TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025015918
公報種別
公開特許公報(A)
公開日
2025-01-31
出願番号
2023118819
出願日
2023-07-21
発明の名称
押出成形装置
出願人
アクスモールディング株式会社
代理人
個人
,
個人
主分類
B29C
48/31 20190101AFI20250124BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】Tダイ法により樹脂フィルムを成形する押出成形装置であって、樹脂フィルムの膜厚を容易に調節することができる押出成形装置を提供する。
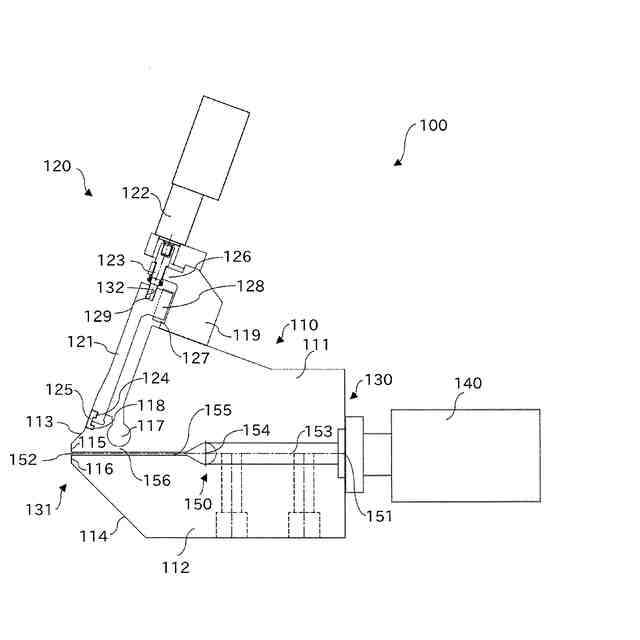
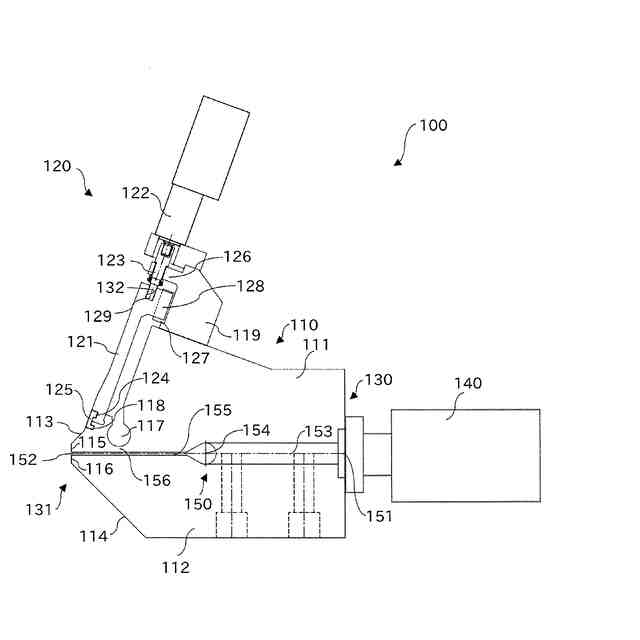
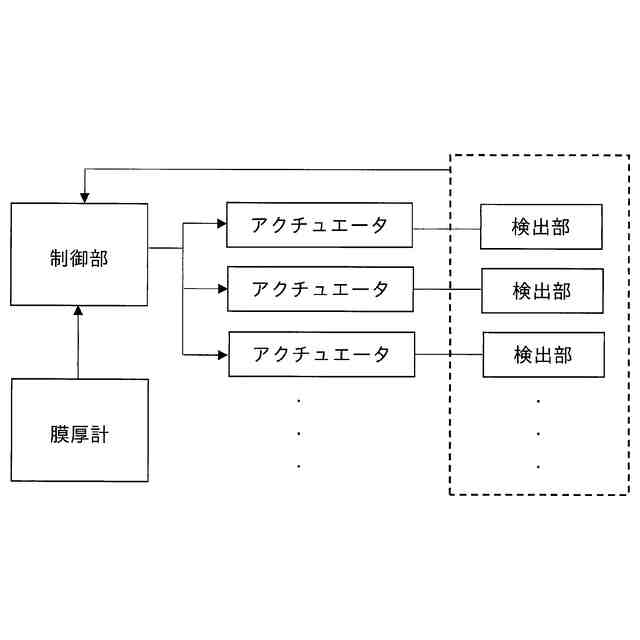
【解決手段】第一ブロックの可動リップ115と第二ブロックの固定リップ116が対向して形成されるリップ開口152から溶融樹脂を吐出してフィルム状に成形する押出成形装置であって、先端が可動リップに固定されると共に第一ブロックに設けられた複数のスタッド121と、モータの回転運動によりスタッドを進退させることができる複数のアクチュエータ122と、各アクチュエータに含まれるモータの稼働状況を検出する複数の検出部と、各アクチュエータに対応したスタッドを進退させる制御部と、を備え、制御部は、特定の第一スタッドを進退させる場合に、検出部の検出結果に応じて特定の第一スタッドに隣接する第二スタッドに対する補正制御量を生成し、補正制御量に基づいて第二スタッドを進退させる。
【選択図】図2
特許請求の範囲
【請求項1】
第一ブロックと第二ブロックが対向することより押出された溶融樹脂の流路が形成され、前記第一ブロックの可動リップと前記第二ブロックの固定リップが対向して形成されるリップ開口から前記溶融樹脂を吐出してフィルム状に成形する押出成形装置であって、
先端が前記可動リップに固定されると共に前記リップ開口の長さ方向に並べて前記第一ブロックに設けられた複数のスタッドと、
各スタッドに接続され、モータを備えると共に前記モータの回転運動により前記スタッドを進退させることができる複数のアクチュエータと、
各アクチュエータに含まれるモータの稼働状況を検出する複数の検出部と、
各アクチュエータを制御し、各アクチュエータに対応した前記スタッドを進退させると共に前記検出部から前記稼働状況を受け取る制御部と、
を備え、
前記制御部は、前記アクチュエータによって特定の第一スタッドを進退させる場合に、前記特定の第一スタッドに関する前記稼働状況に応じて前記特定の第一スタッドに隣接する第二スタッドに対する補正制御量を生成し、前記補正制御量に基づいて前記第二スタッドを進退させることを特徴とする押出成形装置。
続きを表示(約 530 文字)
【請求項2】
前記稼働状況は、前記モータのトルクであることを特徴とする請求項1記載の押出成形装置。
【請求項3】
前記制御部は、前記検出部から前記特定の第一スタッドにかかるモータのトルクの値を受信し、前記トルクの値と予め設定されたトルクの閾値との比較結果に基づいて前記補正制御量を生成した後に、前記第二スタッドを進退させることを特徴とする請求項2記載の押出成形装置。
【請求項4】
前記稼働状況は、前記モータの回転量であることを特徴とする請求項1又は2記載の押出成形装置。
【請求項5】
前記第二スタッドの進退する量は、前記第一スタッドの進退する量よりも小さいことを特徴とする請求項1記載の押出成形装置。
【請求項6】
前記制御部は、前記第二スタッドに対する補正制御量の生成に連動して、前記第二スタッドに隣接する第三スタッドの補正制御量を生成し、当該補正制御量に基づいて前記第三スタッドを進退させることを特徴とする請求項1記載の押出成形装置。
【請求項7】
前記制御部は、前記溶融樹脂の粘度に応じて前記モータに対する制御量を変化させることを特徴とする請求項1記載の押出成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、押出成形装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
加熱した溶融樹脂をフィルム状に成形するものとしてTダイを用いた押出成形装置が知られている。押出成形装置は、押出機から供給された溶融樹脂をTダイのリップ開口から吐出して樹脂フィルムを成形するものである(例えば、特許文献1)。押出成形装置は前記リップ開口の幅を調整することで樹脂フィルムの膜厚の均一化を図っている。
【0003】
リップ開口の幅は、当該リップ開口の長手方向に沿って並べて設けられたヒートボルトによって調節することができる。ヒートボルトは、ヒータを内蔵した金属製のロッドであって、当該ヒータの加熱によって熱膨張することにより前記リップ開口の幅を変更できるものである。押出成形装置は、各ヒータに対する通電量を個別に制御することによって、各ヒートボルトの膨張量を調節することができる。これにより、前記リップ開口の幅をヒートボルト単位で局所的に調節することができる。リップ開口の幅の調節は、当該リップ開口から吐出して成形した樹脂フィルムの膜厚を測定し、この測定結果から各ヒートボルトの膨張量を変更することにより行われる。
【先行技術文献】
【特許文献】
【0004】
特開2013-052574
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、ヒートボルトの膨張量を調節する際には、ヒータに対する通電量の変更の他、気温、溶融樹脂の粘性等の要素やヒータに対する通電量を変化させた後にヒートボルトが所望の温度に変化するまでの応答性も考慮する必要がある。そのため、樹脂フィルムの膜厚の均一化作業は技術者の経験則やノウハウによって精度が保たれているものであり、熟練の技術者であっても膜厚の均一化には時間を要していた。したがって、Tダイ法に用いる押出成形装置において樹脂フィルムの膜厚の調節作業を容易にし、熟練者の作業時間の短縮や未経験者等による作業を可能とすることが求められていた。
【課題を解決するための手段】
【0006】
本発明はこのような課題に鑑みなされたものであり、その目的とするところは、Tダイ法により樹脂フィルムを成形する押出成形装置であって、樹脂フィルムの膜厚を容易に調節することができる押出成形装置を提供することにある。
【0007】
すなわち、本発明は、第一ブロックと第二ブロックが対向することより押出された溶融樹脂の流路が形成され、前記第一ブロックの可動リップと前記第二ブロックの固定リップが対向して形成されるリップ開口から前記溶融樹脂を吐出してフィルム状に成形する押出成形装置であって、先端が前記可動リップに固定されると共に前記リップ開口の長さ方向に並べて前記第一ブロックに設けられた複数のスタッドと、各スタッドに接続され、モータを備えると共に前記モータの回転運動により前記スタッドを進退させることができる複数のアクチュエータと、各アクチュエータに含まれるモータの稼働状況を検出する複数の検出部と、各アクチュエータを制御し、各アクチュエータに対応した前記スタッドを進退させる制御部と、を備え、前記制御部は、前記アクチュエータによって特定の第一スタッドを進退させる場合に、前記検出部の検出結果に応じて前記特定の第一スタッドに隣接する第二スタッドに対する補正制御量を生成し、前記補正制御量に基づいて前記第二スタッドを進退させることを特徴とする。
【発明の効果】
【0008】
本発明の押出成形装置によれば、アクチュエータによって特定の第一スタッドを進退させる場合に、検出によるフィードバック情報に基づいて、前記第一スタッドに隣接する第二スタッドに対する補正制御量を生成することができる。制御部は、この補正制御量に基づいて第二スタッドを進退させることができる。そのため、押出成形装置100は、第一スタッドに隣接する第二スタッドを前記第一スタッドのモータの稼働状況に応じて適切な量だけ進退させることができるため、スタッド121同士の間隔を狭くした押出成形装置であっても、モータに対する負荷を軽減しつつ前記第一スタッド121aを正常に動作させることができる。したがって、押出成形装置100は、前記リップ開口152の幅を容易に調整することができ、樹脂フィルムの膜厚調整を容易にすることができる。
【図面の簡単な説明】
【0009】
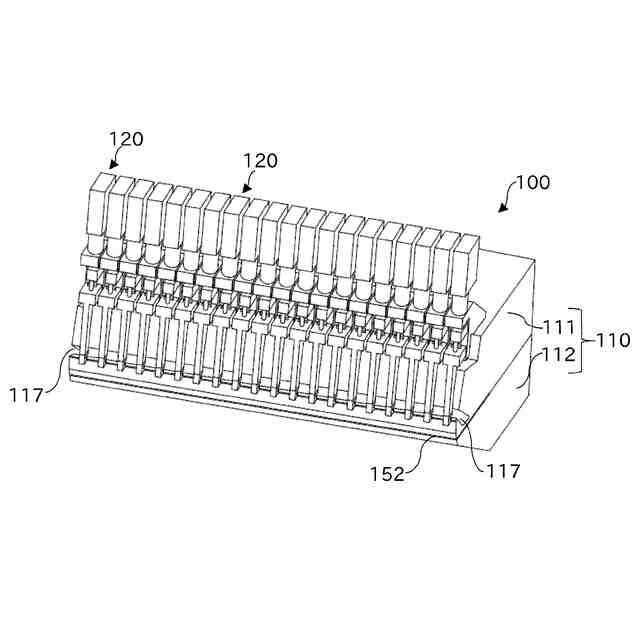
本発明の一実施形態にかかる押出成形装置の斜視図である。
本発明の一実施形態にかかる押出成形装置を側面から観察した際の断面図である。
本発明の一実施形態にかかる押出成形装置の制御系を示すブロック図である。
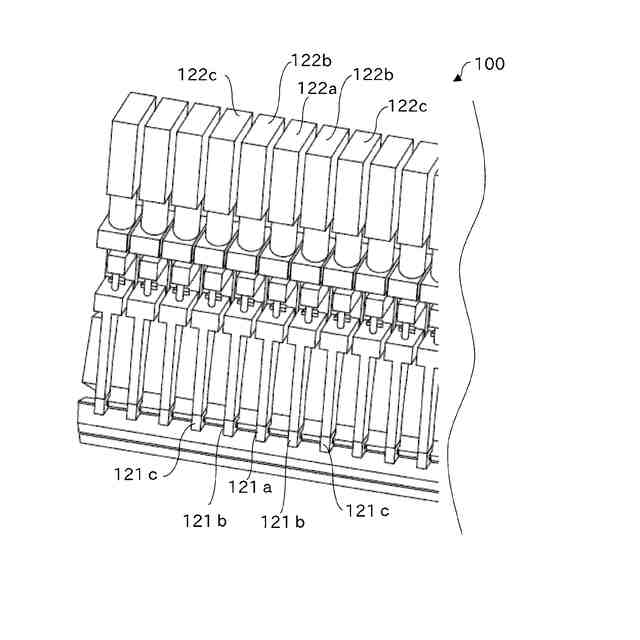
本発明の一実施形態にかかる押出成形装置の一部を拡大した斜視図である。
【発明を実施するための形態】
【0010】
以下、添付図面を用いて本発明の押出成形装置を詳細に説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
9か月前
東レ株式会社
吹出しノズル
4か月前
東レ株式会社
プリプレグテープ
6か月前
シーメット株式会社
光造形装置
3か月前
CKD株式会社
型用台車
3か月前
東レ株式会社
フィルムの製造方法
20日前
個人
射出ミキシングノズル
6か月前
グンゼ株式会社
ピン
3か月前
株式会社日本製鋼所
押出機
6か月前
個人
樹脂可塑化方法及び装置
2か月前
株式会社FTS
ロッド
2か月前
帝人株式会社
成形体の製造方法
9か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社リコー
シート剥離装置
8か月前
株式会社シロハチ
真空チャンバ
5か月前
株式会社FTS
成形装置
3か月前
東レ株式会社
一体化成形品の製造方法
8か月前
株式会社リコー
画像形成システム
4か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社神戸製鋼所
混練機
1か月前
株式会社FTS
セパレータ
2か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社不二越
射出成形機
8日前
三菱自動車工業株式会社
予熱装置
6か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社不二越
射出成形機
2日前
株式会社不二越
射出成形機
3日前
株式会社リコー
シート処理システム
8か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
個人
ノズルおよび熱風溶接機
3か月前
日東工業株式会社
インサート成形機
4か月前
KTX株式会社
シェル型の作製方法
9か月前
トヨタ自動車株式会社
真空成形方法
10か月前
株式会社リコー
シート処理システム
7か月前
トヨタ自動車株式会社
真空成形装置
11か月前
小林工業株式会社
振動溶着機
9か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































