TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025016230
公報種別
公開特許公報(A)
公開日
2025-01-31
出願番号
2023119370
出願日
2023-07-21
発明の名称
射出成形システム
出願人
パナソニックIPマネジメント株式会社
代理人
弁理士法人北斗特許事務所
主分類
B29C
45/76 20060101AFI20250124BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】捨て打ち期間の短縮を図る。
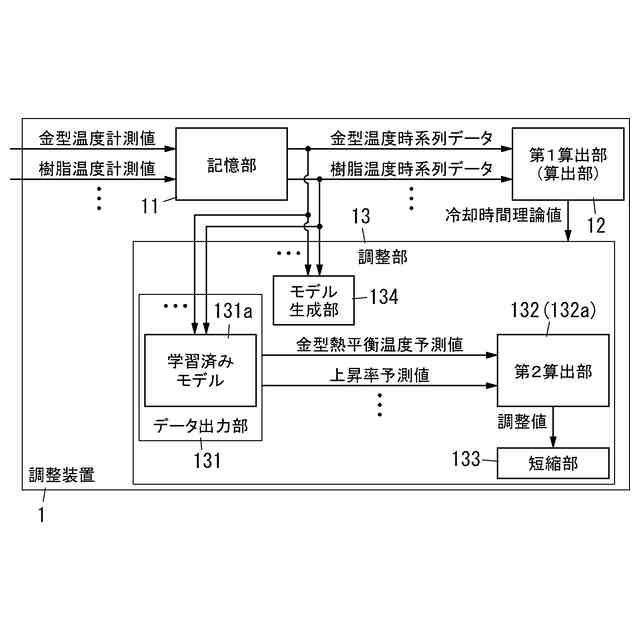
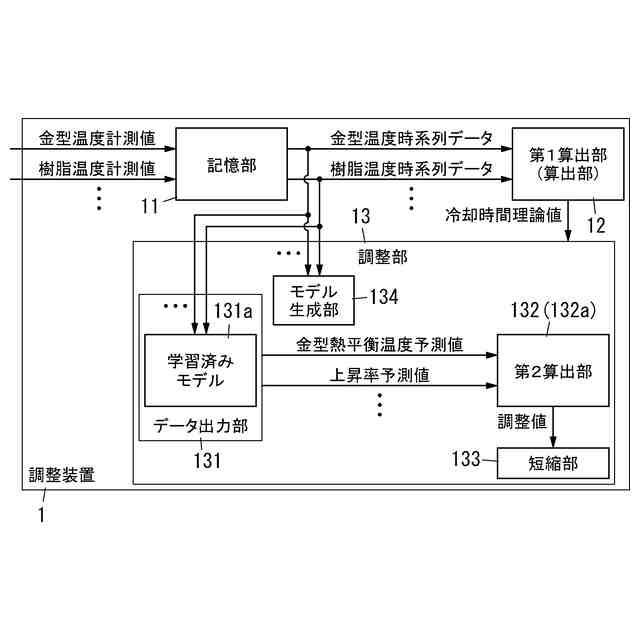
【解決手段】射出成形機は、金型を用いた樹脂の射出成形を予め定められた成形条件に基づく成形サイクルに従って反復的に実行する。計測システムは、射出成形の実行の度に、複数の物理量に対応する複数の計測値を出力する。調整装置1は、複数の物理量に対応する複数の計測値をそれぞれ時系列に記憶し、それにより生成される、複数の物理量に対応する複数の時系列データ、に基づいて成形条件の調整を行う。成形条件は、成形サイクルに含まれる冷却時間に関する冷却時間予定値を含む。調整装置1は、第1算出部12と調整部13とを備え、第1算出部12は、複数の時系列データと計算式とを用いて冷却時間理論値を算出する。調整部13は、冷却時間予定値が冷却時間理論値よりも閾値以上長いという可能条件が満たされた場合に、金型が熱平衡状態となる前の捨て打ち期間が短縮されるように成形条件を調整する。
【選択図】 図2
特許請求の範囲
【請求項1】
金型と、
前記金型を用いた樹脂の射出成形を予め定められた成形条件に基づく成形サイクルに従って反復的に実行する射出成形機と、
前記射出成形機が前記射出成形を実行する度に、前記射出成形に関する複数の物理量を計測し、前記複数の物理量に対応する複数の計測値を出力する計測システムと、
前記計測システムが出力する前記複数の計測値をそれぞれ時系列に記憶することにより生成される、前記複数の物理量に対応する複数の時系列データ、に少なくとも基づいて前記成形条件の調整を行う調整装置と、を備え、
前記成形サイクルは、前記射出成形機によって前記金型に前記樹脂が射出されてから、射出された前記樹脂が冷却されて前記金型から取り出し可能になるまでの冷却時間を含み、
前記成形条件は、前記冷却時間の予め定められた値である冷却時間予定値を含み、
前記調整装置は、
前記複数の時系列データと、計算式又は前記計算式と同等の情報と、を用いて、前記冷却時間の理論値である冷却時間理論値を算出する算出部と、
前記冷却時間予定値が前記冷却時間理論値よりも閾値以上長い、という可能条件が満たされた場合に、前記金型が熱平衡状態となる前の捨て打ち期間が短縮されるように前記成形条件を調整する調整部と、を備える、
射出成形システム。
続きを表示(約 3,400 文字)
【請求項2】
前記算出部は第1算出部であり、
前記複数の物理量は、前記金型の温度である金型温度、及び前記金型に射出される前記樹脂の温度である樹脂温度を含み、
前記複数の計測値は、前記金型温度に対応する金型温度計測値、及び前記樹脂温度に対応する樹脂温度計測値を含み、
前記複数の時系列データは、前記金型温度に対応する金型温度時系列データ、及び前記樹脂温度に対応する樹脂温度時系列データを含み、
前記閾値は第1閾値であり、
前記調整部は、
前記複数の時系列データが入力され、前記金型が熱平衡状態となったときの金型熱平衡温度の予測値である金型熱平衡温度予測値を含む複数の算出用データを出力する機械学習の学習済みモデル、を含むデータ出力部と、
前記金型温度計測値が前記金型熱平衡温度予測値より第2閾値以上低いという必要性条件が更に満たされた場合に、前記複数の算出用データを基に、前記金型温度の上昇率を高めるための前記成形条件に対する調整値、を算出する第2算出部と、
前記調整値を基に前記捨て打ち期間を短縮させる短縮部と、を更に備える、
請求項1に記載の射出成形システム。
【請求項3】
前記調整値は、前記冷却時間予定値に対する前記調整値である冷却時間調整値を含み、
前記短縮部は、前記冷却時間予定値を前記冷却時間調整値に基づいて短縮させる、
請求項2に記載の射出成形システム。
【請求項4】
前記計算式は、
前記金型温度計測値が代入される第1変数と、
前記樹脂温度計測値が代入される第2変数と、
前記金型に射出された前記樹脂が冷却されて前記金型から取り出し可能になるときの温度である取り出し可能温度、に対応する第1定数と、
前記射出成形による成形品の肉厚、並びに前記樹脂の熱拡散率、熱伝導率、比熱、密度、ガラス転移温度、結晶潜熱及び一時結晶化度、のうち少なくとも1つに対応する少なくとも1つの第2定数と、を含む、
請求項3に記載の射出成形システム。
【請求項5】
前記射出成形機は、
前記金型に射出される前記樹脂の計量のためのシリンダ及びスクリューと、
前記金型を冷却するための冷却水が流れる水管と、を有し、
前記複数の物理量は、
前記シリンダの温度であるシリンダ温度、
外気の温度である外気温、
前記スクリューの単位時間当たりの回転数であるスクリュー回転数、及び
前記水管を単位時間に流れる前記冷却水の流量である水管流量、のうち少なくとも1つの物理量を更に含み、
前記複数の計測値は、前記複数の物理量に対応する複数の計測値のうち、前記少なくとも1つの物理量に対応する少なくとも1つの計測値を更に含み、
前記複数の時系列データは、前記複数の物理量に対応する複数の時系列データのうち、前記少なくとも1つの物理量に対応する少なくとも1つの時系列データを更に含む、
請求項3に記載の射出成形システム。
【請求項6】
前記成形サイクルは、
前回の成形サイクルで計量された前記樹脂を前記金型に射出する射出工程、に対応する射出時間、
前記射出工程で前記金型に射出された前記樹脂を冷却する冷却工程、に対応する前記冷却時間、及び
前記冷却工程と並行して行われ、次回の成形サイクルで前記金型に射出される樹脂を計量する計量工程に対応する計量時間、を含み、
前記成形条件は、
前記射出時間の予め定められた値である射出時間予定値、及び
前記計量時間の予め定められた値である計量時間予定値、を更に含み、
前記調整値は、
前記射出時間予定値に対する射出時間調整値、及び
前記計量時間予定値に対する計量時間調整値、のうち少なくとも1つの調整値を更に含み、
前記短縮部は、前記射出時間予定値及び前記計量時間予定値のうち、前記少なくとも1つの調整値に対応する少なくとも1つの時間予定値、を更に短縮させる、
請求項5に記載の射出成形システム。
【請求項7】
前記成形サイクルは、
前回の成形サイクルで計量された前記樹脂を前記金型に射出する射出工程、に対応する射出時間、
前記射出工程で前記金型に射出された前記樹脂を冷却する冷却工程、に対応する前記冷却時間、
前記冷却工程と並行して行われ、次回の成形サイクルで前記金型に射出される樹脂を計量する計量工程に対応する計量時間、及び
前記冷却工程の後に行われ、前記射出成形による成形品を前記金型から取り出す取り出し工程、に対応する取り出し時間を含み、
前記成形条件は、
前記射出時間の予め定められた値である射出時間予定値、
前記計量時間の予め定められた値である計量時間予定値、及び
前記取り出し時間の予め定められた値である取り出し時間予定値、を更に含み、
前記射出工程は、
前記金型に前記樹脂を充填する充填工程、及び
前記金型に充填された前記樹脂を保圧しつつ冷却する保圧工程、を含み、
前記射出時間は、
前記充填工程に対応する充填時間、及び
前記保圧工程に対応する保圧時間、を含み、
前記射出時間予定値は、
前記充填時間の予め定められた値である充填時間予定値、及び
前記保圧時間の予め定められた値である保圧時間予定値、を含み、
前記冷却時間理論値は、前記充填工程で前記金型に充填された前記樹脂が、前記保圧工程で保圧されつつ冷却され始めてから、前記金型から取り出し可能になるときの温度である取り出し可能温度になるまでの時間であり、
前記冷却時間は、前記保圧時間を含み、
前記成形条件は、前記保圧時間に関する条件を更に含み、
前記調整値は、前記保圧時間予定値に対する前記調整値である保圧時間調整値を更に含み、
前記短縮部は、前記保圧時間調整値を基に、前記冷却時間に含まれる前記保圧時間を短縮させる、
請求項5又は6に記載の射出成形システム。
【請求項8】
前記短縮部は、前記冷却時間に含まれる前記保圧時間を短縮させ、かつ前記保圧時間を除いた前記冷却時間を更に短縮させる、
請求項7に記載の射出成形システム。
【請求項9】
前記複数の計測値は、前記スクリュー回転数に対応するスクリュー回転数計測値を更に含み、
前記複数の時系列データは、前記スクリュー回転数に対応するスクリュー回転数時系列データを更に含み、
前記複数の算出用データは、前記冷却時間に含まれる前記保圧時間を短縮させ、かつ前記保圧時間を除いた前記冷却時間を更に短縮させた場合、前記冷却工程の終了までに前記計量工程を終了させるための、前記スクリュー回転数の予測値であるスクリュー回転数予測値を更に含み、
前記成形条件は、前記計量時間に関する条件を更に含み、
前記調整値は、前記計量時間に対する調整値である計量時間調整値、を更に含み、
前記短縮部は、前記冷却時間に含まれる前記保圧時間を短縮させ、かつ前記保圧時間を除いた前記冷却時間を更に短縮させたことで、前記冷却工程の終了までに前記計量工程が終了しない場合、前記スクリュー回転数予測値を基に、前記冷却工程の終了までに前記計量工程が終了するように前記計量時間を短縮させる、
請求項8に記載の射出成形システム。
【請求項10】
前記複数の算出用データは、前記金型温度の上昇率予測値を更に含み、
前記調整値は、前記上昇率予測値に基づく上昇予測曲線を上昇目標曲線に沿わせつつ、前記冷却時間予定値を前記冷却時間調整値に基づいて短縮させる値である、
請求項9に記載の射出成形システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、射出成形システムに関し、より詳細には、金型を用いた樹脂の射出成形を反復的に実行する射出成形システムに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1には、金型の温度を計測し、計測した温度が目標温度に達するまでは、冷却媒体を金型に導かないようにして金型温度を急速に上昇させることで、量産開始時の捨てショット(金型温度が低いことによって、例えば、部分的な欠損、又は不均質等の不具合が発生した成形品)の数の低減を図る、金型温調装置が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2001-18275号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記金型温調装置では、金型温度を上昇させた場合、金型に射出された樹脂が冷却されて金型から取り出し可能な成形品になるまでの冷却時間が長くなり、ひいては、捨てショット(捨て打ち)が生じる捨て打ち期間が長くなる可能性があった。
【0005】
本開示の目的は、捨て打ち期間の短縮を図ることができる射出成形システムを提供することである。
【課題を解決するための手段】
【0006】
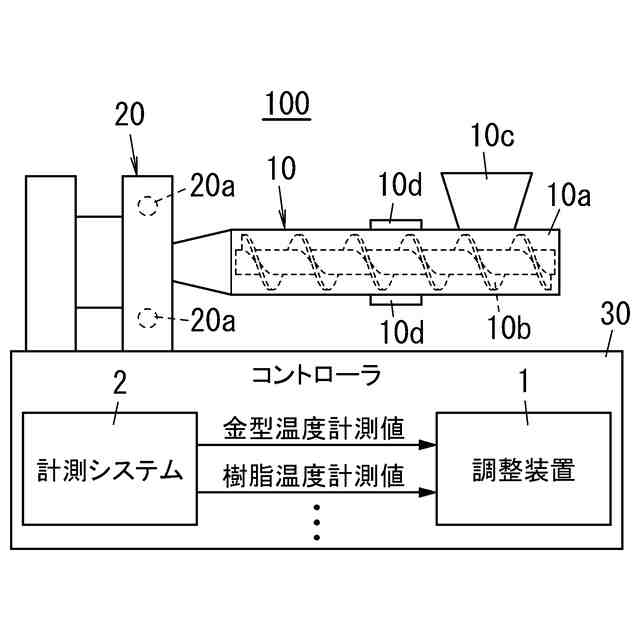
本開示の一態様に係る射出成形システムは、金型と射出成形機と計測システムと調整装置とを備える。前記射出成形機は、前記金型を用いた樹脂の射出成形を予め定められた成形条件に基づく成形サイクルに従って反復的に実行する。前記計測システムは、前記射出成形機が前記射出成形を実行する度に、前記射出成形に関する複数の物理量を計測し、前記複数の物理量に対応する複数の計測値を出力する。前記調整装置は、前記計測システムが出力する前記複数の計測値をそれぞれ時系列に記憶することにより生成される、前記複数の物理量に対応する複数の時系列データ、に少なくとも基づいて前記成形条件の調整を行う。前記成形サイクルは、冷却時間を含む。前記冷却時間は、前記射出成形機によって前記金型に前記樹脂が射出されてから、射出された前記樹脂が冷却されて前記金型から取り出し可能になるまでの時間である。前記成形条件は、冷却時間予定値を含む。前記冷却時間予定値は、前記冷却時間の予め定められた値である。前記調整装置は、算出部と調整部とを備える。前記算出部は、前記複数の時系列データと、計算式又は前記計算式と同等の情報と、を用いて、前記冷却時間の理論値である冷却時間理論値を算出する。前記調整部は、可能条件が満たされた場合に、捨て打ち期間が短縮されるように前記成形条件を調整する。前記可能条件は、前記冷却時間予定値が前記冷却時間理論値よりも閾値以上長い、という条件である。前記捨て打ち期間は、前記金型が熱平衡状態となる前の期間である。
【発明の効果】
【0007】
本開示の射出成形システムは、捨て打ち期間の短縮を図ることができるという効果がある。
【図面の簡単な説明】
【0008】
図1は、本開示の実施形態に係る射出成形システムの概念図である。
図2は、同上の射出成形システムを構成する調整装置のブロック図である。
図3は、同上の射出成形システムの動作を説明するフローチャートである。
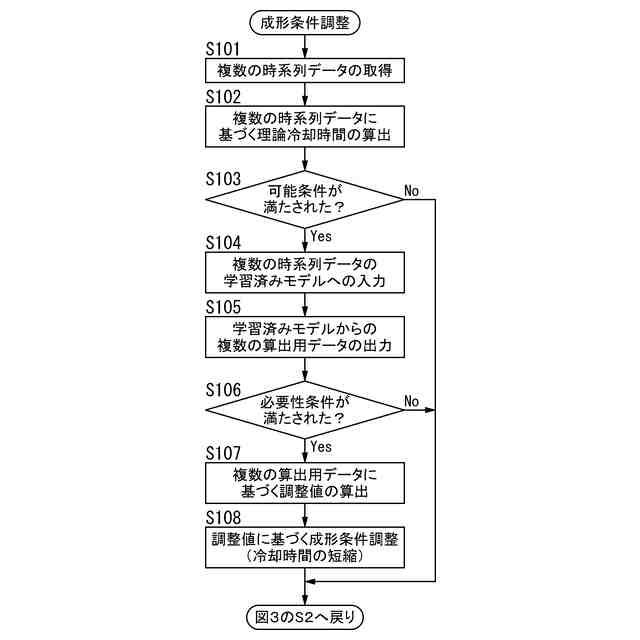
図4は、同上の調整装置による成形条件調整処理(成形サイクルに含まれる冷却時間の短縮)を説明するフローチャートである。
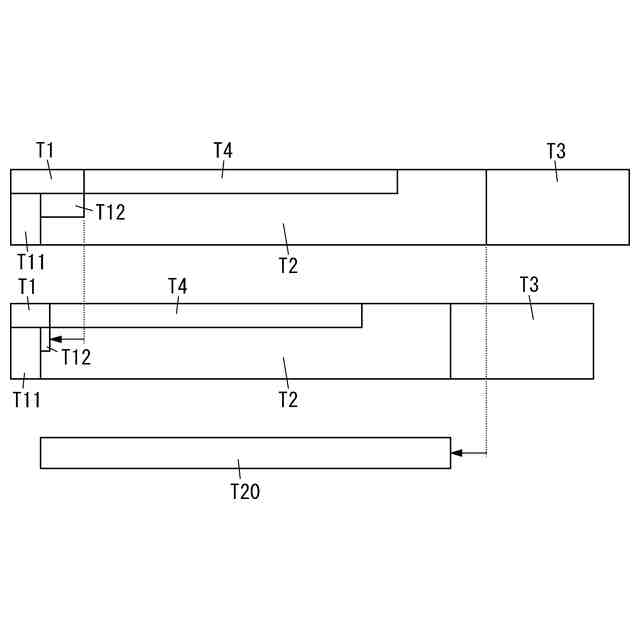
図5は、同上の成形条件調整処理による調整の一例(成形サイクルに含まれる、冷却しながら保圧を行う保圧時間、の短縮)を示す帯グラフである。
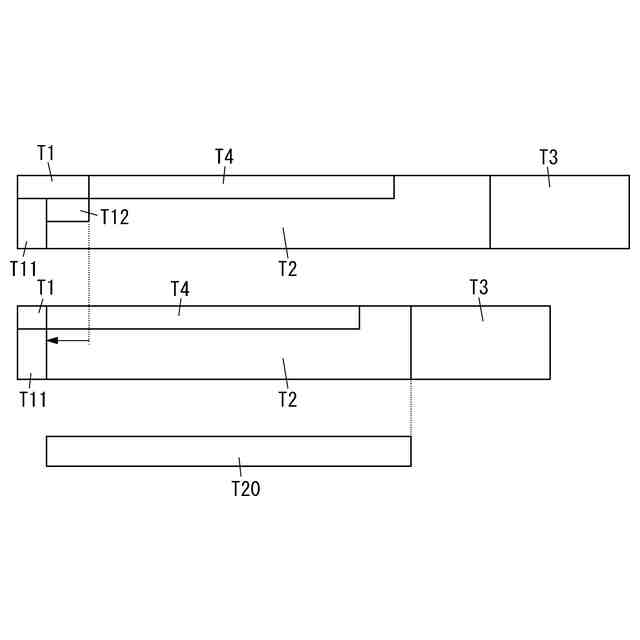
図6は、同上の調整の他の一例(成形サイクルに含まれる、同上の保圧時間及び非保圧で冷却を行う冷却時間、の短縮)を示す帯グラフである。
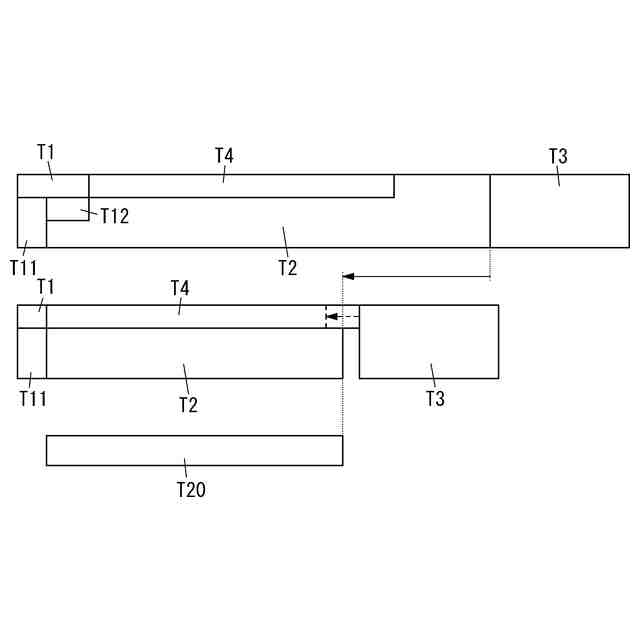
図7は、同上の調整のその他の一例(成形サイクルに含まれる、同上の保圧時間、同上の冷却時間及び計量時間、の短縮)を示す帯グラフである。
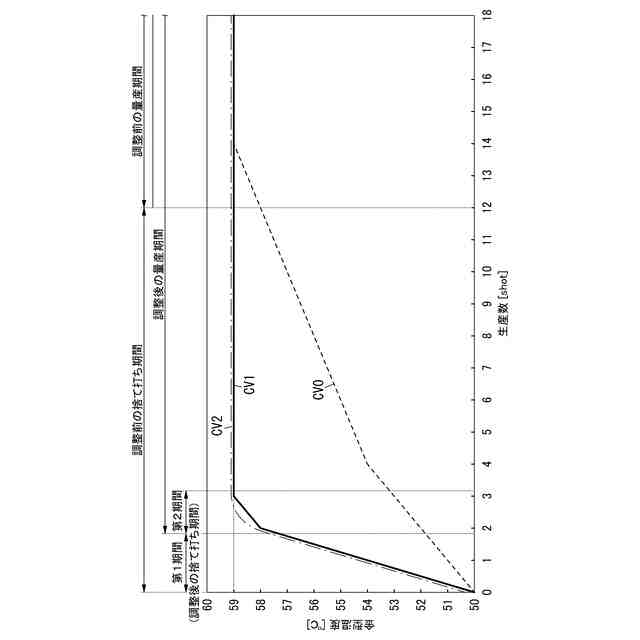
図8は、同上の調整の一例(成形サイクルに含まれる冷却時間を短縮しつつ上昇予測曲線を上昇目標曲線に近づける調整)を示すグラフである。
【発明を実施するための形態】
【0009】
以下の説明で挙げる各種の物理量、各種の計測器とその配置、各種の計測値、各種の時系列データ、及び計算式などは、いずれも例示であり、適宜変更され得る。
【0010】
(1)概要
本開示の実施形態に係る射出成形システム100は、図1に示すように、金型20と射出成形機10と計測システム2と調整装置1とを備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
溶融紡糸設備
7か月前
CKD株式会社
型用台車
1か月前
東レ株式会社
プリプレグテープ
4か月前
シーメット株式会社
光造形装置
1か月前
個人
射出ミキシングノズル
4か月前
株式会社日本製鋼所
押出機
4か月前
グンゼ株式会社
ピン
1か月前
個人
樹脂可塑化方法及び装置
23日前
株式会社FTS
ロッド
16日前
東レ株式会社
一体化成形品の製造方法
6か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社リコー
シート剥離装置
6か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社FTS
成形装置
1か月前
三菱自動車工業株式会社
予熱装置
4か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社リコー
画像形成システム
2か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社FTS
セパレータ
10日前
株式会社日本製鋼所
押出成形装置
4か月前
小林工業株式会社
振動溶着機
7か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
株式会社リコー
シート処理システム
6か月前
トヨタ自動車株式会社
真空成形装置
9か月前
KTX株式会社
シェル型の作製方法
7か月前
株式会社リコー
シート処理システム
5か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
トヨタ自動車株式会社
真空成形方法
8か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
日東工業株式会社
インサート成形機
2か月前
個人
ノズルおよび熱風溶接機
1か月前
東ソー株式会社
高純度薬品用容器の製造方法
7か月前
三菱ケミカル株式会社
複合物品の製造方法。
4か月前
株式会社日本製鋼所
射出成形機
7か月前
ヒロホー株式会社
搬送容器の製造方法
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































