TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025016782
公報種別
公開特許公報(A)
公開日
2025-02-04
出願番号
2024196101,2023129972
出願日
2024-11-08,2019-01-16
発明の名称
複合樹脂組成物の製造装置および製造方法
出願人
パナソニックホールディングス株式会社
代理人
個人
,
個人
主分類
B29B
7/72 20060101AFI20250128BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】機械的強度の高い複合樹脂組成物の製造装置を提供する。
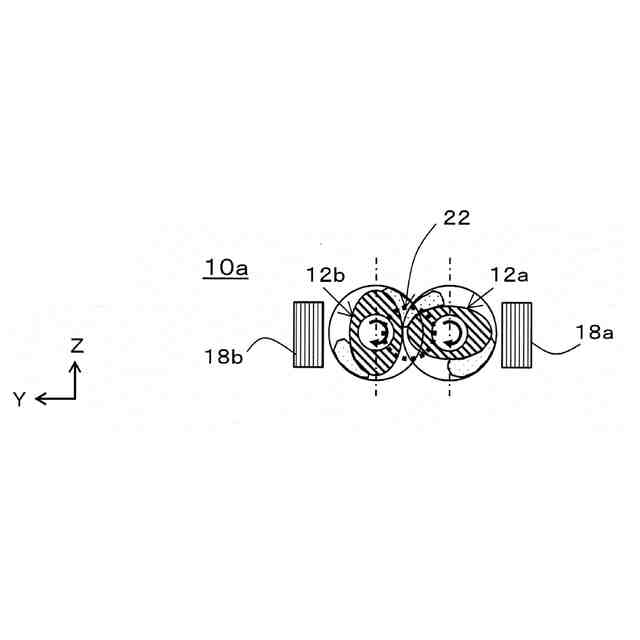
【解決手段】複合樹脂組成物の製造装置は、繊維状フィラーと熱可塑性樹脂とを含む原材料を混練し、複合樹脂組成物を製造する製造装置であって、中心軸に対して回転する第1の回転体と、第1の回転体と平行に配置され、中心軸に対して回転することで第1の回転体と対となって原材料を混錬する混錬部を構成する第2の回転体と、第1の回転体の温度を制御する第1の温度制御部と、第2の回転体の温度を制御する第2の温度制御部と、第1の回転体の中心軸を挟み混錬部と対向する位置を冷却する第1の冷却部と、第2の回転体の中心軸を挟み前記混錬部と対向する位置を冷却する第2の冷却部と、を備える。
【選択図】図1A
特許請求の範囲
【請求項1】
繊維状フィラーと熱可塑性樹脂とを含む原材料を混練し、複合樹脂組成物を製造する製造装置であって、
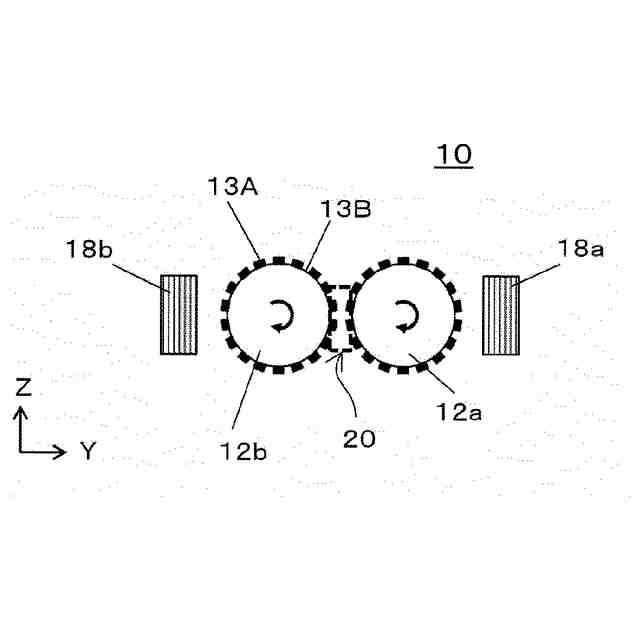
中心軸に対して回転する第1の回転体と、
前記第1の回転体と平行に配置され、中心軸に対して回転することで前記第1の回転体と対となって前記原材料を混錬する混錬部を構成する第2の回転体と、
前記第1の回転体の温度を制御する第1の温度制御部と、
前記第2の回転体の温度を制御する第2の温度制御部と、
前記第1の回転体の中心軸を挟み前記混錬部と対向する位置を冷却する第1の冷却部と、
前記第2の回転体の中心軸を挟み前記混錬部と対向する位置を冷却する第2の冷却部と、
を備える、複合樹脂組成物の製造装置。
続きを表示(約 1,300 文字)
【請求項2】
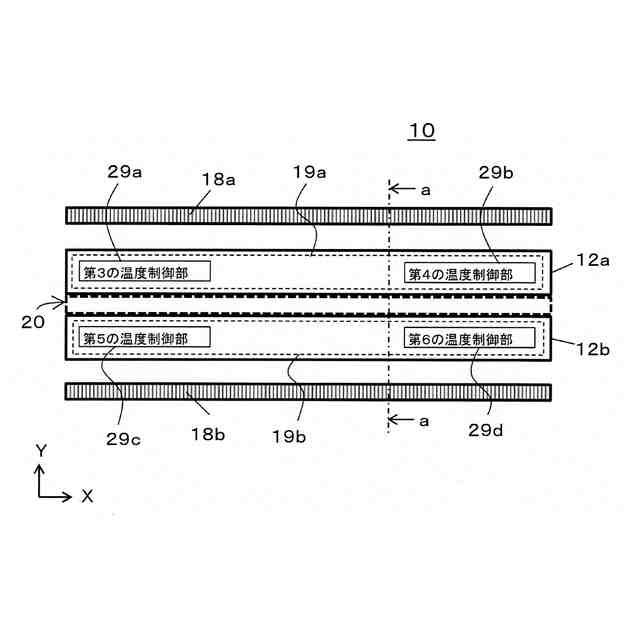
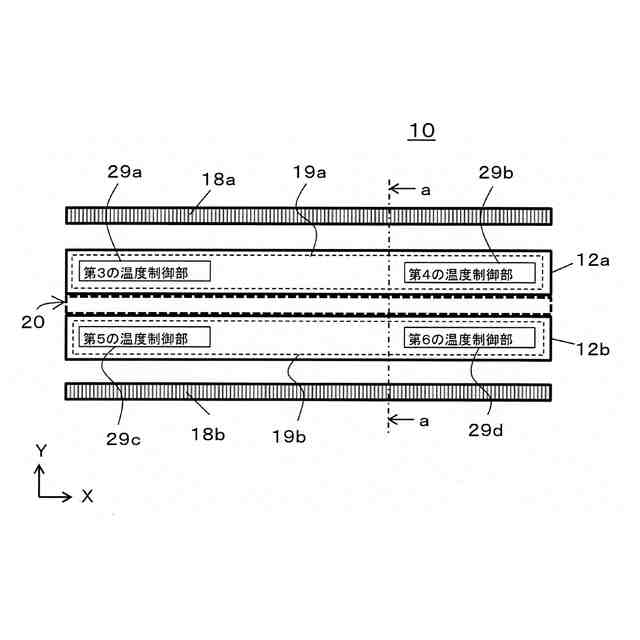
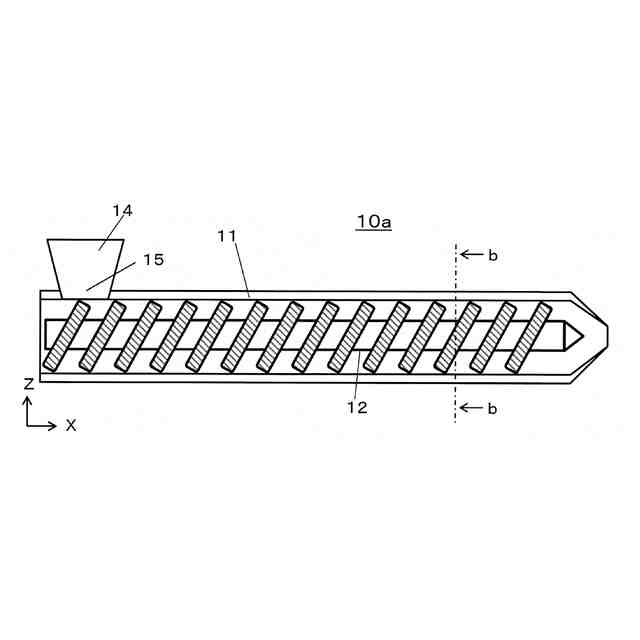
前記第1の回転体と前記第2の回転体は、前記第1の回転体および前記第2の回転体の中心軸と平行な方向に沿って前記原材料を原材料供給部から複合樹脂排出部に移動させるスクリュー形状を有し、
前記第1の温度制御部は、前記第1の回転体の前記原材料供給部の温度を制御する第3の温度制御部と、前記第1の回転体の前記複合樹脂排出部の温度を制御する第4の温度制御部と、を有し、
前記第2の温度制御部は、前記第2の回転体の前記原材料供給部の温度を制御する第5の温度制御部と、前記第2の回転体の前記複合樹脂排出部の温度を制御する第6の温度制御部と、を有する、
請求項1記載の複合樹脂組成物の製造装置。
【請求項3】
前記第1の回転体と前記第2の回転体は、それぞれ回転体の表面に凸部と凹部を有する、
請求項1記載の複合樹脂組成物の製造装置。
【請求項4】
前記凸部の頂点の中心軸からの距離と前記凹部の底面の中心軸からの距離の差が、前記第1の回転体および前記第2の回転体のそれぞれの直径に対して0.05%以上14%以下である、請求項3記載の複合樹脂組成物の製造装置。
【請求項5】
繊維状フィラーと熱可塑性樹脂とを含む原材料を混練し、複合樹脂組成物を製造する製造方法であって、
第1の回転体の温度と、前記第1の回転体と平行に配置され前記第1の回転体と対となって前記原材料を混錬する混錬部を構成する第2の回転体の温度とを制御し、
前記第1の回転体の中心軸を挟み前記混錬部と対向する位置と前記第2の回転体の中心軸を挟み前記混錬部と対向する位置とを冷却し、
前記第1の回転体と前記第2の回転体とを回転し、
前記混錬部によって前記原材料を混錬する、複合樹脂組成物の製造方法。
【請求項6】
前記混錬部との温度差が5℃~80℃となるように、前記第1の回転体の中心軸を挟み前記混錬部と対向する位置と前記第2の回転体の中心軸を挟み前記混錬部と対向する位置とを冷却する、請求項5記載の複合樹脂組成物の製造方法。
【請求項7】
前記混錬部に対応する位置において、前記第1の回転体と前記第2の回転体との温度差が5℃以上100℃以下となるように、前記第1の回転体の温度と前記第2の回転体の温度とを制御する、請求項5記載の複合樹脂組成物の製造方法。
【請求項8】
前記第1の回転体と前記第2の回転体は、前記第1の回転体および前記第2の回転体の中心軸と平行な方向に沿って前記原材料を原材料投入部から複合樹脂排出部へ移動させるスクリュー形状を有し、
前記混錬部に対応する位置において、前記原材料投入部の温度が前記複合樹脂排出部の温度よりも5℃以上100℃以下の範囲で高くなるように、第1の回転体の温度と前記第2の回転体の温度とを制御する、請求項5記載の複合樹脂組成物の製造方法。
【請求項9】
回転速度差が5%以上80%以下となるように、前記第1の回転体と前記第2の回転体とを回転する、請求項5から8のいずれか1項記載の複合樹脂組成物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複合樹脂組成物の製造装置及び製造方法に関するものであり、特に機械的特性に優れた繊維状フィラー含有複合樹脂組成物の製造装置及び製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
ポリエチレン(PE)、ポリプロピレン(PP)、ポリスチレン(PS)、ポリ塩化ビニル(PVC)等のいわゆる「汎用プラスチック」は、比較的安価であり、金属、又はセラミックスに比べて重さが数分の一と軽量であり、成形等の加工が容易であるという特徴を有する。そのため、汎用プラスチックは、袋、各種包装、各種容器、シート類等の多様な生活用品の材料として、また、自動車部品、電気部品等の工業部品、及び日用品、雑貨用品等に利用されている。
【0003】
しかしながら、汎用プラスチックは、機械的強度が不十分であること等の欠点を有している。そのため、汎用プラスチックは、自動車等の機械製品、及び電気・電子・情報製品をはじめとする各種工業製品に用いられる材料に対して要求される十分な特性を有しておらず、その適用範囲が制限されているのが現状である。
【0004】
一方、ポリアセタール(POM)、ポリアミド(PA)、ポリカーボネート(PC)、フッ素樹脂等のいわゆる「エンジニアリングプラスチック」は、機械的特性に優れており、自動車等の機械製品、及び電気・電子・情報製品をはじめとする各種工業製品に用いられている。
しかしながら、エンジニアプラスチックは、高価であり、モノマーリサイクルが難しく、環境負荷が大きいといった課題を有している。
【0005】
そこで、汎用プラスチックの材料特性(機械的強度等)を大幅に改善することが要望されている。汎用プラスチックの材料特性を改善する方法として、2種類以上の樹脂またはフィラーなどの添加剤を配合して複合樹脂を製造する技術が知られている。特に機械的強度を向上させることを目的に、繊維状フィラーである天然繊維やガラス繊維、炭素繊維などが使用されている。中でもセルロースなどの有機繊維状フィラーは、安価であり、かつ廃棄時の環境性にも優れていることから、強化用繊維として近年注目されている。
【0006】
しかしながら、繊維状フィラーの添加による機械的強度向上効果を十分に機能させるためには、繊維状フィラーの均一な分散が必要とされる。繊維状フィラーは、フィラー同士が凝集しやすく、均一に分散させることが困難である。特にサイズの大きい凝集物が存在する場合、凝集物を起点にクラックが生じ、割れやすくなるため、衝撃強度が低下する。また、凝集することにより、繊維状フィラーによる弾性率向上効果も十分に発揮されない。そのため、複合樹脂の製造において繊維状フィラーを均一に分散させることが重要である。混錬により、原材料の分散を行う製造方法としては、特許文献1が挙げられる。
【先行技術文献】
【特許文献】
【0007】
特開2011-184520号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
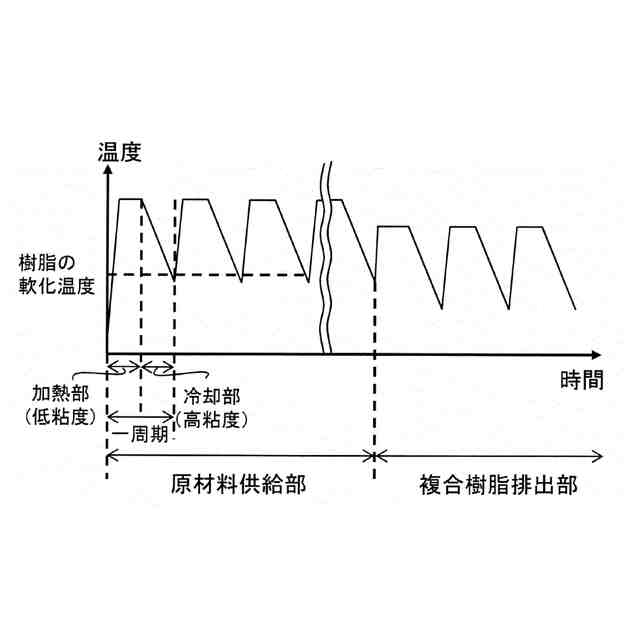
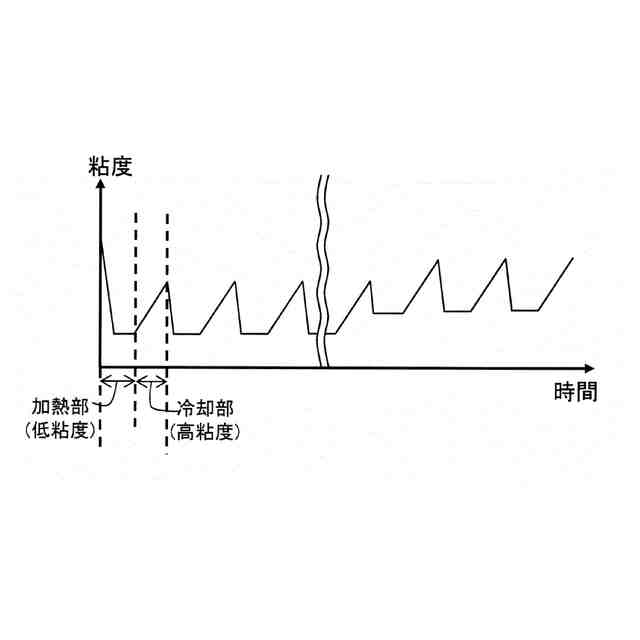
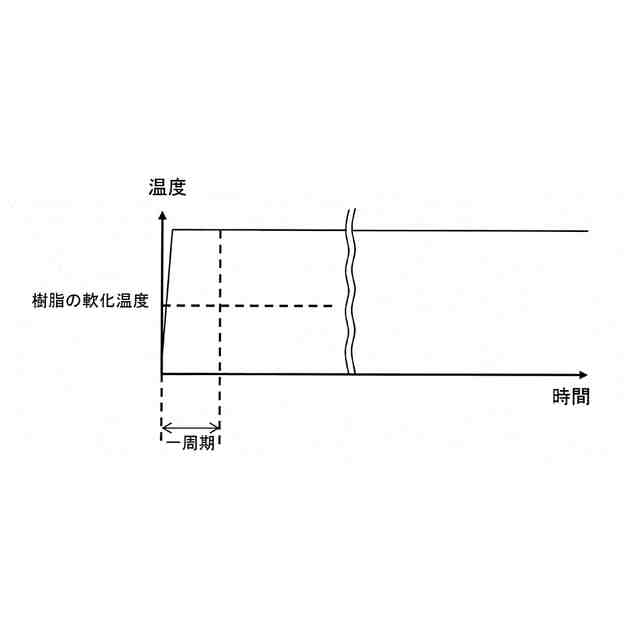
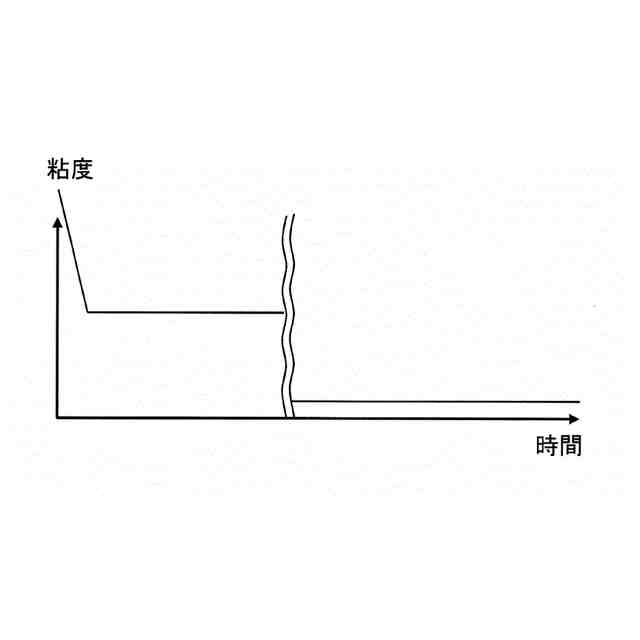
しかしながら、特許文献1に記載の製造方法では、混練時に樹脂材料が一定の温度で加熱され続けることにより、高温が維持され、複合樹脂の粘度が低下し、せん断が強くかからず、原材料の分散性が低いため、複合樹脂の強度が低下するという課題が存在する。また、混練されている間、原材料が高温状態に維持されることにより、原材料が劣化する(例えば、分子量の低下、着色など)という課題も存在する。
【0009】
本発明は、前記従来の課題を解決するものであり、機械的強度の高い複合樹脂組成物の製造装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明に係る複合樹脂組成物の製造装置は、繊維状フィラーと熱可塑性樹脂とを含む原材料を混練し、複合樹脂組成物を製造する製造装置であって、
中心軸に対して回転する第1の回転体と、
前記第1の回転体と平行に配置され、中心軸に対して回転することで前記第1の回転体と対となって前記原材料を混錬する混錬部を構成する第2の回転体と、
前記第1の回転体の温度を制御する第1の温度制御部と、
前記第2の回転体の温度を制御する第2の温度制御部と、
前記第1の回転体の中心軸を挟み前記混錬部と対向する位置を冷却する第1の冷却部と、
前記第2の回転体の中心軸を挟み前記混錬部と対向する位置を冷却する第2の冷却部と、
を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
溶融紡糸設備
8か月前
東レ株式会社
プリプレグテープ
5か月前
CKD株式会社
型用台車
2か月前
シーメット株式会社
光造形装置
1か月前
個人
射出ミキシングノズル
4か月前
株式会社日本製鋼所
押出機
4か月前
グンゼ株式会社
ピン
2か月前
株式会社FTS
ロッド
1か月前
個人
樹脂可塑化方法及び装置
1か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社FTS
成形装置
1か月前
株式会社シロハチ
真空チャンバ
3か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社リコー
シート剥離装置
6か月前
株式会社FTS
セパレータ
24日前
TOWA株式会社
成形型清掃用のブラシ
4か月前
三菱自動車工業株式会社
予熱装置
5か月前
株式会社リコー
画像形成システム
2か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社神戸製鋼所
混練機
10日前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社リコー
シート処理システム
6か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
トヨタ自動車株式会社
真空成形方法
9か月前
KTX株式会社
シェル型の作製方法
8か月前
株式会社リコー
シート処理システム
6か月前
個人
ノズルおよび熱風溶接機
1か月前
小林工業株式会社
振動溶着機
8か月前
トヨタ自動車株式会社
真空成形装置
9か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
日東工業株式会社
インサート成形機
2か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
豊田鉄工株式会社
接合体及び接合方法
5か月前
株式会社日本製鋼所
射出成形機
2か月前
中川産業株式会社
防火板材の製造方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































