TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025015217
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023118481
出願日
2023-07-20
発明の名称
金属樹脂複合成形品、金属樹脂複合成形品の製造方法および金属部材の加工方法
出願人
ポリプラスチックス株式会社
代理人
弁理士法人グローバル・アイピー東京
主分類
B29C
45/14 20060101AFI20250123BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】金属部材とポリアリーレンサルファイド系樹脂組成物部材とを接合させる場合に、当該部材間の接合部分の気密性がヒートショック試験の前後にてほぼ変わらない金属樹脂複合成形品を提供すること。
【解決手段】本発明の一実施形態は、金属部材とポリアリーレンサルファイド系樹脂組成物部材とが接合された金属樹脂複合成形品である。この金属樹脂複合成形では、金属部材の一面のうちポリアリーレンサルファイド系樹脂組成物部材と接合されている表面部分には、実質的に球状の金属クラスタが形成されており、金属クラスタの頂点の算術平均曲率が3000~6000(1/mm)である。
【選択図】図1
特許請求の範囲
【請求項1】
金属部材とポリアリーレンサルファイド系樹脂組成物部材とが接合された金属樹脂複合成形品であって、
前記金属部材の一面のうち前記ポリアリーレンサルファイド系樹脂組成物部材と接合されている表面部分には、実質的に球状の金属クラスタがあり、
前記金属クラスタの頂点の算術平均曲率は、3000~6000(1/mm)であり、
-40℃の温度下での30分間放置と150℃の温度下での30分間放置とを1サイクルとするヒートショック試験を1000サイクル実施する前後で、前記金属部材と前記ポリアリーレンサルファイド系樹脂組成物部材との接合部分の気密性がほぼ同じである、金属樹脂複合成形品。
続きを表示(約 720 文字)
【請求項2】
前記金属クラスタの頂点の算術平均曲率は、4000~5000(1/mm)である、請求項1に記載の金属樹脂複合成形品。
【請求項3】
金属部材とポリアリーレンサルファイド系樹脂組成物部材とが接合された金属樹脂複合成形品の製造方法であって、
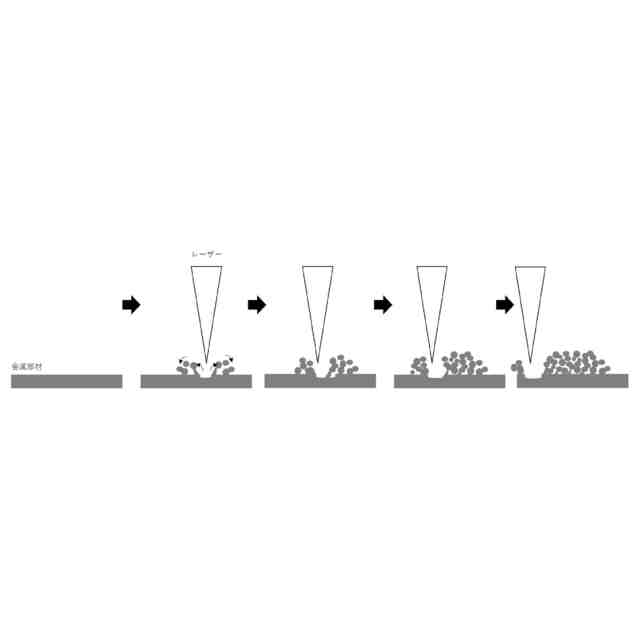
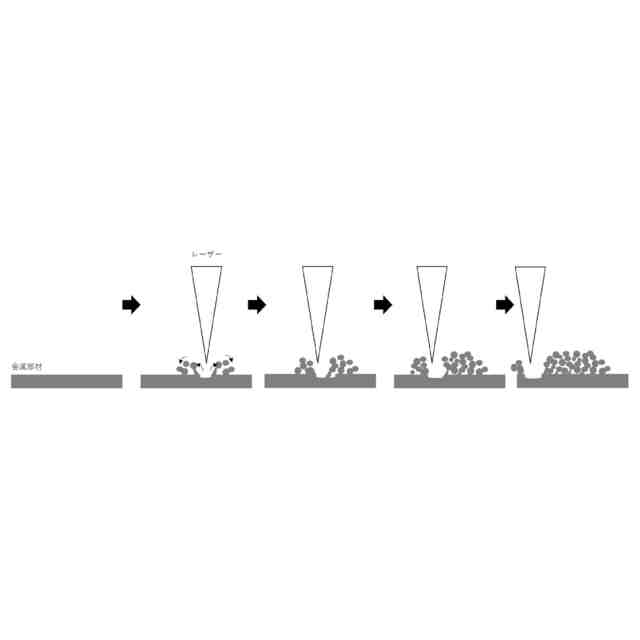
前記金属部材の表面に対して高エネルギービームを照射して、前記金属部材の表面に、実質的に球状の金属クラスタであって、頂点の算術平均曲率が3000~6000(1/mm)である前記金属クラスタを形成し、
前記金属部材の表面に、実質的に球状の前記金属クラスタが形成された前記金属部材を金型内に挿入し、ポリアリーレンサルファイド系樹脂組成物を射出成形して、前記金属部材の表面に前記ポリアリーレンサルファイド系樹脂組成物部材を接合させる、
金属樹脂複合成形品の製造方法。
【請求項4】
前記金属クラスタの頂点の算術平均曲率は、4000~5000(1/mm)である、請求項3に記載の金属樹脂複合成形品の製造方法。
【請求項5】
金属部材とポリアリーレンサルファイド系樹脂組成物部材とが接合された金属樹脂複合成形品のための金属部材の加工方法であって、
前記金属部材の表面に対して高エネルギービームを照射して、前記金属部材の表面に、実質的に球状の金属クラスタであって、頂点の算術平均曲率が3000~6000(1/mm)である前記金属クラスタを形成する、金属部材の加工方法。
【請求項6】
前記金属クラスタの頂点の算術平均曲率は、4000~5000(1/mm)である、請求項5に記載の金属部材の加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属部材とポリアリーレンサルファイド系樹脂組成物を接合させる技術に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
金属などの電気伝導性材料と樹脂など電気絶縁性材料など、特性が異なる材料を組み合わせて用いることで、軽量化、高強度化、あるいは、高機能化された部品が様々な分野で使用されている。例えば、金属部材と熱可塑性樹脂を接合させた金属樹脂複合成形品は、インストルメントパネル周りのコンソールボックスなどの自動車の内装部材やエンジン周り部品、インテリア部品、デジタルカメラや携帯電話などの電子機器の筐体部、インターフェース接続部、電源端子部などに使用されている。
金属と樹脂などの異なる材料同士の接合方法として、接着やネジ止めなどの工法が一般的に知られているが、工程や部品点数が増えるため好ましくない。そこで、金属材料と樹脂材料を接合させる方法として様々な提案がなされてきた。
【0003】
例えば、特許文献1では、金属材料の表面のある走査方向にレーザ加工を施し、当該走査方向とクロスする別の走査方向にレーザ加工を施し、この表面に異種材料を接合することが記載されている。特許文献2では、金属板の表面に凹凸を形成する際に凹凸のアンダーカット率を所定範囲内にすることで、この表面に樹脂成形品を接合させるときの接合強度を向上させることが記載されている。特許文献3では、レーザ光などにより金属にクレーター状の窪みを形成し、金属表面が溶融飛散した廂状の隆起部に粒状のスパッタを形成させた金属と樹脂の複合成形体が記載されている。特許文献4では、表面粗化金属部材とポリアリーレンスルフィド樹脂組成物部材とが接合してなる複合構造体であって、表面粗化した金属部材表面の任意の5点を、共焦点顕微鏡を用いてISO(国際標準化機構) 25178に準拠して測定した時に界面の展開面積比(Sdr)が数平均値で5以上の範囲であること、PPS樹脂の溶融粘度が15~500〔Pa・s〕の範囲である複合構造体が記載されている。さらに特許文献5には、気密性を確保し、耐久性に優れた樹脂材料と金属材料とからなるインサートモールドを行うことを目的とした、金属インサート部品及び金属インサート部品を用いる樹脂成形品の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特許第4020957号公報
特開2020-116806号公報
特開2013-71312号公報
特許第6819798号公報
特許第6615478号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、従来の金属材料と樹脂材料とを接合させる方法では、金属材料と樹脂材料との接合部分の気密性を十分に確保することができず(すなわち、金属材料と樹脂材料との接合部位に隙間ができるなどの不都合が生じうる)、この点を改善することが求められている。また、金属樹脂複合成形品が自動車のエンジン周辺部品などの温度変化が大きい環境下で使用される場合、樹脂と金属では温度変化による膨張や収縮率(いわゆる線膨張係数)が極端に異なることから、問題が生じ得た。例えば、金属樹脂複合成形品の樹脂部材が肉薄であったり、肉厚の変化の大きい部分があるものである場合、及び金属部材がシャープコーナーを有してる場合は、使用中の温度変化で金属樹脂複合成形品が破壊するといったトラブルがあった。このため、金属樹脂複合成形品は、その用途や形状等がかなり制限されたものとなっているのが現状である。従って、長期間にわたる温度変化に耐え得る金属樹脂複合成形品が強く求められている。
そこで、本発明は、金属部材とポリアリーレンサルファイド系樹脂組成物部材とを接合させた金属樹脂複合成形品において、ヒートショック試験の後においても接合部分が気密性を失わない、金属樹脂複合成形品の製造方法および製造された金属樹脂複合成形品の提供、ならびに金属部材の加工方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の第1の観点は、金属部材とポリアリーレンサルファイド系樹脂組成物部材とが接合された金属樹脂複合成形品である。この金属樹脂複合成形品は、ポリアリーレンサルファイド系樹脂組成物を使用し、金属部材の一面のうちポリアリーレンサルファイド系樹脂組成物部材と接合されている表面部分には、実質的に球状の金属クラスタが形成されており、金属クラスタの頂点の算術平均曲率は、3000~6000(1/mm)である。
【0007】
本発明の第2の観点は、金属部材とポリアリーレンサルファイド系樹脂組成物部材とが接合された金属樹脂複合成形品のための金属部材の加工方法である。この加工方法では、金属部材の表面に対して高エネルギービームを照射することで、金属表面に実質的に球状の金属クラスタであって、頂点の算術平均曲率が3000~6000(1/mm)である金属クラスタを形成する。
【0008】
本発明の第3の観点は、金属部材とポリアリーレンサルファイド系樹脂組成物部材とが接合された金属樹脂複合成形品の製造方法である。この製造方法では、金属部材の表面に対して高エネルギービームを照射することで、金属部材の表面に実質的に球状の金属クラスタであって、頂点の算術平均曲率が3000~6000(1/mm)である金属クラスタを形成し、金属部材の表面に実質的に球状の金属クラスタが形成された金属部材を金型内に挿入し、ポリアリーレンサルファイド系樹脂組成物を射出成形することにより、金属部材の表面にポリアリーレンサルファイド系樹脂組成物部材を接合させる。
【発明の効果】
【0009】
本発明の態様によれば、金属部材とポリアリーレンサルファイド系樹脂組成物から構成された部材とを接合させた金属樹脂複合成形品の接合部分がヒートショック試験後においても気密性を失わない。
【図面の簡単な説明】
【0010】
一実施形態の金属部材の加工方法を模式的に示す図である。
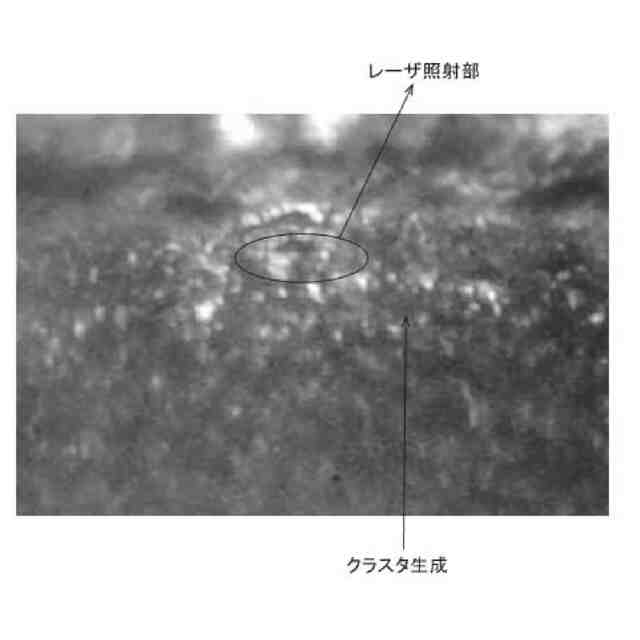
金属部材のレーザ照射部に形成される例示的な金属クラスタを示す図である。
一実施形態の金属樹脂複合成形品において、ポリアリーレンサルファイド系樹脂組成物部材の表面のSpcの大小に応じた、金属部材とポリアリーレンサルファイド系樹脂組成物部材との界面の状態を模式的に説明する図である。
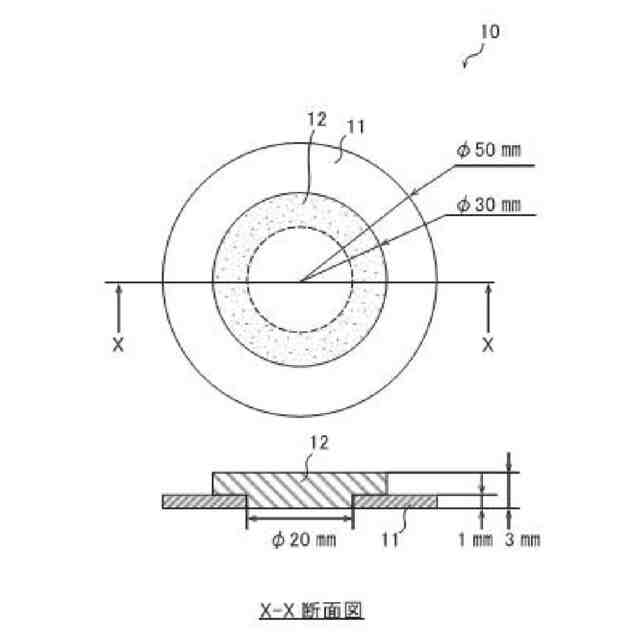
気密性試験に使用される試験片の形状を示す図である。
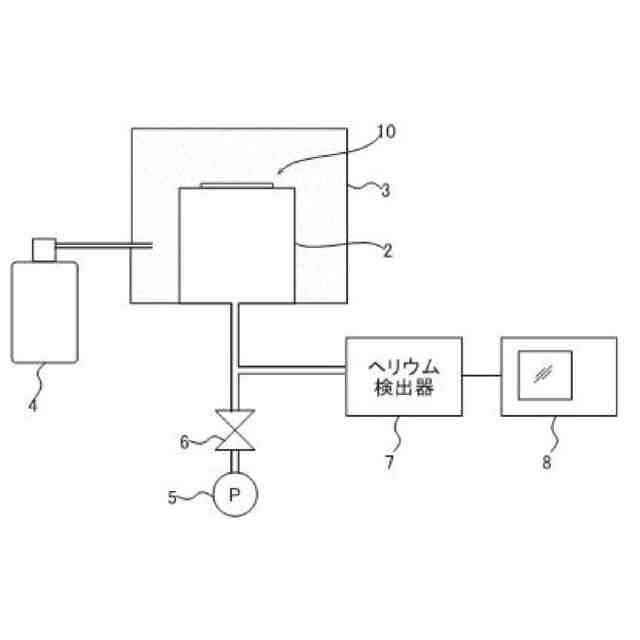
気密性試験の試験装置の概略的な構成を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
8か月前
東レ株式会社
吹出しノズル
2か月前
シーメット株式会社
光造形装置
1か月前
東レ株式会社
プリプレグテープ
4か月前
CKD株式会社
型用台車
1か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
4か月前
グンゼ株式会社
ピン
2か月前
個人
樹脂可塑化方法及び装置
29日前
株式会社FTS
ロッド
22日前
株式会社FTS
成形装置
1か月前
株式会社リコー
シート剥離装置
6か月前
東レ株式会社
一体化成形品の製造方法
6か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社リコー
画像形成システム
2か月前
株式会社神戸製鋼所
混練機
2日前
TOWA株式会社
成形型清掃用のブラシ
4か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社FTS
セパレータ
16日前
KTX株式会社
シェル型の作製方法
7か月前
個人
ノズルおよび熱風溶接機
1か月前
小林工業株式会社
振動溶着機
8か月前
株式会社リコー
シート処理システム
6か月前
トヨタ自動車株式会社
真空成形方法
8か月前
株式会社リコー
シート処理システム
5か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
日東工業株式会社
インサート成形機
2か月前
株式会社コスメック
磁気クランプ装置
4か月前
豊田鉄工株式会社
接合体及び接合方法
4か月前
株式会社コスメック
磁気クランプ装置
1か月前
ヒロホー株式会社
搬送容器の製造方法
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































