TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025014386
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023116896
出願日
2023-07-18
発明の名称
立体造形用データ生成プログラム、及び、立体造形物の製造方法
出願人
ケイワイ株式会社
代理人
個人
,
個人
主分類
B29C
64/386 20170101AFI20250123BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】造形対象物のぐらつきや転倒を抑制する技術の提供。
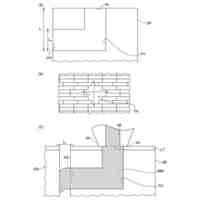
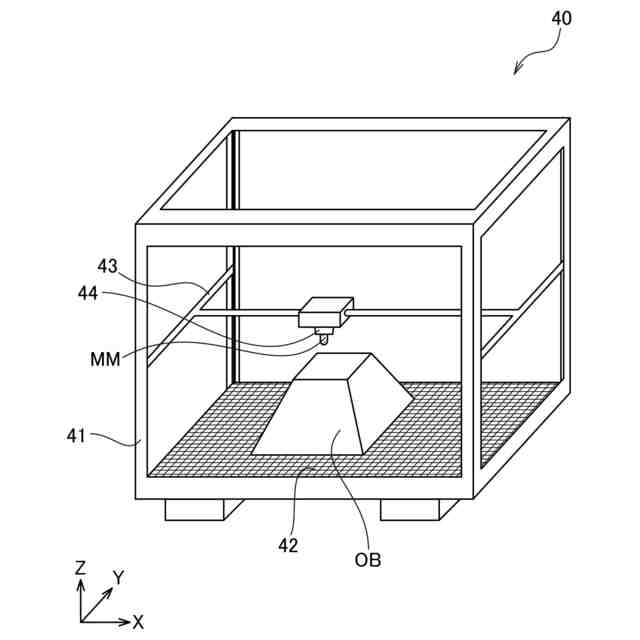
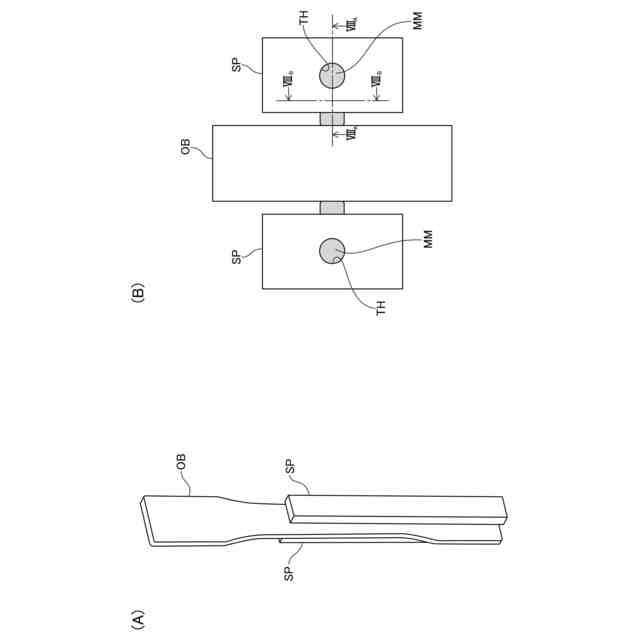
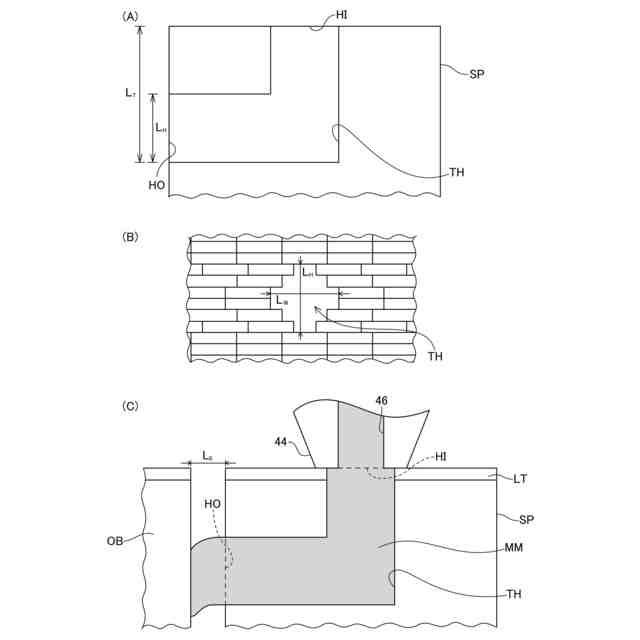
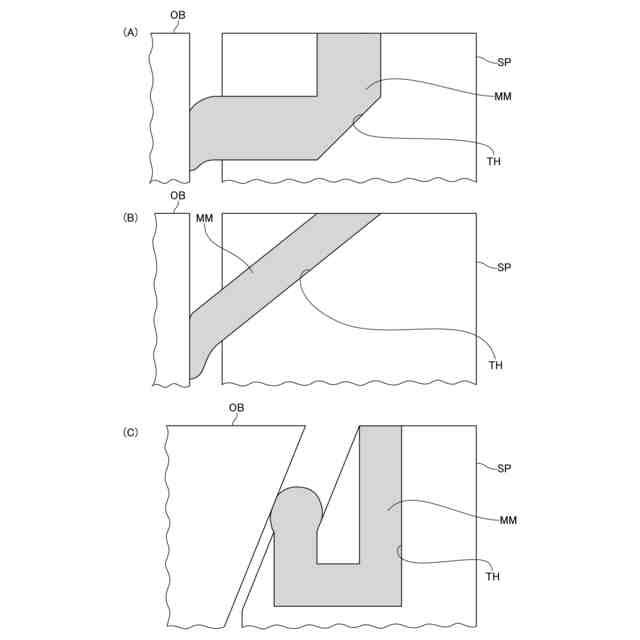
【解決手段】立体造形用データ生成プログラムは、造形対象の立体物OBを支える支持体SPの内部に、入口HIが上方に向き出口HOが立体物OBに対向する面に設けられる貫通路THを形成するパスを決定し、貫通路THの上端を含む層LTに対しては、層LTの造形後に貫通路THに材料を流し込む命令を追加する。このように生成されたデータを用いて造形すると、層LTの造形後に流し込まれた材料が貫通路THに充填され出口HOからはみ出して立体物OBに付着する。材料が付着する層は、貫通路THの下部をなす層と概ね同時期に造形されていることから、材料が付着する時点では十分に冷えているため、付着した材料は固化しても立体物OBと一体化しにくい。したがって、造形中には支持体SPで立体物OBのぐらつきや転倒を抑制することができ、造形後には支持体SPを容易に除去することができる。
【選択図】図8
特許請求の範囲
【請求項1】
モデル材を積層して立体を造形する装置により用いられるデータを生成する立体造形用データ生成プログラムであって、
コンピュータに、
造形される立体の形状と、入口が上方に向き出口が前記入口より低い位置で前記立体に対向する貫通路を内部に有した前記立体を支持する支持体の形状とを、複数の層に分割した各層に対し決定された経路に沿って造形させ、前記入口をなす層を造形した後に、前記貫通路に所定量のモデル材を流し込むよう命令するデータを生成する命令生成ステップ
を実行させる立体造形用データ生成プログラム。
続きを表示(約 1,400 文字)
【請求項2】
請求項1に記載の立体造形用データ生成プログラムにおいて、
前記立体の形状を踏まえて前記支持体の形状及び位置を決定する支持形状決定ステップと、
前記立体の形状と前記支持体の形状とを複数の層に分割した各層の造形に要する時間を算出して造形中における各層の温度低下を予測する温度予測ステップと、
前記温度予測ステップでの予測結果を踏まえて、前記貫通路にモデル材を流し込む時点での前記入口をなす層と前記出口をなす層との温度差が所定の閾値以上となるように前記貫通路の形状を決定する貫通路形状決定ステップとを、
前記命令生成ステップに先行して実行させることを特徴とする立体造形用データ生成プログラム。
【請求項3】
請求項2に記載の立体造形用データ生成プログラムにおいて、
前記貫通路形状決定ステップでは、
前記貫通路の形状を踏まえて前記所定量を決定することを特徴とする立体造形用データ生成プログラム。
【請求項4】
請求項2又は3に記載の立体造形用データ生成プログラムにおいて、
前記貫通路形状決定ステップでは、
前記立体の安定的な起立に影響する要素を踏まえて、前記支持体における前記貫通路の位置を決定することを特徴とする立体造形用データ生成プログラム。
【請求項5】
モデル材を積層して立体を造形する装置を用いた立体造形物の製造方法であって、
造形される立体の形状と、入口が上方に向き出口が前記入口より低い位置で前記立体に対向する貫通路を内部に有した前記立体を支持する支持体の形状とを、複数の層に分割した各層に対し決定された経路に沿って造形させ、前記入口をなす層を造形した後に、前記貫通路に所定量のモデル材を流し込むよう命令するデータを生成する命令生成工程と、
前記装置に前記データに沿って前記各層を造形させることで前記立体及び前記支持体を造形させる造形工程と、
造形された前記支持体を除去する除去工程と
を含む立体造形物の製造方法。
【請求項6】
請求項5に記載の立体造形物の製造方法において、
前記立体の形状を踏まえて前記支持体の形状及び位置を決定する支持形状決定工程と、
前記立体の形状と前記支持体の形状とを複数の層に分割した各層の造形に要する時間を算出して造形中における各層の温度低下を予測する温度予測工程と、
前記温度予測工程での予測結果を踏まえて、前記貫通路にモデル材を流し込む時点での前記入口をなす層と前記出口をなす層との温度差が所定の閾値以上となるように前記貫通路の形状を決定する貫通路形状決定工程とを、
前記命令生成工程の前にさらに含んだ立体造形物の製造方法。
【請求項7】
請求項6に記載の立体造形物の製造方法において、
前記貫通路形状決定工程では、
前記貫通路の形状を踏まえて前記所定量を決定することを特徴とする立体造形物の製造方法。
【請求項8】
請求項6又は7に記載の立体造形物の製造方法において、
前記貫通路形状決定工程では、
前記立体の安定的な起立に影響する要素を踏まえて、前記支持体における前記貫通路の位置を決定することを特徴とする立体造形物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、3Dプリンタ等の立体造形装置による造形において用いられる立体造形用データを生成するプログラム、及び、立体造形物の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
立体を造形する方法として、熱で溶解した材料からなる層を積み上げて造形する熱溶解積層方式(fused filament fabrication;以下、「FFF方式」と称する。)が知られている(例えば、特許文献1を参照)。FFF方式で造形する際に、重心が高い位置にあるものや積層方向に長尺を有しているもの、例えば、鉛筆や煙突、塔のようなものを造形する場合には、造形の過程で物体がぐらついたり転倒したりする虞がある。
【0003】
このような問題への対応策として、従来、造形対象物を支えることだけを目的とした物体(以下、「捨て造形物」と称する。)を複数個、隙間を隔てて造形対象物を挟むような位置に造形対象物と一緒に造形(造形対象物及び捨て造形物の同じ高さの位置にある層を造形した後に、造形対象物及び捨て造形物の次の層を造形する、という態様により、両者の各層を次々と造形)し、一部の層において捨て造形物の端部を造形対象物の側面に付着させることにより、造形中は捨て造形物で造形対象物を支え、造形後に捨て造形物を造形対象物から除去する方法がよく知られている。
【先行技術文献】
【特許文献】
【0004】
特表2000-500709号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述した方法においては、造形対象物の層を造形した直後にその層の側面に端部が付着する捨て造形物の層を造形することから、両者の温度差が小さいため、捨て造形物の端部が造形対象物の側面と一体化し易い。その結果、造形後に捨て造形物の除去が困難になり、無理に除去しようとすれば造形対象物の仕上がりに影響を及ぼしかねず、最悪の場合には造形対象物が破損する虞もあるため、捨て造形物の除去に手間と時間がかかる。そうかといって、一体化を回避するために両者の間隔をより大きくすれば、ぐらつきや転倒の抑制が甘くなる。そこで、造形対象物の仕上がりに影響を及ぼすことなく造形対象物のぐらつきや転倒を抑制することができる対応策が求められている。
【0006】
そこで、本発明は、造形対象物のぐらつきや転倒を抑制する技術の提供を目的とする。
【課題を解決するための手段】
【0007】
上記の課題を解決するため、本発明は、以下の立体造形用データ生成プログラム及び立体造形物の製造方法を提供する。なお、以下の括弧書中の文言はあくまで例示であり、本発明はこれに限定されるものではない。
【0008】
すなわち、本発明の立体造形用データ生成プログラムは、モデル材を積層して立体を造形する装置により用いられるデータを生成する立体造形用データ生成プログラムであって、造形される立体の形状と、入口が上方に向き出口が入口より低い位置で立体に対向する貫通路を内部に有した立体を支持する支持体の形状とを、複数の層に分割した各層に対し決定された経路に沿って造形させ、入口をなす層を造形した後に、貫通路に所定量のモデル材を流し込むよう命令するデータを生成する命令生成ステップを、コンピュータに実行させる。
【0009】
この態様の立体造形用データ生成プログラムにより生成されたデータに沿って造形がなされると、貫通路の入口をなす層(貫通路の上端を含む層)を造形した後に貫通路に所定量のモデル材が流し込まれることで、モデル材が貫通路に概ね充填されたのち出口からはみ出して立体の一部に付着し、時間の経過とともに冷えて固化する。ここで、モデル材が付着した層は、貫通路の出口をなす層と概ね同時期に造形されていることから、貫通路にモデル材を流し込む時点では冷えているため、付着したモデル材は固化しても立体をなすこれらの層と一体化しにくい。
【0010】
したがって、この態様の立体造形用データ生成プログラムによれば、造形中には、出口からはみ出したモデル材を介してつながった支持体に立体を支持させてそのぐらつきや転倒を抑制することができるとともに、造形後には、支持体を立体から容易に除去することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ケイワイ株式会社
立体造形用データ生成プログラム、及び、立体造形物の製造方法
11日前
東レ株式会社
吹出しノズル
2か月前
シーメット株式会社
光造形装置
1か月前
CKD株式会社
型用台車
1か月前
東レ株式会社
プリプレグテープ
4か月前
グンゼ株式会社
ピン
2か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
4か月前
株式会社FTS
ロッド
17日前
個人
樹脂可塑化方法及び装置
24日前
株式会社リコー
シート剥離装置
6か月前
株式会社シロハチ
真空チャンバ
3か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社FTS
成形装置
1か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社日本製鋼所
押出成形装置
5か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社FTS
セパレータ
11日前
株式会社リコー
画像形成システム
2か月前
三菱自動車工業株式会社
予熱装置
4か月前
個人
ノズルおよび熱風溶接機
1か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
株式会社リコー
シート処理システム
5か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
日東工業株式会社
インサート成形機
2か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
KTX株式会社
シェル型の作製方法
7か月前
株式会社リコー
シート処理システム
6か月前
株式会社日本製鋼所
射出成形機
7か月前
東ソー株式会社
高純度薬品用容器の製造方法
7か月前
トヨタ自動車株式会社
電池の製造方法
2か月前
日本プラスト株式会社
嵌合構造
4か月前
株式会社カネカ
再生アクリル樹脂の製造方法
3か月前
株式会社コスメック
磁気クランプ装置
1か月前
中川産業株式会社
防火板材の製造方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































