TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025015929
公報種別
公開特許公報(A)
公開日
2025-01-31
出願番号
2023118847
出願日
2023-07-21
発明の名称
歯車の製造方法
出願人
有限会社飯田製作所
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
F16H
55/06 20060101AFI20250124BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
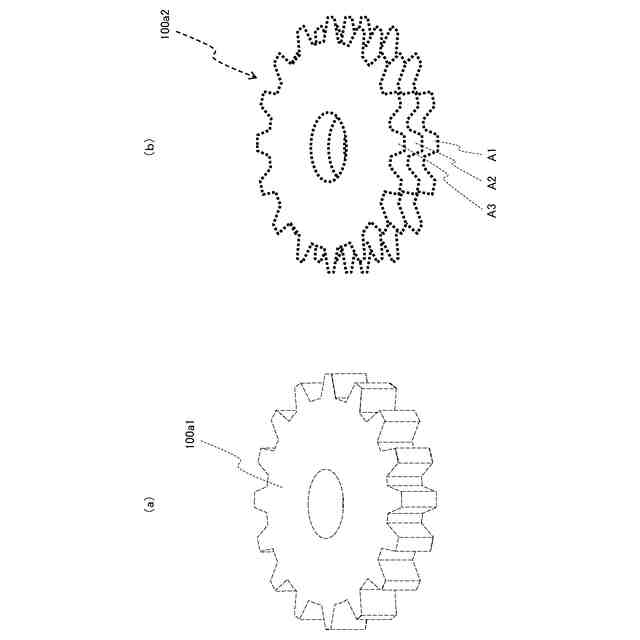
【課題】本発明の課題は、本体部と外周側の歯部とが一体に形成された、従来のものに比べて軽量な歯車を、強化繊維の損傷を招くことなく製造することができる歯車の製造方法を得ること、あるいは強化繊維を用いずに強度の低下を抑えつつ加工精度を保持して製造できる歯車の製造方法を得ること。
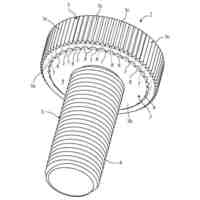
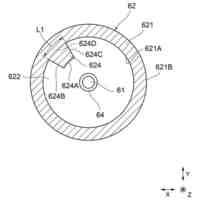
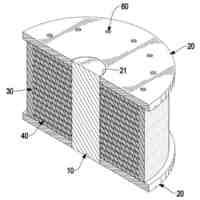
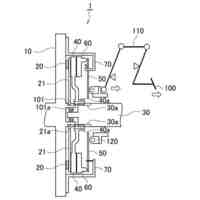
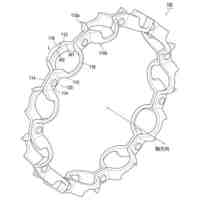
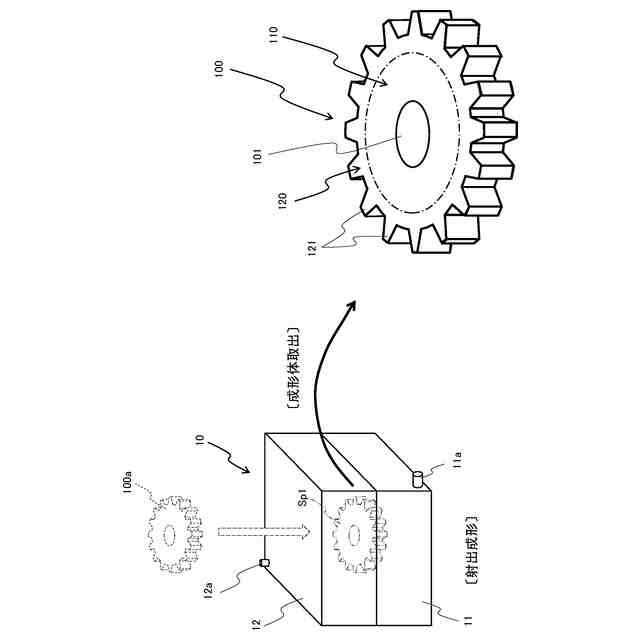
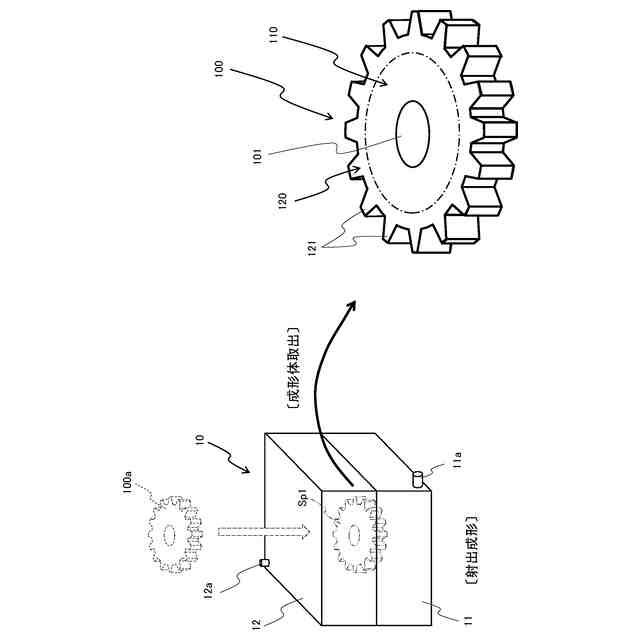
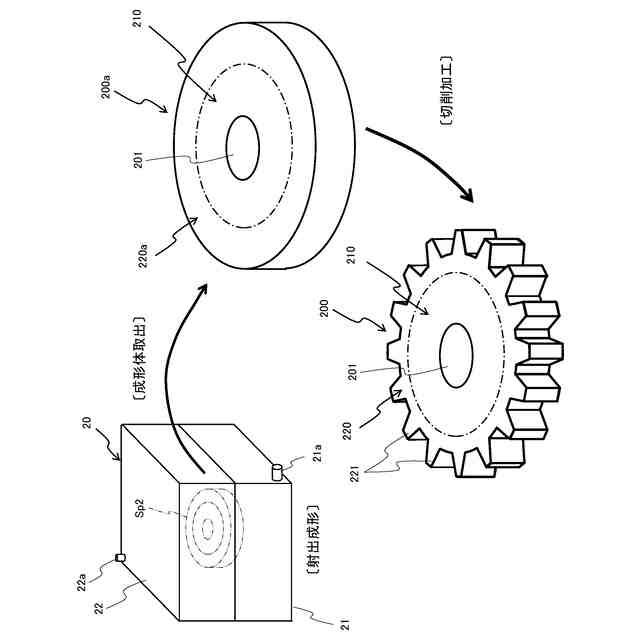
【解決手段】本発明は、歯車100を製造する方法であって、歯車は、回転軸体が結合される本体部110と、本体部の外周に設けられた複数の歯を含む歯部120とを備え、方法は、樹脂の射出成形により本体部と歯部とをこれらが強化繊維を含むように一体成形する成形工程を含むもの、あるいは強化繊維を用いないでフィラーを含む樹脂の射出成形により本体部とその外周側のリング状外周部とを含む円板部材を形成する成形工程と、成形工程で成形されたリング状外周部に切削加工を施して歯部を構成する複数の歯を形成する切削工程を含むものである。
【選択図】図1
特許請求の範囲
【請求項1】
歯車を製造する方法であって、
前記歯車は、
回転軸体が結合される本体部と、
前記本体部の外周に設けられた複数の歯を含む歯部と
を備え、
前記方法は、
樹脂の射出成形により前記本体部と前記歯部とをこれらが強化繊維を含むように一体成形する工程
を含む、歯車の製造方法。
続きを表示(約 250 文字)
【請求項2】
歯車を製造する方法であって、
前記歯車は、
回転軸体が結合される本体部と、
前記本体部の外周に設けられた複数の歯を含む歯部と
を備え、
前記方法は、
強化繊維を用いないでフィラーを含む樹脂の射出成形により前記本体部と前記本体部の外周側に位置するリング状外周部とを含む円板部材を形成する工程と、
前記円板部材の前記リング状外周部に切削加工を施して、前記歯部を構成する複数の歯を形成する切削工程と
を含む、歯車の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂製の歯車の製造方法に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
歯車は、種々の機械装置で用いられており、例えば、自動車用部品の電動パワーステアリング装置においては、操舵補助用の電動モータの回転を、減速機を介して減速するとともに出力(回転力)を増幅して転舵機構に伝えることで、運転者の操作による転舵機構の動作をトルクアシストしている。
【0003】
減速機としては通常、互いに噛み合うウォームとウォームホイールとを備えたものが用いられる。このウォームホイールは、例えば、鉄製のスリーブの外周に円環状の樹脂部材を射出成形(インサート成形)等によって形成し、その後、樹脂部材の外周に切削加工等によって歯を形成して製造するのが一般的である。
【0004】
ここで、樹脂部材は、例えば、ポリアミド(PA6、PA66、PA46等)や芳香族ポリアミド、ポリアセタール、PEEK、PPSなどによって形成される。
【0005】
しかし、近年の環境負荷軽減の要求に基づいて自動車用部品のさらなる軽量化が求められるようになってきており、電動パワーステアリング装置においてはウォームホイールの鉄製スリーブの占める重量比が大きいため、かかる心金(鉄製スリーブ)を含むウォームホイールの全体を、必要強度および剛性を保持した上で軽量化することが必要とされる。
【0006】
近年、軽量でしかも高強度、高剛性な樹脂材料である繊維強化複合材の自動車用部品への適用が進んでいる。
【0007】
繊維強化複合材としては、例えば強化繊維として炭素繊維を用い、樹脂に熱硬化性樹脂を使用したCFRP材(Carbon Fiber Reinforced Plastics)や、あるいは樹脂に熱可塑性樹脂を使用したCFRTP材(Carbon Fiber Reinforced Thermo Plastics)等が挙げられる。
【0008】
かかる繊維強化複合材を適用してウォームホイール等の歯車を軽量化するためには、例えば、下記の方法が考えられる。
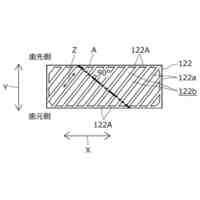
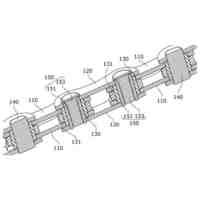
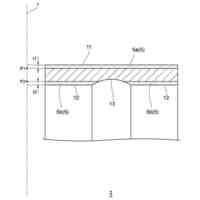
(1)1つの方法は、プリプレグ(つまり、強化繊維のシートに熱硬化性樹脂を含浸させた中間材料)を円環状に巻き付けたのち熱硬化性樹脂を硬化反応させるシートワインディング成形によって、繊維強化複合材からなり歯車の全体形状に対応した円板状の成形体を作製したのち、その外周を切削加工等して歯を形成するという方法である。ここで、円板状の成形体は、内周側の本体部と外周側の歯部とで構成されている。
(2)もう1つの方法は、上記シートワインディング成形によって繊維強化複合材からなるスリーブ(内周側の本体部)を作製したのち、従来同様にこのスリーブの外周に円環状の樹脂部材(外周側の歯部)をインサート成形等によって形成し、さらにインサート成型された樹脂部材の外周を切削加工等して歯を形成するという方法である(特許文献1等)。
【先行技術文献】
【特許文献】
【0009】
特開2001-304379号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
ところが(1)の方法では、切削加工によって歯を形成する際に連続した強化繊維が切断されたり、樹脂と強化繊維が剥離したりして強化繊維の損傷部分が破壊源となって歯車の耐衝撃性や機械的強度が低下するといった問題がある。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
トーションバー
9日前
個人
ボルトナットセット
23日前
株式会社三協丸筒
枠体
16日前
カヤバ株式会社
緩衝器
1か月前
株式会社不二工機
電動弁
12日前
日東精工株式会社
樹脂被覆ねじ
1か月前
個人
固着具と固着具の固定方法
5日前
日東精工株式会社
座金組込みねじ
1か月前
AWJ株式会社
配管支持具
1か月前
個人
ロープセット及びロープ
5日前
株式会社テイエルブイ
圧力調整装置
4日前
川崎重工業株式会社
リリーフ弁
12日前
NOK株式会社
密封装置
27日前
個人
無給電動力伝達装置
1か月前
株式会社フジテクノ
流量制御弁
12日前
トヨタ自動車株式会社
固定方法
16日前
未来工業株式会社
棒状体挟持具
17日前
株式会社鷺宮製作所
電動弁
13日前
株式会社タカミヤ
クランプ
3日前
株式会社鷺宮製作所
電動弁
13日前
NOK株式会社
圧力調整弁
4日前
株式会社フクハラ
ドレン排出装置
10日前
株式会社タカギ
湯水混合栓
1か月前
個人
防振ベアリング
6日前
株式会社オースタイル
盗難防止装置
6日前
NTN株式会社
玉軸受
19日前
日産自動車株式会社
ギア構造
18日前
カヤバ株式会社
バルブおよび緩衝器
10日前
株式会社SUBARU
クラッチ装置
26日前
THK株式会社
運動案内装置
1か月前
株式会社不二越
金属製保持器
3日前
株式会社不二越
金属製保持器
3日前
カヤバ株式会社
バルブおよび緩衝器
5日前
第一工業株式会社
2部材の連結構造
1か月前
株式会社椿本チエイン
チェーン
1か月前
ミネベアミツミ株式会社
玉軸受
19日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ