TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025015956
公報種別
公開特許公報(A)
公開日
2025-01-31
出願番号
2023118899
出願日
2023-07-21
発明の名称
ワーク検出装置及び工作機械
出願人
シチズンマシナリー株式会社
代理人
弁護士法人クレオ国際法律特許事務所
主分類
B23B
15/00 20060101AFI20250124BHJP(工作機械;他に分類されない金属加工)
要約
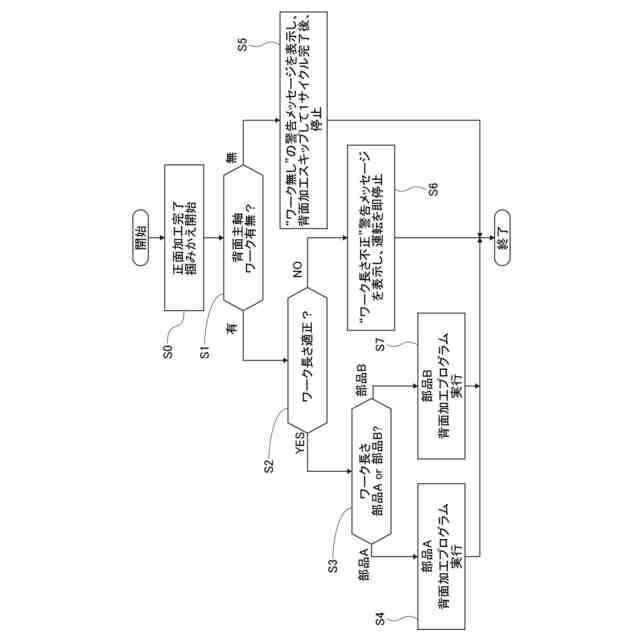
【課題】ワーク検出装置は、サーボ付きアクチュエータのトルク変動を用いずに、主軸へのワーク(ワークの有無、ワークの長さ)を検出する。
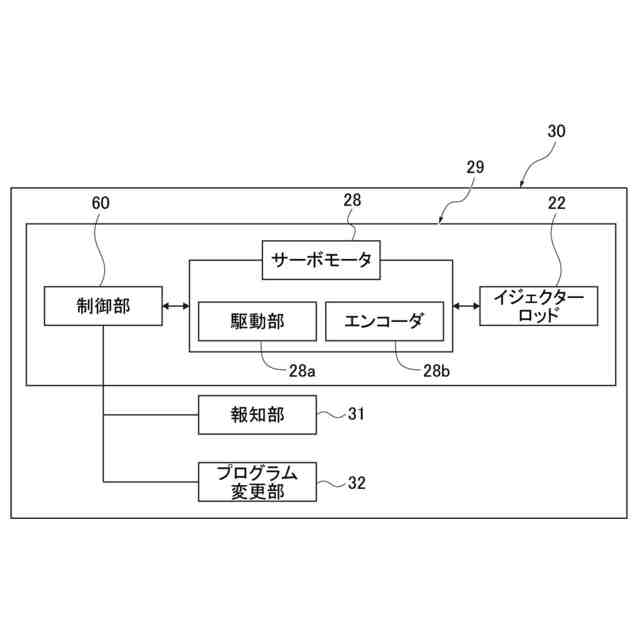
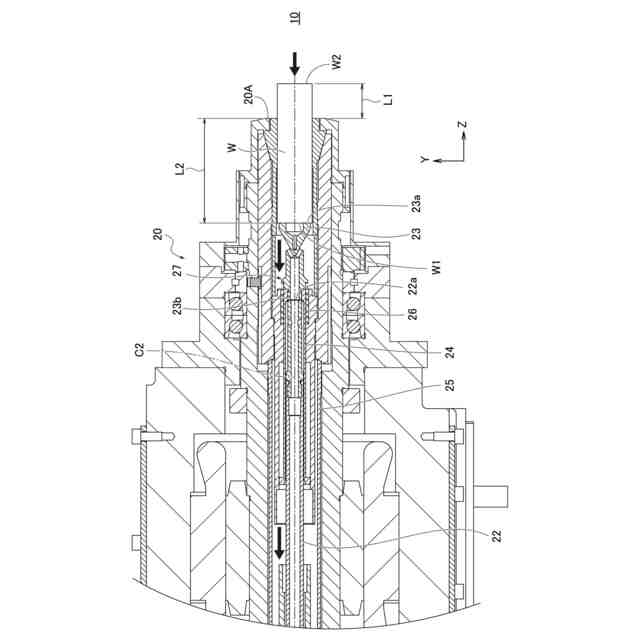
【解決手段】ワーク検出装置30は、ワークWを把持する背面主軸20の内部に配置され、背面主軸20の内部に挿入されたワークWを押圧して背面主軸20の外部に排出するように移動可能なイジェクターロッド22と、イジェクターロッド22を移動させる駆動部28a及び駆動部28aの動作を検出するエンコーダ28bを有するサーボモータ28と、エンコーダ28bの検出結果に基づいて駆動部28aを制御する制御部60とを備え、制御部60はイジェクターロッド22を待機位置に移動させ、エンコーダ28bはワークWが背面主軸20に挿入されてイジェクターロッド22を移動させたときの、イジェクターロッド22の移動を検出し、制御部60は移動に基づいてワークWの有無を算出する。
【選択図】図5
特許請求の範囲
【請求項1】
ワークを把持する主軸の内部に配置され、前記主軸の内部に挿入された前記ワークを押圧して、前記ワークを前記主軸の外部に排出するように前記主軸の軸方向に移動可能な移動体と、
前記移動体を移動させる駆動部、及び前記駆動部の動きを検出する検出部を有する駆動機構と、
前記検出部の検出結果に基づいて、前記駆動部を制御する制御部と、を備え、
前記制御部は、前記ワークが前記主軸に挿入される以前に、前記移動体を特定位置に予め移動させ、
前記検出部は、前記ワークが前記主軸に挿入されて前記ワークが前記移動体を移動させたときの、前記移動体の移動を検出し、
前記制御部は、前記移動に基づいて、前記主軸への前記ワークの供給状況を検出する、ワーク検出装置。
続きを表示(約 1,000 文字)
【請求項2】
前記検出部は、前記ワークが前記主軸に挿入されて前記ワークが前記移動体を移動させたときの、前記移動体の移動長さを検出し、
前記制御部は、前記移動長さに基づいて、前記供給状況として、前記主軸に供給された前記ワークの長さを検出する、請求項1に記載のワーク検出装置。
【請求項3】
前記制御部は、予め、前記主軸の先端面から前記特定位置までの挿入長さを記憶しているとともに、前記主軸の前記先端面から突出した、前記ワークの突出長さを取得し、前記挿入長さと前記突出長さに基づいて、前記ワークの長さを算出する、請求項2に記載のワーク検出装置。
【請求項4】
前記駆動機構がサーボモータである、請求項1に記載のワーク検出装置。
【請求項5】
前記制御部は、前記ワークが前記主軸に挿入される動作中は、前記サーボモータの励磁保持力を低下させる、請求項4に記載のワーク検出装置。
【請求項6】
前記制御部は、前記ワークが前記主軸に挿入される動作中に、前記ワークを検出しなかったとき、又は前記ワークの長さが適正でないと判定したときは、前記主軸の動作を停止する、請求項2に記載のワーク検出装置。
【請求項7】
前記ワークを検出しなかったこと又は前記ワークの長さが適正でないことを報知する報知部を備え、
前記制御部は、前記ワークが前記主軸に挿入される動作中に、前記ワークを検出しなかったとき、又は前記ワークの長さが適正でないと判定したときは、前記報知部が報知するように制御する、請求項6に記載のワーク検出装置。
【請求項8】
ワークが挿入されて前記ワークを把持する主軸と、
前記主軸に把持された前記ワークを加工する工具と、
前記主軸及び前記工具の動作を制御する制御装置と、
請求項1から7のうちいずれか1項に記載のワーク検出装置と、を備え、
前記ワーク検出装置の制御部は前記制御装置である、工作機械。
【請求項9】
前記制御装置は、前記ワークが前記主軸に挿入される動作中に、前記ワークを検出しなかったとき、又は前記ワークの長さが適正でないと判定したときは、前記主軸及び前記工具の動作を制御する加工プログラムを変更する、請求項8に記載の工作機械。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワーク検出装置及び工作機械に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
正面主軸で保持していたワークを背面主軸に受け渡し、背面主軸で保持した状態のワークに対して、加工を行うことがある。この場合、正面主軸から背面主軸に、ワークを適切に受け渡したか否か、を確認することが求められる。
【0003】
そこで、主軸にワークを供給するワーク供給手段と、ワーク供給手段が主軸にワークを供給した時のワーク供給手段の位置及び主軸の位置に基づいて、ワークの、主軸内への挿入長さを認識する認識手段と、を備えたものが提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2009-166165号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に提案された技術は、具体的には、認識手段がサーボ付きアクチュエータのトルク変動を検出することによって、ワークの挿入長さを認識するものである。
【0006】
本発明は上記事情に鑑みなされたものであって、主軸へのワークの供給状況(ワークの有無、ワークの長さ)を、サーボ付きアクチュエータのトルク変動を用いるのに比べて、精度よく検出することができるワーク検出装置及びワーク検出装置を備えた工作機械を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の第1は、ワークを把持する主軸の内部に配置され、前記主軸の内部に挿入された前記ワークを押圧して、前記ワークを前記主軸の外部に排出するように前記主軸の軸方向に移動可能な移動体と、前記移動体を移動させる駆動部、及び前記駆動部の動きを検出する検出部を有する駆動機構と、前記検出部の検出結果に基づいて、前記駆動部をフィードバック制御する制御部と、を備え、前記制御部は、前記ワークが前記主軸に挿入されるのに先立って、前記移動体を特定位置に移動させ、前記検出部は、前記ワークが前記主軸に挿入されて前記ワークが前記移動体を移動させたときの、前記移動体の移動長さを検出し、前記制御部は、前記移動長さに基づいて、前記ワークの長さを算出する、ワーク検出装置である。
【0008】
本発明の第2は、ワークが挿入されて前記ワークを把持する主軸と、前記主軸に把持された前記ワークを加工する工具と、前記主軸及び前記工具の動作を制御する制御装置と、本発明に係るワーク検出装置と、を備え、前記ワーク検出装置の制御部は前記制御装置である、工作機械である。
【発明の効果】
【0009】
本発明に係るワーク検出装置及び工作機械は、主軸へのワークの供給状況(ワークの有無、ワークの長さ)を、サーボ付きアクチュエータのトルク変動を用いるのに比べて、精度よく検出することができる。
【図面の簡単な説明】
【0010】
自動旋盤の主要な構成を模式的に示した平面図である。
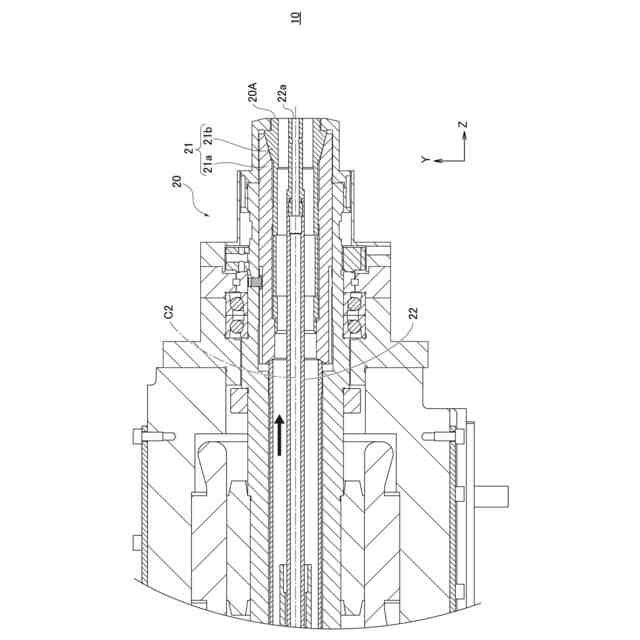
背面主軸の軸を含む鉛直面による断面を示す断面図であり、イジェクターロッドの前端面が、背面主軸の前端面に一致する待機位置に移動した状態を示す。
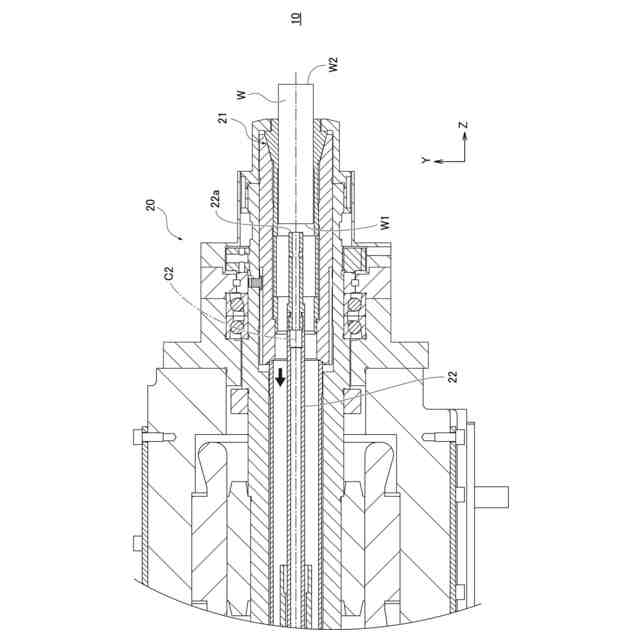
背面主軸の軸を含む鉛直面による断面を示す断面図であり、イジェクターロッドがワークに押されて後退した状態(把持位置)を示す。
背面主軸の軸を含む鉛直面による断面を示す断面図であり、イジェクターロッドの前端面がワークの挿入側前端面から離れた退避位置に移動した状態を示す。
ワーク排出装置及びワーク検出装置の構成を示すブロック図である。
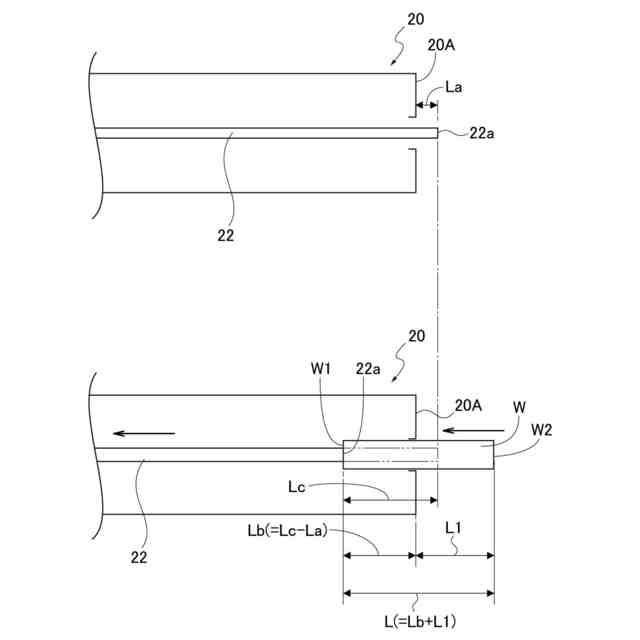
イジェクターロッドが既知の特定位置を待機位置とした一例を示す模式図である。
自動旋盤の動作の流れの一例を示すフローチャートである。
背面主軸の軸を含む鉛直面による断面を示す断面図であり、ノックアウト治具の前端面が、背面主軸の前端面から突出した待機位置に移動した状態を示す。
背面主軸の軸を含む鉛直面による断面を示す断面図であり、ノックアウト治具がワークに押されて後退した状態(把持位置)を示す。
背面主軸の軸を含む鉛直面による断面を示す断面図であり、イジェクターロッドの前端面がノックアウト治具の先端受部の後端面から離れた退避位置に移動した状態を示す。
【発明を実施するための形態】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
25日前
日東精工株式会社
組み付け装置
3か月前
個人
複合金属回転式ホーン
25日前
有限会社津谷工業
切削工具
2か月前
株式会社FUJI
工作機械
26日前
株式会社ダイヘン
積層造形溶接方法
3日前
株式会社不二越
タップ
3か月前
株式会社ナベヤ
締結装置
3日前
株式会社ダイヘン
アーク溶接制御方法
3か月前
トヨタ自動車株式会社
取付装置
25日前
株式会社ツガミ
工作機械
24日前
ダイハツ工業株式会社
冷却構造
3か月前
トヨタ自動車株式会社
積層コア
1か月前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
検査方法
1か月前
株式会社トーキン
溶接用トーチ
1か月前
株式会社不二越
歯車加工機
2か月前
株式会社不二越
歯車研削盤
2か月前
株式会社オーエム製作所
工作機械
1か月前
株式会社不二越
歯車研削盤
11日前
株式会社メドメタレックス
ドリル
1か月前
株式会社メタルクリエイト
切削装置
3か月前
株式会社ダイヘン
溶接トーチ
24日前
株式会社関本管工
エルボ管保持装置
1か月前
株式会社ヤマダスポット
抵抗溶接機
2か月前
株式会社浪速試錐工業所
防風カバー
2か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社FUJI
自動化用パレット
2か月前
サムテック株式会社
加工物製造方法
1か月前
トヨタ自動車株式会社
位相測定方法
1か月前
株式会社ダイヘン
溶接トーチ
24日前
住友重機械工業株式会社
レーザ装置
2か月前
工機ホールディングス株式会社
作業機
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
3か月前
トヨタ自動車株式会社
銅線の接合方法
3日前
株式会社ダイヘン
パルスアーク溶接制御方法
3か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ


































