TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025015819
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2024202897,2021056086
出願日
2024-11-21,2021-03-29
発明の名称
加熱筒交換治具および竪型射出成形機の加熱筒交換方法
出願人
東洋機械金属株式会社
代理人
弁理士法人オーパス国際特許事務所
主分類
B29C
45/17 20060101AFI20250123BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】人手での作業が可能で加熱筒の損傷を抑制できる加熱筒交換治具、および、加熱筒交換治具を使用した加熱筒交換方法を提供する。
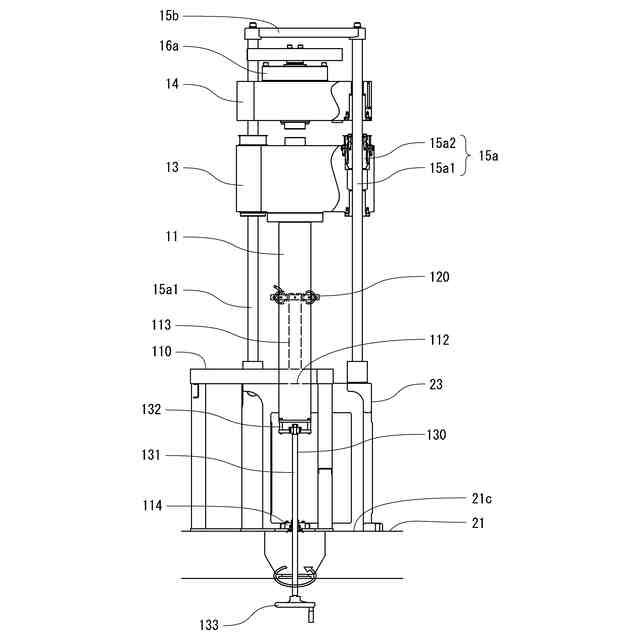
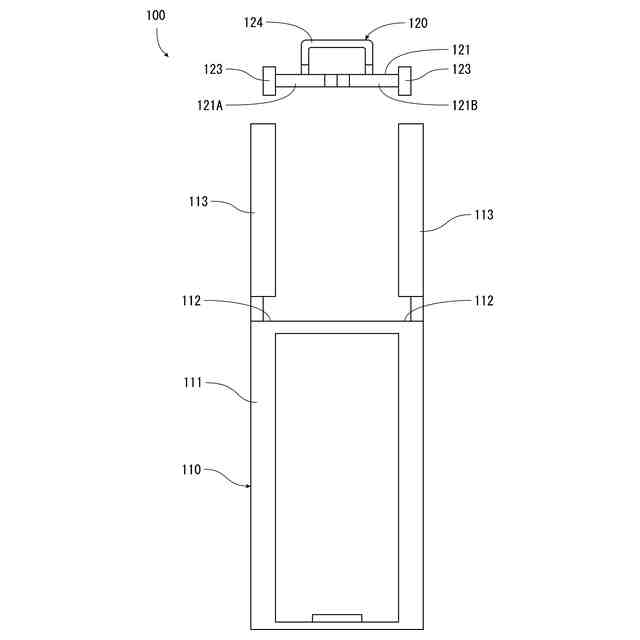
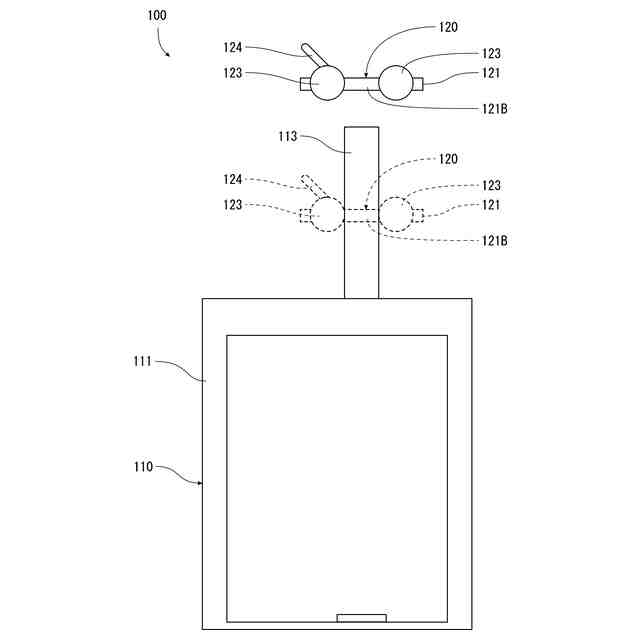
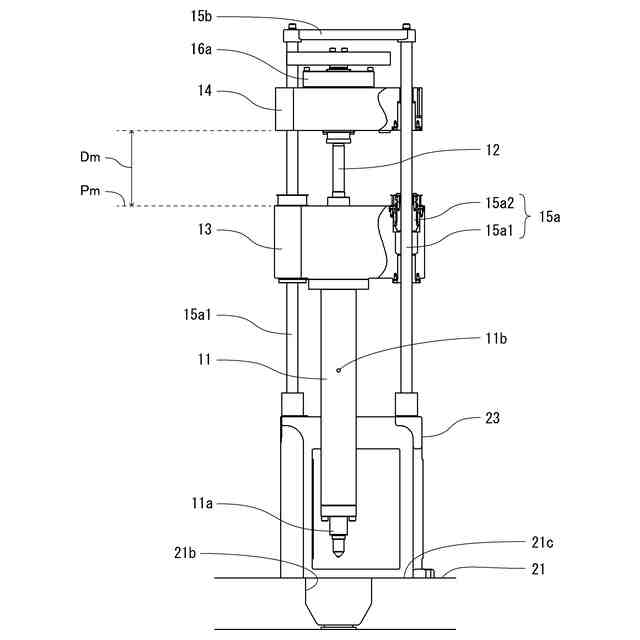
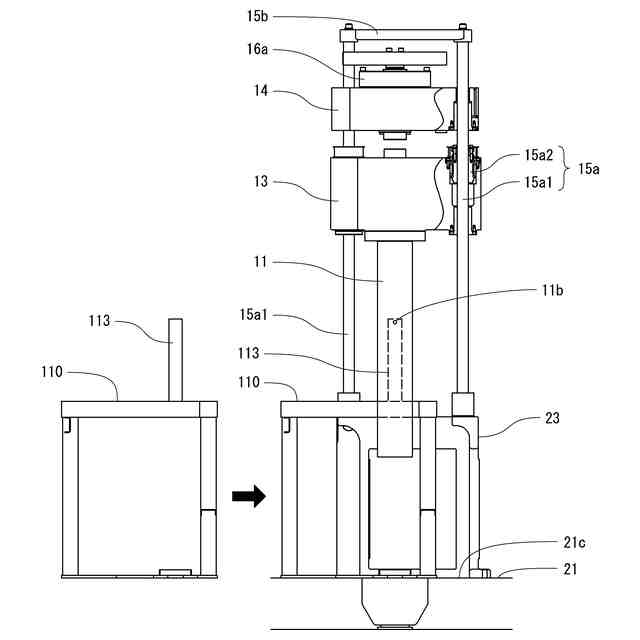
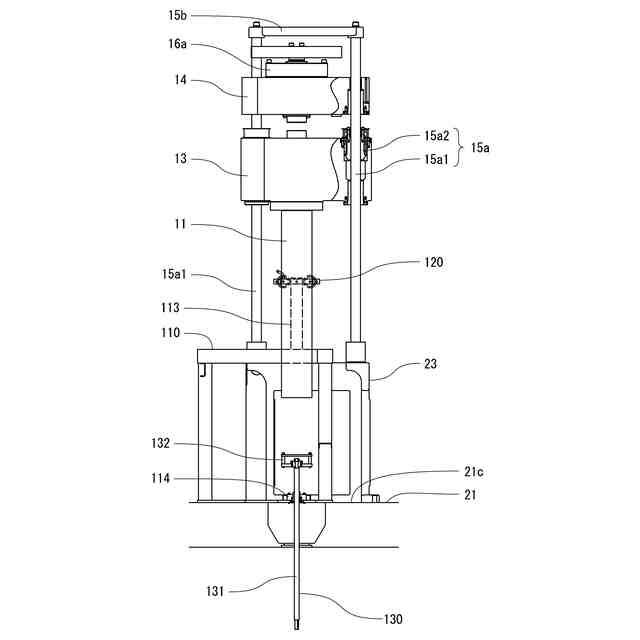
【解決手段】加熱筒交換治具は、竪型射出成形機の加熱筒保持プレート13の下方に配置されるフレーム110と、加熱筒11に取り付けられ、フレーム110に水平に設けられた移動用レーン112上をスライド移動可能に構成されたスライダ120と、加熱筒11を上下方向に移動させる昇降部材130と、を有する。昇降部材130が、フレーム110にねじ構造によって取り付けられたシャフト131と、シャフト131の上端部に取り付けられたテーブル132と、を有し、シャフト131を軸周りに回転させることによってテーブル132が上下方向に移動するように構成されている。
【選択図】図10
特許請求の範囲
【請求項1】
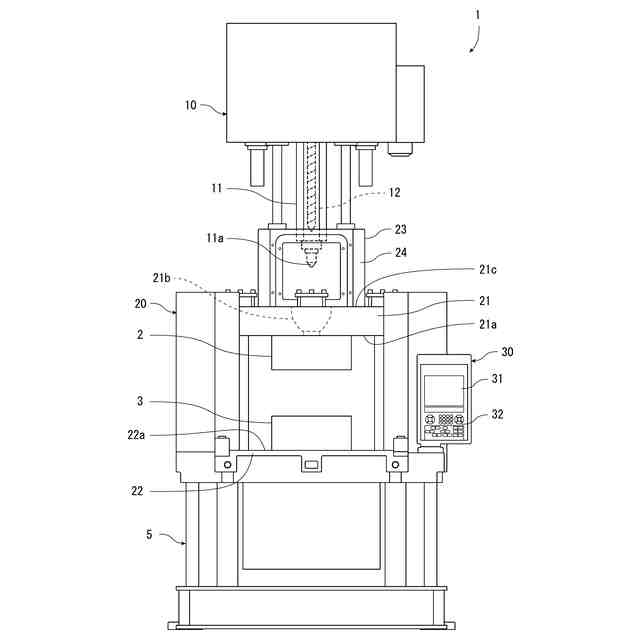
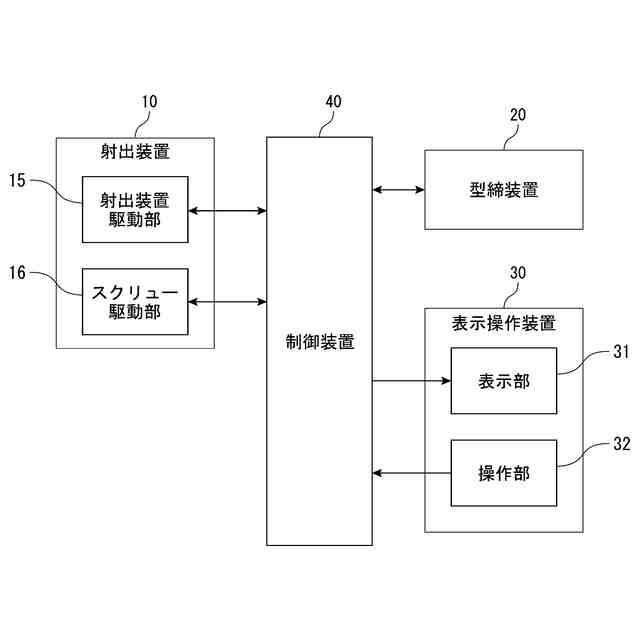
先端部が下方に向けられた加熱筒と、前記加熱筒に収容されるスクリューと、前記加熱筒が取り付けられる加熱筒保持プレートと、前記加熱筒保持プレートの上方に配置され、前記スクリューが取り付けられるスクリュー保持プレートと、前記加熱筒保持プレートを上下方向に移動させる射出装置駆動部と、前記スクリュー保持プレートを前記加熱筒保持プレートに対して上下方向に移動させるスクリュー駆動部と、前記射出装置駆動部および前記スクリュー駆動部を制御する制御装置と、を有する竪型射出成形機であって、
前記加熱筒保持プレートと前記スクリュー保持プレートとが通常動作時最大離間距離だけ離れている場合に前記加熱筒保持プレートが上方に移動したときでも前記スクリュー保持プレートが前記竪型射出成形機の構成部材と衝突しないように、前記加熱筒保持プレートの通常動作時上限位置が設定されており、
前記制御装置が、前記加熱筒保持プレートが前記通常動作時上限位置より上方に移動することを規制する通常動作モードと、前記加熱筒保持プレートが前記通常動作時上限位置より上方に移動することを許容する加熱筒交換モードと、を有していることを特徴とする竪型射出成形機。
続きを表示(約 1,800 文字)
【請求項2】
前記制御装置が、前記加熱筒交換モードにおいて、前記加熱筒保持プレートと前記スクリュー保持プレートとを前記通常動作時最大離間距離より近づけるとともに、前記加熱筒保持プレートを前記通常動作時上限位置より上方に移動させるように、前記射出装置駆動部および前記スクリュー駆動部を制御する、請求項1に記載の竪型射出成形機。
【請求項3】
竪型射出成形機の加熱筒の交換時に使用される加熱筒交換治具であって、
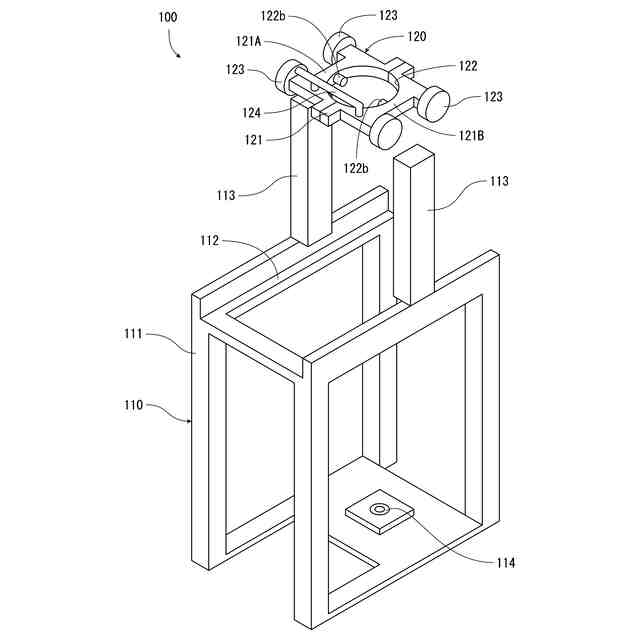
前記竪型射出成形機の加熱筒保持プレートの下方に配置されるフレームと、
前記加熱筒に取り付けられ、前記フレームに水平に設けられた移動用レーン上をスライド移動可能に構成されたスライダと、
前記加熱筒を上下方向に移動させる昇降部材と、を有し、
前記昇降部材が、前記フレームにねじ構造によって取り付けられたシャフトと、前記シャフトの上端部に取り付けられたテーブルと、を有し、前記シャフトを軸周りに回転させることによって前記テーブルが上下方向に移動するように構成されていることを特徴とする加熱筒交換治具。
【請求項4】
前記スライダが、前記移動用レーンを走行するための複数の車輪を有し、
前記フレームが、前記複数の車輪の間に配置され、前記スライダの上下方向の移動を案内するガイドポストを有している、請求項3に記載の加熱筒交換治具。
【請求項5】
前記スライダが、前記加熱筒の上下方向の中央箇所または当該中央箇所より上方の箇所に取り付けられる、請求項3または請求項4に記載の加熱筒交換治具。
【請求項6】
先端部が下方に向けられた加熱筒と、前記加熱筒に収容されるスクリューと、前記加熱筒が取り付けられる加熱筒保持プレートと、前記加熱筒保持プレートの上方に配置され、前記スクリューが取り付けられるスクリュー保持プレートと、前記加熱筒保持プレートを上下方向に移動させる射出装置駆動部と、前記スクリュー保持プレートを前記加熱筒保持プレートに対して上下方向に移動させるスクリュー駆動部と、前記射出装置駆動部および前記スクリュー駆動部を制御する制御装置と、を有する竪型射出成形機において加熱筒交換治具を使用して前記加熱筒を交換する加熱筒交換方法であって、
前記竪型射出成形機が、前記加熱筒保持プレートと前記スクリュー保持プレートとが通常動作時最大離間距離だけ離れている場合に前記加熱筒保持プレートが上方に移動したときでも前記スクリュー保持プレートが前記竪型射出成形機の構成部材と衝突しないように、前記加熱筒保持プレートの通常動作時上限位置が設定されており、
前記制御装置が、前記加熱筒保持プレートが前記通常動作時上限位置より上方に移動することを規制する通常動作モードと、前記加熱筒保持プレートが前記通常動作時上限位置より上方に移動することを許容する加熱筒交換モードと、を有しており、
前記加熱筒交換治具が、フレームと、前記フレームに水平に設けられた移動用レーン上をスライド移動可能に構成されたスライダと、前記加熱筒を上下方向に移動させる昇降部材と、を有し、前記昇降部材が、前記フレームにねじ構造によって取り付けられたシャフトと、前記シャフトの上端部に取り付けられたテーブルと、を有し、前記シャフトを軸周りに回転させることによって前記テーブルが上下方向に移動するように構成されており、
前記制御装置を前記加熱筒交換モードに切り替えて、前記加熱筒保持プレートと前記スクリュー保持プレートとを前記通常動作時最大離間距離より近づけるとともに、前記加熱筒保持プレートを前記通常動作時上限位置より上方に移動させ、
前記フレームを前記竪型射出成形機の前記加熱筒保持プレートの下方に配置し、
前記スライダを前記加熱筒に取り付け、
前記昇降部材の前記シャフトを軸周りに回転させて前記テーブルを前記加熱筒の先端部に当接するまで上方に移動させ、
前記加熱筒を前記加熱筒保持プレートから外して前記テーブルに載せ、
前記昇降部材の前記シャフトを軸周りに回転させて前記テーブルを前記スライダが前記移動用レーンに載るまで下方に移動させ、
前記スライダを前記移動用レーン上でスライド移動させて、前記スライダとともに前記加熱筒を水平方向に移動させる、ことを特徴とする加熱筒交換方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、竪型射出成形機、加熱筒交換治具および竪型射出成形機の加熱筒交換方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
竪型射出成形機では、射出ユニットの加熱筒保持プレートに吊り下げられるように加熱筒が取り付けられている。このような竪型射出成形機の加熱筒の交換に関する技術が特許文献1、2に開示されている。
【0003】
特許文献1に開示されている竪型射出成形機では、加熱筒交換治具を使用して加熱筒の交換を行う。加熱筒交換治具は、スライダ本体と、スライダ本体に摺動可能に備えられたスライダ板と、スライダ板の上面に固定された筒状の加熱筒挿入保持部と、を有している。作業者は、加熱筒の取り外し時に加熱筒交換治具のスライダ本体を可動ダイプレートの上面に設置し、加熱筒保持プレートを下方に移動させて加熱筒の先端部を加熱筒挿入保持部に挿入する。そして、作業者は、加熱筒を加熱筒保持プレートから取り外して、スライダ板をスライダ本体に対して摺動させて、加熱筒挿入保持部に保持された加熱筒を竪型射出成形機の側方の所定位置まで移送する。
【0004】
特許文献2に開示されている竪型射出成形機は、可塑化ユニット取付板に枢支点を有する連結手段が設けられており、枢支点を中心として可塑化ユニット(加熱筒に相当)を旋回させて着脱を行うように構成されている。
【先行技術文献】
【特許文献】
【0005】
特開2012-153110号公報
特開平4-208427号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1の竪型射出成形機では、加熱筒保持プレートがボールねじ機構によって上下方向に移動可能に設けられている。竪型射出成形機は、スクリューが取り付けられるスクリュー保持プレート(直動プレート)を有している。スクリュー保持プレートは、加熱筒保持プレートの上方に配置されており、加熱筒保持プレートに対して上下方向に移動可能に設けられている。加熱筒保持プレートの上方にはボールねじ軸を連結する連結ブラケットが配置されている。竪型射出成形機は、加熱筒保持プレートとスクリュー保持プレートとが通常動作において最大限離れることが可能な距離(通常動作時最大離間距離)だけ離れている場合に加熱筒保持プレートが上方に移動したときでも、スクリュー保持プレートが連結ブラケットに衝突しないように、加熱筒保持プレートの上限位置が設定されている。そのため、加熱筒の交換のために加熱筒保持プレートをより高い位置まで移動可能にすると、衝突を回避するために連結ブラケットもより高い位置に配置する必要があり、竪型射出成形機の高さ方向の寸法が大きくなってしまう。また、加熱筒の交換時に加熱筒保持プレートを下方に移動させたとき、加熱筒の先端部と加熱筒挿入保持部とが衝突して、加熱筒が損傷するおそれがある。
【0007】
特許文献2の竪型射出成形機では、可塑化ユニットを取り付けるとき、人手によって可塑化ユニットを上下方向に沿うように配置する。しかしながら、竪型射出成形機の大型化に伴って可塑化ユニットも大型化すると、人手での作業が非常に困難になる。
【0008】
そこで、本発明は、高さ方向の寸法が大きくなることを抑制できる竪型射出成形機、人手での作業が可能で加熱筒の損傷を抑制できる加熱筒交換治具、および、加熱筒交換治具を使用した加熱筒交換方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するために、本発明の一態様に係る竪型射出成形機は、先端部が下方に向けられた加熱筒と、前記加熱筒に収容されるスクリューと、前記加熱筒が取り付けられる加熱筒保持プレートと、前記加熱筒保持プレートの上方に配置され、前記スクリューが取り付けられるスクリュー保持プレートと、前記加熱筒保持プレートを上下方向に移動させる射出装置駆動部と、前記スクリュー保持プレートを前記加熱筒保持プレートに対して上下方向に移動させるスクリュー駆動部と、前記射出装置駆動部および前記スクリュー駆動部を制御する制御装置と、を有する竪型射出成形機であって、前記加熱筒保持プレートと前記スクリュー保持プレートとが通常動作時最大離間距離だけ離れている場合に前記加熱筒保持プレートが上方に移動したときでも前記スクリュー保持プレートが前記竪型射出成形機の構成部材と衝突しないように、前記加熱筒保持プレートの通常動作時上限位置が設定されており、前記制御装置が、前記加熱筒保持プレートが前記通常動作時上限位置より上方に移動することを規制する通常動作モードと、前記加熱筒保持プレートが前記通常動作時上限位置より上方に移動することを許容する加熱筒交換モードと、を有していることを特徴とする。
【0010】
上記目的を達成するために、本発明の他の一態様に係る加熱筒交換治具は、竪型射出成形機の加熱筒の交換時に使用される加熱筒交換治具であって、前記竪型射出成形機の加熱筒保持プレートの下方に配置されるフレームと、前記加熱筒に取り付けられ、前記フレームに水平に設けられた移動用レーン上をスライド移動可能に構成されたスライダと、前記加熱筒を上下方向に移動させる昇降部材と、を有し、前記昇降部材が、前記フレームにねじ構造によって取り付けられたシャフトと、前記シャフトの上端部に取り付けられたテーブルと、を有し、前記シャフトを軸周りに回転させることによって前記テーブルが上下方向に移動するように構成されていることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
8か月前
東レ株式会社
吹出しノズル
2か月前
CKD株式会社
型用台車
2か月前
東レ株式会社
プリプレグテープ
5か月前
シーメット株式会社
光造形装置
2か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
4か月前
グンゼ株式会社
ピン
2か月前
株式会社FTS
ロッド
1か月前
個人
樹脂可塑化方法及び装置
1か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社リコー
シート剥離装置
6か月前
株式会社シロハチ
真空チャンバ
3か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社FTS
成形装置
2か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社FTS
セパレータ
25日前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社神戸製鋼所
混練機
11日前
三菱自動車工業株式会社
予熱装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社リコー
画像形成システム
2か月前
株式会社リコー
シート処理システム
6か月前
小林工業株式会社
振動溶着機
8か月前
トヨタ自動車株式会社
真空成形方法
9か月前
個人
ノズルおよび熱風溶接機
1か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
日東工業株式会社
インサート成形機
2か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
KTX株式会社
シェル型の作製方法
8か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
株式会社リコー
シート処理システム
6か月前
三菱ケミカル株式会社
複合物品の製造方法。
4か月前
ヒロホー株式会社
搬送容器の製造方法
8か月前
東レ株式会社
二軸配向ポリエステルフィルム
8か月前
三光合成株式会社
ガス排出供給構造体
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































