TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025016447
公報種別
公開特許公報(A)
公開日
2025-02-04
出願番号
2024167725,2022565644
出願日
2024-09-26,2021-04-28
発明の名称
多層複合フィルムの製造方法、多層複合フィルムおよびその使用
出願人
クーネ アンラーゲンバウ ゲゼルシャフト ミット ベシュレンクテル ハフツング
代理人
個人
,
個人
主分類
B29C
55/12 20060101AFI20250128BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】包装材料、特に食品用の包装材料として使用することができる共押出しおよび/または積層され、二軸配向された複合フィルムの製造方法、ならびに加工性および/またはリサイクル性が改善された、得られる多層フィルムを提供する。
【解決手段】最外層がEVOHからなる、またはEVOHを含む共押打出しおよび二軸配向複合フィルムで、該複合フィルムの様々な層コンポ-ネントの密度と、延伸係数、緩和係数、緩和温度および残留延伸係数のような特定の製造パラメ-タとの新規な組み合わせを提供する。
【選択図】なし
特許請求の範囲
【請求項1】
多層複合フィルムの製造方法であって、少なくとも以下の工程:
少なくとも3つの層(a)、(b)および(c)を共押出しおよび/または積層する工程と、
層(a)は、複合フィルムの外側表面を形成し;
層(c)は、包装される物品に面するかまたは接触する複合フィルムの表面を形成し;および
層(b)は、層(a)および層(c)の間に配置され;
ここで、層(b)は、単層または複数の層(b1、b2、b3、b4、...)からなり;
共押出しまたは積層した複合フィルムを延伸する工程と;および
配向した複合フィルムを緩和させる工程と
を含み;
ここで、延伸は二軸であり;
機械方向または長手方向(MD)の延伸係数(stretch factor)は少なくとも2.0であり;
横方向(TD)の延伸係数は少なくとも2.0であり;
機械方向(MD)の延伸係数と横方向(TD)の延伸係数の合計は少なくとも5.0であり;
複合フィルムは延伸の間に70~130℃の温度を有し;
機械方向(MD)の緩和係数(relaxation factor)は0.00を超え;
横方向(TD)の緩和係数は0.00を超え;
機械方向(MD)の緩和係数と横方向(TD)の緩和係数の合計は、少なくとも0.05であり;
複合フィルムは、緩和の間に、60~180℃の温度を有し;
緩和の間、温度下の緩和の間の滞留時間は、少なくとも2秒、最大で30秒であり;
機械方向(MD)の残留延伸係数(residual stretch factor)は最大で5.0であり;
横方向(TD)の残留延伸係数は最大で5.0であり;
層(a)は、少なくとも1.12g/cm
3
の密度を有するエチレン-ビニルアルコール共重合体(EVOH)を含むかまたはそれからなり;
層(b)または複数の層(b1、b2、...)はそれぞれ1.00g/cm
3
よりも大きい密度を有する熱可塑性樹脂を含むかまたはそれからなり;および
層(c)は、0.95g/cm
3
未満の密度を有する熱可塑性樹脂を含むかまたはそれからなる、製造方法。
続きを表示(約 2,900 文字)
【請求項2】
請求項1に記載の製造方法であって、以下の工程:
少なくとも4つの層(a)、(b)、(d)および(c)を共押出しおよび/または積層する工程と、
層(d)は、層(a)および層(c)の間に配置され;
ここで、層(d)は、単層または複数の層(d1、d2、...)からなり;
層(d)または複数の層(d1、d2、...)はそれぞれ1.00g/cm
3
未満の密度を有する熱可塑性樹脂を含むかまたはそれからなること
を特徴とする、製造方法。
【請求項3】
層(b)はEVOHを含まず;または
層(b1、b2、...)のいずれもEVOHを含まず;または
層(b)はEVOHを含むかまたはそれからなり;または
層(b1、b2、...)の少なくとも1つはEVOHを含むかまたはそれからなり;または
層(a)以外の複合フィルムの層のいずれもEVOHを含まないこと
を特徴とする、請求項1または2に記載の方法。
【請求項4】
層(a)のEVOHは、少なくとも160℃の溶融温度を有し;および/または
層(c)の熱可塑性樹脂は、層(a)の熱可塑性樹脂のシール温度よりも低いシール温度を有するポリオレフィンであり;および/または
層(c)の熱可塑性樹脂は、120℃より低い溶融温度を有するポリオレフィンであり;および/または
層(b)の熱可塑性樹脂は、100cm
3
/m
2
・d・bar未満の酸素透過性を有し、または層(b1、b2、...)の熱可塑性樹脂はそれぞれまたは全体で100cm
3
/m
2
・d・bar未満の酸素透過性を有し;および/または
層(b)は、100cm
3
/m
2
・d・bar未満の酸素透過性を含み、または層(b1、b2、...)はそれぞれまたは全体で100cm
3
/m
2
・d・bar未満の酸素透過性を含み;および/または
延伸は、同時にまたはいくつかの段階で連続的に行い;および/または
延伸および緩和後の複合フィルムは、機械方向(MD)で0.05未満の収縮を有し;および/または
延伸および緩和後の複合フィルムは、横方向(TD)で0.05未満の収縮を含み;および/または
延伸および緩和後の複合フィルムは、0.05未満の機械方向(MD)の収縮および横方向(TD)の収縮の合計(=全収縮)を含むこと
を特徴とする、請求項1~3のいずれか1項に記載の方法。
【請求項5】
層(a)の厚さは、複合フィルム全体の厚さの20%を超えず;および/または
層(b)の厚さまたは層(b1、b2、...)の全体の厚さは、複合フィルム全体の厚さの20%を超えず;および/または
複合フィルムの全質量に対する層(a)の質量分率は10%を超えず;および/または
層(b)の質量分率または層(b1、b2、...)の質量分率の合計は、複合フィルムの全質量に基づいて10%を超えず;および/または
層(a)および層(b)の質量分率の合計または層(a)および層(b1、b2、...)の質量分率の合計は、複合フィルムの全質量に基づいて10%を超えないこと
を特徴とする、請求項1~4のいずれか1項に記載の方法。
【請求項6】
層(a)は、以下の型のポリマー:ポリエチレンテレフタレート(PET)またはポリ乳酸もしくはポリラクチド(PLA)、またはポリアミド(PA)の少なくとも1つを含まず、および/または
層(c)の熱可塑性樹脂は、ポリオレフィン(PO)、エチレン-酢酸ビニル共重合体(EVA)、アイオノマー(IO)、エチレン-メタクリル酸メチル共重合体(EMMA)、エチレン-メタクリル酸共重合体(EMA)またはそれらのいずれの混合物を含むかまたはそれからなること
を特徴とする、請求項1~5のいずれか1項に記載の方法。
【請求項7】
>1.0g/cm
3
の密度を有する層コンポーネントの質量分率は、複合フィルムの全質量に基づいて、1~<40%であることを特徴とする、請求項1~6のいずれか1項に記載の方法。
【請求項8】
少なくとも3つの層(a)、(b)および(c)を含み、
層(a)は、複合フィルムの外側表面を形成し;
層(c)は、包装される物品に面するかまたは接触する複合フィルムの表面を形成し;および
層(b)は、層(a)および層(c)の間に配置され;
ここで、層(b)は、単層または複数の層(b1、b2、b3、b4、...)からなり;
機械方向(MD)の複合フィルムの残留延伸係数は、最大で5.0であり;
横方向(TD)の複合フィルムの残留延伸係数は、最大で5.0であり;
ここで、層(a)は、少なくとも1.12g/cm
3
の密度を有するエチレン-ビニルアルコール共重合体(EVOH)を含むかまたはそれからなり;
層(b)または複数の層(b1、b2、...)はそれぞれ1.00g/cm
3
より大きい密度を有する熱可塑性樹脂を含むかまたはそれからなり;および
層(c)は、0.95g/cm
3
未満の密度を有する熱可塑性樹脂を含むかまたはそれからなる、
多層、共押出し、および/または積層、二軸配向および緩和された複合フィルム。
【請求項9】
少なくとも4つの層(a)、(b)、(d)および(c)を含み、
―層(d)は、層(a)および層(c)の間に配置され;
ここで、層(d)は、単層または複数の層(d1、d2、...)からなり;
層(d)または複数の層(d1、d2、...)は、それぞれ1.00g/cm
3
未満の密度を有する熱可塑性樹脂を含むかまたはそれからなる、
請求項8に記載の、多層、共押出し、および/または積層、二軸配向および緩和された複合フィルム。
【請求項10】
層(b)はEVOHを含まず;または
層(b1、b2、...)のいずれもEVOHを含まず;または
層(b)はEVOHを含むかまたはそれからなり;または
層(b1、b2、...)の少なくとも1つはEVOHを含むかまたはそれからなり;または
層(a)以外の複合フィルムのいずれの層もEVOHを含まないこと
を特徴とする、請求項8または9に記載の複合フィルム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本願は、例えば、包装材料、特に食品用の包装材料として使用することができる共押出しおよび二軸配向の多層フィルム、その製造方法およびその使用、好ましくは食品、嗜好品または液体もしくは固体、特に粉末状の物品の包装の使用に関する。しかしながら、本願は、積層多層フィルムおよび対応する製造方法にも関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
[技術水準および課題の定義]
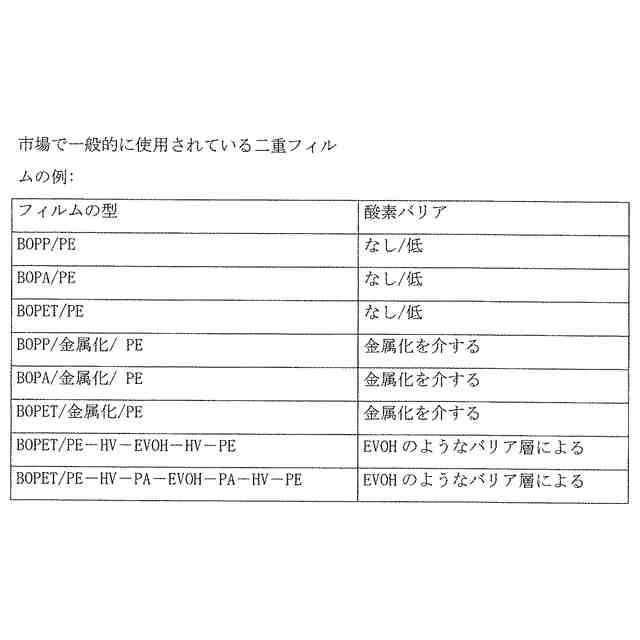
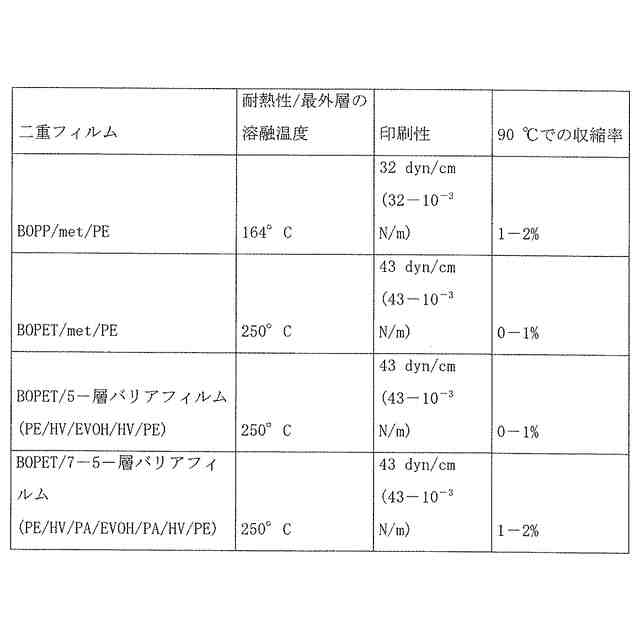
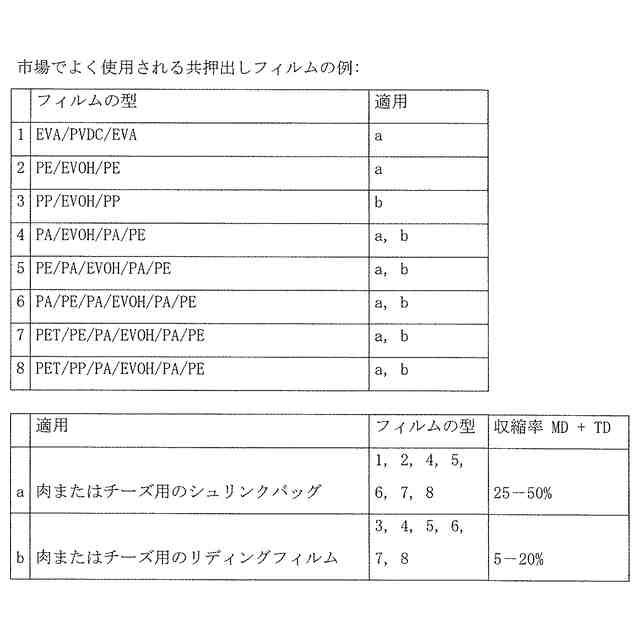
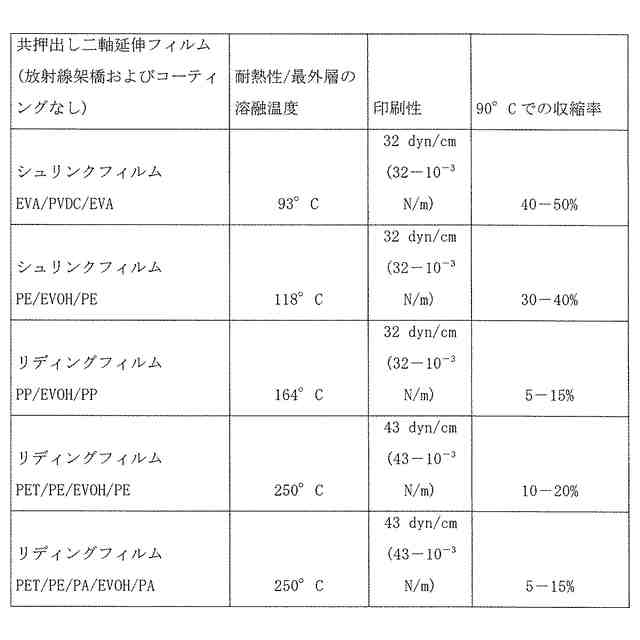
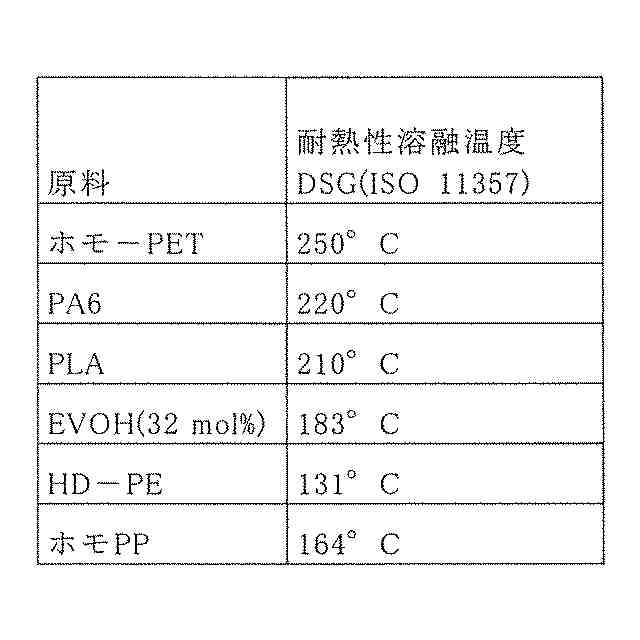
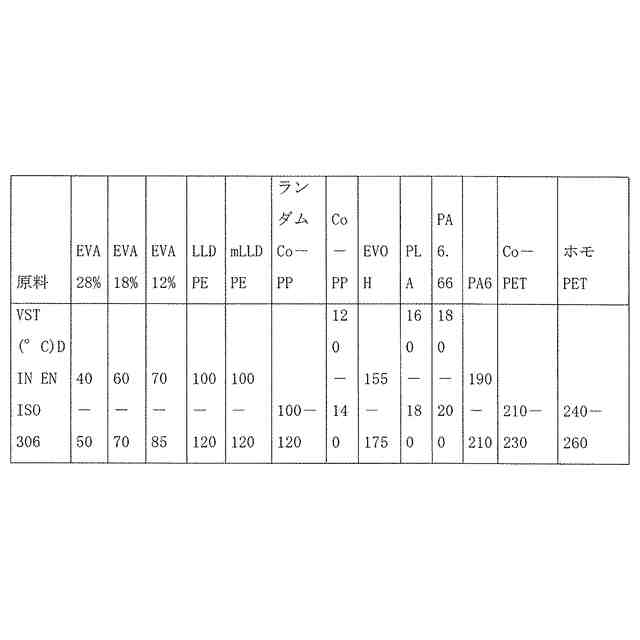
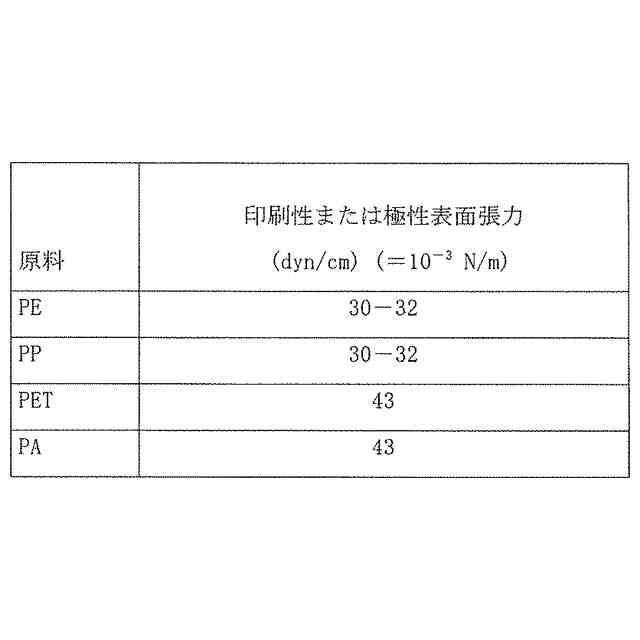
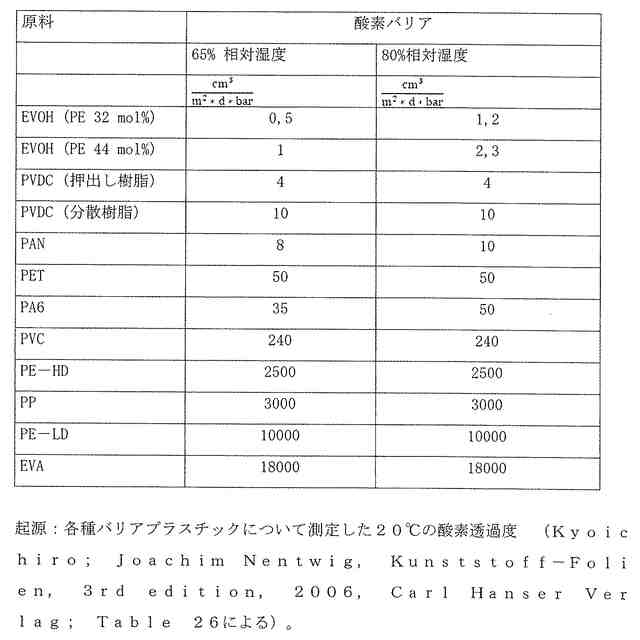
一方、積層多層フィルムは、優れた包装材料であることが当該技術分野の水準から知られている。したがって、少なくとも2層または3層、あるいはそれ以上の独立に製造された層からなる積層体は、包装市場で広く使用されている。本質的に、いわゆる「二重」ラミネ-トフィルムと、いわゆる「三重」ラミネ-トフィルムとは区別される。「二重」ラミネ-トフィルムは、キャスト法またはブロ-法で押し出されたフィルムで、5、7または9層のバリアフィルムを含み、これらは、別の工程で、再び別々に製造されたポリエチレンテレフタレート(PET)、ポリアミド(PA)またはポリプロピレン(PP)のいずれかの二軸配向フィルムとともに積層(結合または接着)される。これまで、これらのフィルムは、別々の工程で連続的に生産および積層することで、初めて所望のおよび/または要求される特性の総和を達成することができる。例えば、要求される特性のうち2つ(シール性および酸素または香りのバリア性)は押し出した単層または多層フィルムの部分で実現し、印刷性、耐熱性および機械強度などの他の特性は別途二軸延伸したフィルムの部分で実現される。さらに、さらなる方法の工程で適用される金属化によって、酸素バリア性を特異的に達成または増大させることも一般的に行われている。
【0003】
TIFF
2025016447000001.tif
92
158
【0004】
TIFF
2025016447000002.tif
115
151
【0005】
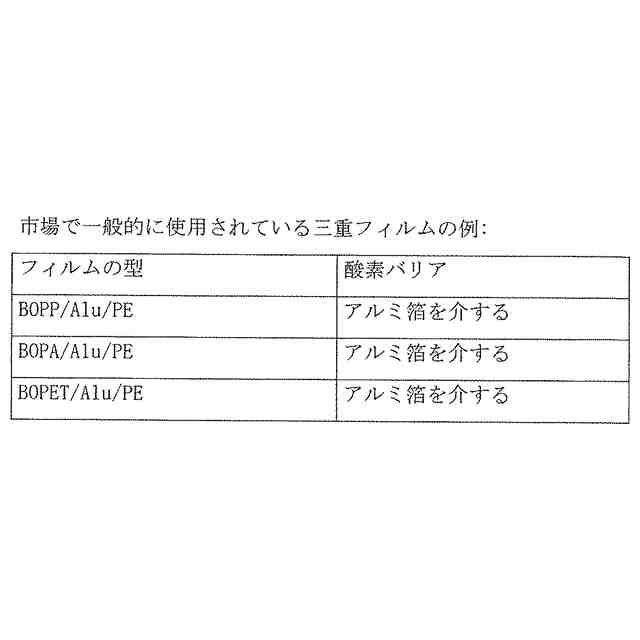
「三重」ラミネ-トフィルムも同様で、3つのフィルムを別々に製造し、後で互いに積層(接着、粘着)することで、所望のおよび/または要求される特性の総和を生成する。
【0006】
この場合、PET、PAまたはPPから製造される二軸配向フィルムは、別途アルミ箔を積層し、さらにこの複合体にキャストフィルムやブロ-フィルムを押し出して積層する。
【0007】
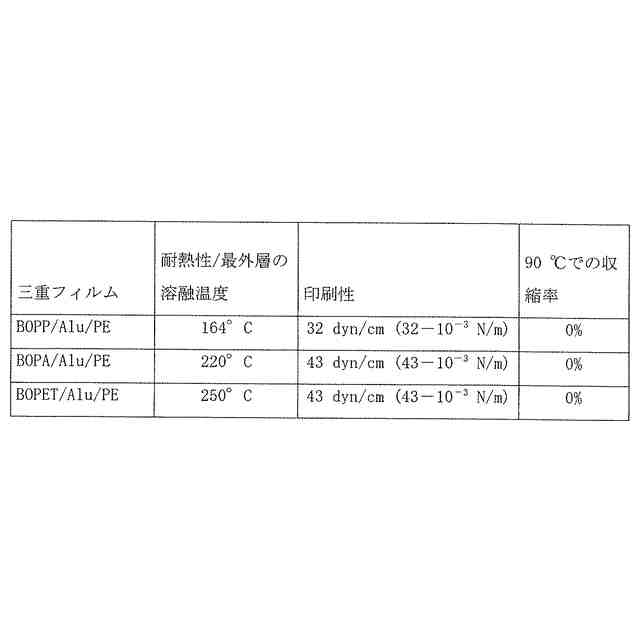
ここで、押出キャストフィルムやブローフィルムはシール性を、アルミ箔はバリア性を、二軸配向フィルムは印刷性、耐熱性および機械強度を最適化することを担っている。しかしながら、積層フィルムの欠点は、複数のフィルムをまず別々に製造し、これらをホットメルトまたは液体接着剤によっていくつかの連続した方法の工程で接着または粘着して最終的に積層多層フィルムを得なければならないため、その製造がもともと複雑で資源消費型かつ高価であり、フィルム複合体全体もしばしば非常に厚くなるということである。
【0008】
TIFF
2025016447000003.tif
44
130
【0009】
TIFF
2025016447000004.tif
51
150
【図面の簡単な説明】
【0010】
公知の二重フィルム、三重フィルムを図1~図6に示す。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
8か月前
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
プリプレグテープ
5か月前
CKD株式会社
型用台車
2か月前
シーメット株式会社
光造形装置
2か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
4か月前
グンゼ株式会社
ピン
2か月前
個人
樹脂可塑化方法及び装置
1か月前
株式会社FTS
ロッド
1か月前
株式会社シロハチ
真空チャンバ
3か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社リコー
シート剥離装置
6か月前
株式会社FTS
成形装置
2か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社FTS
セパレータ
25日前
株式会社リコー
画像形成システム
2か月前
三菱自動車工業株式会社
予熱装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社神戸製鋼所
混練機
11日前
株式会社リコー
シート処理システム
6か月前
個人
ノズルおよび熱風溶接機
1か月前
小林工業株式会社
振動溶着機
8か月前
日東工業株式会社
インサート成形機
2か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
トヨタ自動車株式会社
真空成形方法
9か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
KTX株式会社
シェル型の作製方法
8か月前
株式会社リコー
シート処理システム
6か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
東ソー株式会社
高純度薬品用容器の製造方法
7か月前
株式会社日本製鋼所
射出成形機
7か月前
豊田鉄工株式会社
接合体及び接合方法
5か月前
株式会社コスメック
磁気クランプ装置
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































