TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025002727
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2023103066
出願日
2023-06-23
発明の名称
熱可塑性プリプレグの製造方法
出願人
東レ株式会社
代理人
主分類
C08J
5/04 20060101AFI20241226BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】高品位、かつ生産速度の高速化が可能なプリプレグの製造方法を提供する。
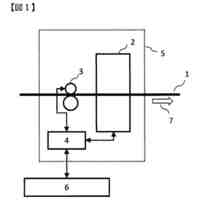
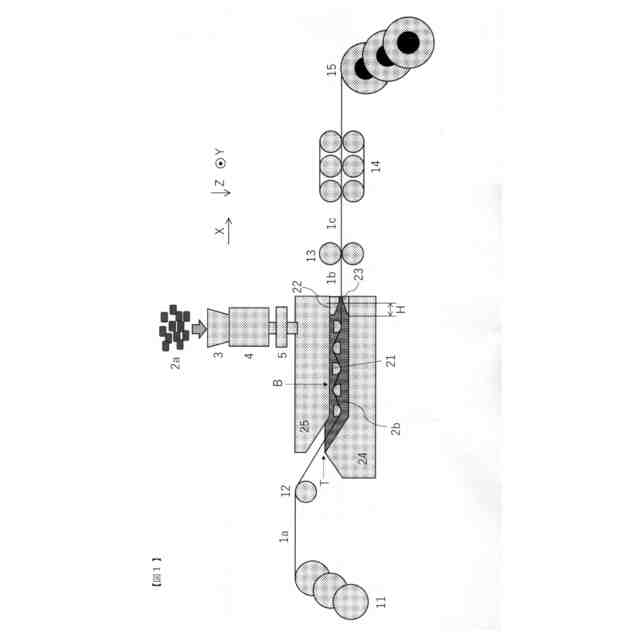
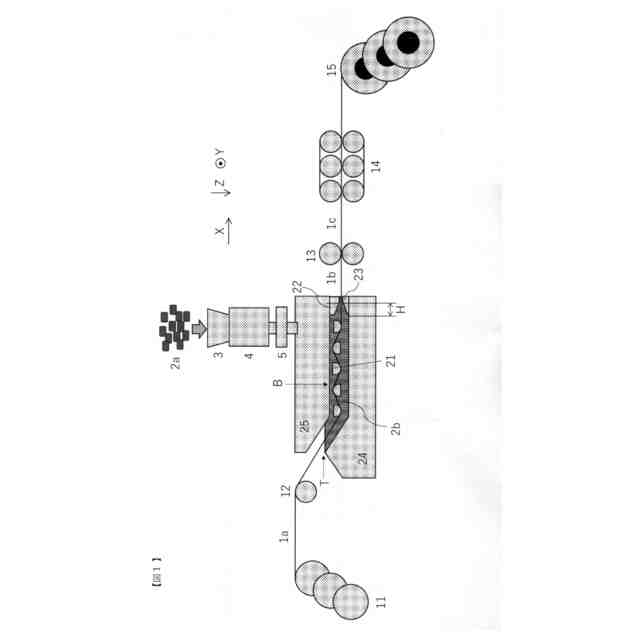
【解決手段】熱可塑性樹脂が供給されたダイ内部に強化繊維ロービングを水平方向または傾斜方向に通過させて、強化繊維ロービングに熱可塑性樹脂を付与し、1本の強化繊維ロービングから1本のプリプレグを製造する方法であって、前記ダイは強化繊維ロービングと直交方向に複数本の含浸バーを備え、強化繊維ロービングを前記含浸バーに接触させることで強化繊維ロービング内に熱可塑性樹脂を含浸させ、下記(a)~(c)の条件を満たすプリプレグの製造方法。
(a)含浸バーの強化繊維ロービングと接触する箇所の半径rが5mm以上、30mm以下
(b)含浸バーと強化繊維ロービンの接触により形成される抱角が含浸バー1本あたり10°以上、80°以下
(c)複数本の含浸バーによる抱角の合計が50°以上500°以下
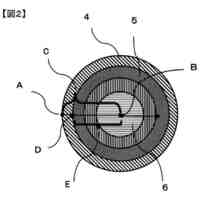
【選択図】図1
特許請求の範囲
【請求項1】
熱可塑性樹脂が供給されたダイ内部に強化繊維ロービングを水平方向または傾斜方向に通過させて、強化繊維ロービングに熱可塑性樹脂を付与し、1本の強化繊維ロービングから1本のプリプレグを製造する方法であって、前記ダイは強化繊維ロービングと直交方向に複数本の含浸バーを備え、強化繊維ロービングを前記含浸バーに接触させることで強化繊維ロービング内に熱可塑性樹脂を含浸させ、下記(a)~(c)の条件を満たすプリプレグの製造方法。
(a)含浸バーの強化繊維ロービングと接触する箇所の半径rが5mm以上、30mm以下
(b)含浸バーと強化繊維ロービングの接触により形成される抱角が含浸バー1本あたり10°以上、80°以下
(c)複数本の含浸バーによる抱角の合計が50°以上500°以下
続きを表示(約 860 文字)
【請求項2】
前記ダイは熱可塑性樹脂を含浸させた強化繊維ロービングの走行方向に沿って断面積が連続的に減少する液溜り部と前記液溜り部と連通したスリット状断面の狭窄部を備え、ダイから引き抜かれた直後の1次プリプレグの張力Tが強化繊維ロービング1本あたりの引張強度(N)の0.3%以上、7%以下である請求項1に記載のプリプレグの製造方法。
【請求項3】
前記ダイの狭窄部から引き抜かれた直後の1次プリプレグのボイド率が0.1%以上、15%以下である請求項1または請求項2に記載のプリプレグの製造方法。
【請求項4】
前記熱可塑性樹脂の融点Tm+50℃の粘度が1216sec-1のせん断速度で1~500Pa・sである請求項1に記載のプリプレグの製造方法。
【請求項5】
強化繊維ロービングと複数本の含浸バーの接触長さの合計が5mm以上、250mm以下である請求項1に記載のプリプレグの製造方法。
【請求項6】
前記液溜り部における断面積が連続的に減少する部分の長さHが5mm以上、30mm以下、かつテーパー状の開き角度θが20°以上、90°以下である請求項2に記載のプリプレグの製造方法。
【請求項7】
前記複数本の含浸バーの少なくとも1本以上に強化繊維ロービングの幅を規制する溝を有する請求項1に記載のプリプレグの製造方法。
【請求項8】
前記ダイの狭窄部の幅Lとダイ内部で最後に強化繊維ロービングと接触する含浸バーの規制幅Wが下記式(1)を満たす請求項7に記載のプリプレグの製造方法。
L×0.7≦W≦L×1.3(1)
【請求項9】
前記ダイの口金から引き抜かれた1次プリプレグを追含浸させる工程を含む請求項1に記載のプリプレグの製造方法。
【請求項10】
前記追含浸後のプリプレグのボイド率が2%未満である請求項9に記載のプリプレグの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、強化繊維ロービングに熱可塑性樹脂を均一に含浸して熱可塑性プリプレグを製造する方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
連続した強化繊維に熱可塑性樹脂や熱硬化性樹脂を含むマトリックス樹脂を含浸させてなる繊維強化複合材料(FRP)は、比強度、比剛性に優れ、軽量化効果が高いため、航空・宇宙用材料、自動車材料、産業用材料、圧力容器、建築材料、筐体、医療用途、スポーツ用途など様々な分野で用いられている。特に高い力学特性と軽量性が必要な場合には、炭素繊維強化複合材料(CFRP)が幅広く好適に用いられている。一方、力学特性や軽量性よりもコストが優先される場合にはガラス繊維強化複合材料(GFRP)が用いられる場合がある。FRPは強化繊維束にマトリックス樹脂を含浸し中間基材(プリプレグ)を得、これを積層、成形し、さらに熱硬化樹脂を用いた場合には熱硬化させて、FRPからなる部材を製造している。
【0003】
現在、航空機用途で主に用いられているのは熱硬化性CFRPで、成形に必要な時間が長く、短時間で多数の部品を製作するのは困難である。そこで成形時に樹脂の化学変化を伴わず高速成形が可能な熱可塑性CFRPが注目され、各国で研究開発が進められている。また、熱硬化性CFRPは冷凍庫など低温環境での保存が必要であるが、熱可塑性CFRPは常温で保存可能であり、管理コスト面でも優れている。
【0004】
プリプレグの製造方法としては例えば特許文献1のような提案があった。これはマトリックス樹脂を貯留させた塗布部に強化繊維シートを通過させて、マトリックス樹脂を強化繊維シートに付与する方法であって、前記塗布部に繊維シートの走行方向に沿って断面積が連続的に減少する部分を有することでマトリックス樹脂の圧力を増加させ、繊維束内部にマトリックス樹脂を含浸させるプリプレグの製造方法であった。
【0005】
熱可塑性樹脂を用いたプリプレグの製造方法として、強化繊維束を水平方向に搬送し、ダイに通過させ、強化繊維束に熱可塑性樹脂を付与・含浸する横型引き抜き方式(特許文献2)が知られている。特許文献2には、複数の強化繊維束を別々に溶融熱可塑樹脂が満たされたダイ内へ導入し、固定ガイドにより、開繊、含浸、積層し、最終的に1枚のシート状プリプレグとしてダイから引き抜くことが記載されている。
【0006】
また近年、熱可塑CFRPからなる部材の生産効率を向上させるため、シート状プリプレグの積層を機械化・自動化させる取組みが推進されており、ここでは細幅テープ状のプリプレグが好適に使用されている。細幅テープ状プリプレグは広幅シート状プリプレグを所望の幅でスリットしたり、細幅の強化繊維ロービングに直接熱可塑性樹脂を含浸させたりして得ることができる。
【0007】
広幅シート状プリプレグを細幅テープ状にスリット加工する方法としては例えば特許文献1のような提案があった。これは広幅および細幅のプリプレグテープを同時にスリットする方法であって、同じマスターロールから複数幅のテープをスリットする方法であった。
【先行技術文献】
【特許文献】
【0008】
国際公開WO2020/031766号パンフレット
国際公開WO2012/002417号パンフレット
特表2015-519210号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
特許文献1の方法では、塗布部内の樹脂圧力を増大させることで樹脂含浸させているが、熱可塑性樹脂のように樹脂粘度の高いマトリックス処方では含浸が不十分となり、熱可塑性CFRPの力学性特性が低下してしまう。
【0010】
また、特許文献2の方法では、熱可塑性樹脂を多分に含んだ繊維束を束ねて引き抜くため、口金部で絞られる樹脂量が多く、高速で連続走行させると毛羽が発生するため、非常に遅い速度でしか生産ができず、生産性が上がらない問題点があった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吸着材料
2日前
東レ株式会社
多孔質構造体
4日前
東レ株式会社
不織布および衣料
3日前
東レ株式会社
再生ポリエステル繊維
2日前
東レ株式会社
多層積層複合断面繊維
2日前
東レ株式会社
シート状物の検査方法
3日前
東レ株式会社
ポリオレフィン微多孔膜
2日前
東レ株式会社
不織布およびワイピング用シート
3日前
東レ株式会社
ポリエステルフィルムの製造方法
9日前
東レ株式会社
人工皮革および人工皮革の製造方法
3日前
東レ株式会社
離型フィルムとその製造方法、及び積層体
9日前
東レ株式会社
熱可塑性ポリエステル樹脂組成物およびその成形品
3日前
東レ株式会社
二軸配向ポリエステルフィルムロールおよびその製造方法
4日前
東レ株式会社
多孔性フィルム、二次電池用セパレータ、および二次電池
8日前
東レ株式会社
脂溶性ビタミン又はその誘導体と温度応答性イオン液体を含む組成物
3日前
東レ株式会社
着色感光性樹脂組成物、着色感光性樹脂基板、カラーフィルタおよび素子
2日前
東レ株式会社
熱硬化性樹脂組成物、繊維強化複合材料用成形材料および繊維強化複合材料
4日前
東レ株式会社
生体信号モニタリング用ウェア
1日前
東レ株式会社
エポキシ樹脂組成物、成形品、繊維強化複合材料用成形材料および繊維強化複合材料
2日前
東レ株式会社
電解質膜補強用ポリアリーレンスルフィドフィルム、フィルムロール、電解質膜補強用フィルム、電解質膜補強部材、燃料電池、水電解装置
3日前
東レ株式会社
多孔質構造体
4日前
ベック株式会社
硬化性組成物
22日前
ベック株式会社
硬化性組成物
22日前
ユニチカ株式会社
ポリアミック酸溶液
10日前
東レ株式会社
ポリオレフィン微多孔膜
2日前
三洋化成工業株式会社
徐放材用組成物
15日前
東ソー株式会社
ゴム組成物及び加硫ゴム
4日前
住友精化株式会社
吸水性樹脂粒子の製造方法
2日前
三井化学ファイン株式会社
樹脂シート
25日前
ユニチカ株式会社
ポリ尿素およびその製造方法
3日前
花王株式会社
複合粒子の製造方法
29日前
東ソー株式会社
光学薄膜及び光学薄膜の製造方法
10日前
遠東新世紀股分有限公司
防水透湿膜
3日前
田岡化学工業株式会社
一液型エポキシ樹脂組成物
26日前
上野製薬株式会社
液晶ポリマー組成物
5日前
東レ株式会社
ポリエステルフィルムとその製造方法
16日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ