊維間に入り込むことによって樹脂の硬化収縮が抑制され、樹脂スケールの発生が抑制されるとしている。
【先行技術文献】
【特許文献】
【0006】
国際公開第2019/151174号
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1の技術においては、樹脂より比重が大きい無機フィラーが樹脂バス内で経時的に沈降し、最終的な引抜成形品中における無機フィラーの分布にバラツキが生じやすく、したがって樹脂スケールの抑制効果も不十分になりやすいという課題があった。
【課題を解決するための手段】
【0008】
上記課題を解決するための本発明は、下記の通りである。
(1)連続強化繊維束と、マトリックス樹脂と、エポキシ基、アミノ基およびイソシアネート基から選ばれる少なくとも1種の基を有するアルコキシシラン化合物で表面処理された無機フィラーとを含有する引抜成形品。
(2)前記マトリックス樹脂の硬化前の状態に相当する樹脂組成物に前記無機フィラーを等分散した場合の、後述するストークスの沈降速度式(1)から算出した前記無機フィラーの沈降速度ν
s
が、1.0×10
-10
cm/s以上6.0×10
-8
cm/s以下である、(1)に記載の引抜成形品。
(3)前記マトリックス樹脂の硬化前の状態に相当する樹脂組成物の25℃における粘度が1.0Pa・s以下である、(2)に記載の引抜成形品。
(4)前記マトリックス樹脂中に、最大径50μm以上の前記無機フィラーの凝集物が存在しない、(1)~(3)のいずれかに記載の引抜成形品。
(5)前記アルコキシシラン化合物の含有量が、前記無機フィラー100重量部に対して、0.5重量部以上2.0重量部以下である、(1)~(4)のいずれかに記載の引抜成形品。
(6)前記無機フィラーの含有量が、前記マトリックス樹脂100重量部に対して1重量部以上10重量部以下である、(1)~(5)のいずれかに記載の引抜成形品。
(7)前記マトリックス樹脂が、ビニルエステル樹脂、エポキシ樹脂、およびポリメチルメタクリレート樹脂からなる群より選択される、(1)~(6)のいずれかに記載の引抜成形品。
(8)前記無機フィラーの粒子径が10μm以下、かつ密度が2500kg/m
3
以下である、(1)~(7)のいずれかに記載の引抜成形品。
(9)前記連続強化繊維束が炭素繊維束であり、炭素繊維の体積含有率が60%以上68%以下である、(1)~(8)のいずれかに記載の引抜成形品。
(10)連続強化繊維束と、マトリックス樹脂と、無機フィラーとを含有する引抜成形品の製造方法であって、樹脂バス中で、エポキシ基、アミノ基およびイソシアネート基から選ばれる少なくとも1種の基を有するアルコキシシラン化合物で表面処理された無機フィラーを含む前記マトリックス樹脂の硬化前の樹脂組成物を、前記連続強化繊維束に含浸させる工程と、
金型中で前記樹脂組成物を硬化させつつ前記連続強化繊維束を前記金型から引き抜く工程と、
を有する引抜成形品の製造方法。
(11)前記樹脂バス中の前記樹脂組成物において、後述するストークスの沈降速度式(1)から算出した前記無機フィラーの沈降速度ν
s
が、1.0×10
-10
cm/s以上6.0×10
-8
cm/s以下である、(10)に記載の引抜成形品の製造方法。
(12)前記樹脂バス中の前記樹脂組成物の粘度が1.0Pa・s以下である、(10)または(11)に記載の引抜成形品の製造方法。
(13)(1)~(9)のいずれに記載の引抜成形品を構造部材として含む風車ブレード。
【発明の効果】
【0009】
本発明によれば、樹脂スケールの発生が少なく、安定した低引抜力で製造できる引抜成形品が提供される。
【図面の簡単な説明】
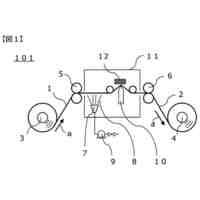
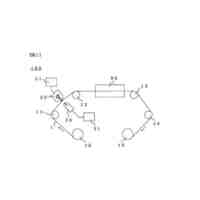
【0010】
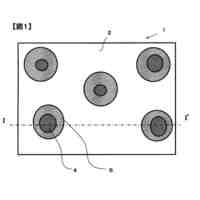
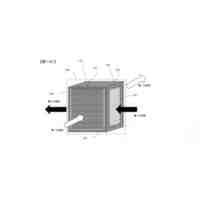
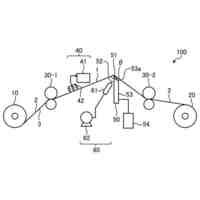
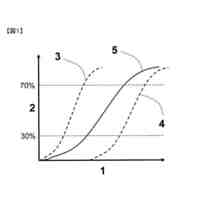
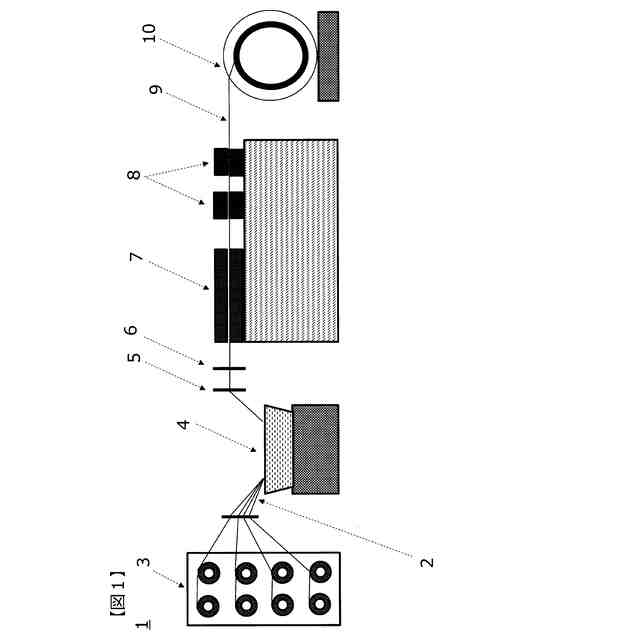
引抜成形工程を示した概略図である。
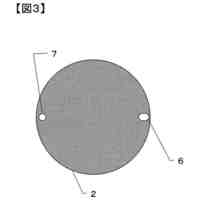
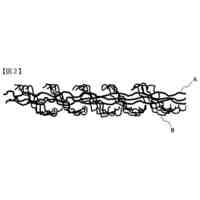
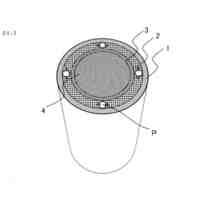
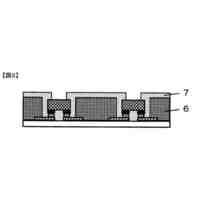
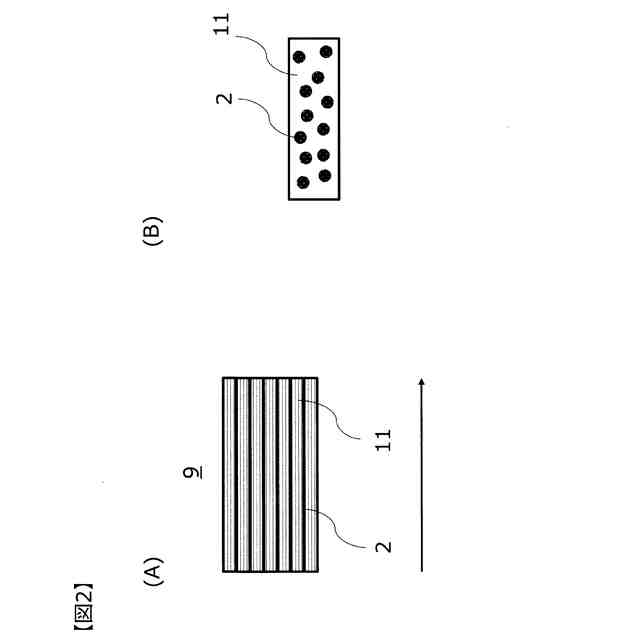
引抜成形品の態様を示した概略図である。
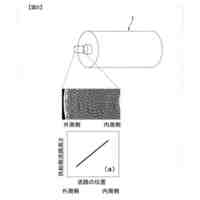
実施例9で作製した引抜成形品のSEM観察画像である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
防刃材
1か月前
東レ株式会社
積層体
1か月前
東レ株式会社
紡糸口金
2か月前
東レ株式会社
積層構造体
1か月前
東レ株式会社
積層フィルム
28日前
東レ株式会社
フィルムロール
20日前
東レ株式会社
複合仮撚加工糸
1か月前
東レ株式会社
液体展開用シート
28日前
東レ株式会社
電子機器筐体用部材
1か月前
東レ株式会社
電子機器筐体用部材
1か月前
東レ株式会社
気体分離膜モジュール
1か月前
東レ株式会社
ポリエステルフィルム
24日前
東レ株式会社
ポリエステルの製造方法
1か月前
東レ株式会社
スパイラル分離膜エレメント
28日前
東レ株式会社
溶融押出装置および押出方法
2か月前
東レ株式会社
光学用ポリエステルフィルム
24日前
東レ株式会社
ペレット製造時の制御システム
20日前
東レ株式会社
複合半透膜およびその製造方法
1か月前
東レ株式会社
熱可塑性プリプレグの製造方法
2か月前
東レ株式会社
二軸配向ポリエステルフィルム
1か月前
東レ株式会社
被膜剥離装置および被膜剥離方法
1か月前
東レ株式会社
ゴルフクラブシャフトの製造方法
1か月前
東レ株式会社
被膜除去装置および被膜除去方法
2か月前
東レ株式会社
不織布およびエアフィルター濾材
6日前
東レ株式会社
ポリエステル樹脂組成物の製造方法
6日前
東レ株式会社
電池保護用成形体および電池の保護方法
1か月前
東レ株式会社
シート状基材への塗布装置および塗布方法
27日前
東レ株式会社
積層体、ディスプレイ、積層体の製造方法
27日前
東レ株式会社
ポリエステルフィルムおよびその製造方法
24日前
東レ株式会社
高透明ポリエステルフィルムおよびその製造方法
24日前
東レ株式会社
ポリアリーレンスルフィド樹脂組成物および成形品
1か月前
東レ株式会社
電極複合体及びその製造方法、ポリマー組成物、電池
1か月前
東レ株式会社
引抜成形品およびその製造方法ならびに風車ブレード
1か月前
東レ株式会社
材料設計方法、材料設計プログラムおよび材料設計装置
1か月前
東レ株式会社
液晶ポリエステル樹脂組成物およびそれからなる成形品
20日前
東レ株式会社
二軸配向ポリプロピレンフィルムおよび離型用フィルム
1日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ