TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025012583
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023115506
出願日
2023-07-13
発明の名称
射出成形機および粘度測定方法
出願人
株式会社ソディック
代理人
SK弁理士法人
,
個人
,
個人
主分類
B29C
45/76 20060101AFI20250117BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】より高精度の粘度測定が可能な射出成形機および粘度測定方法を提供する。
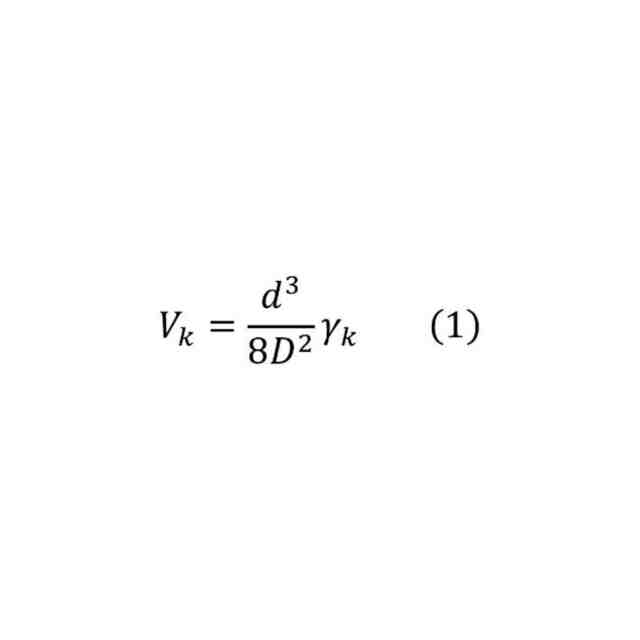
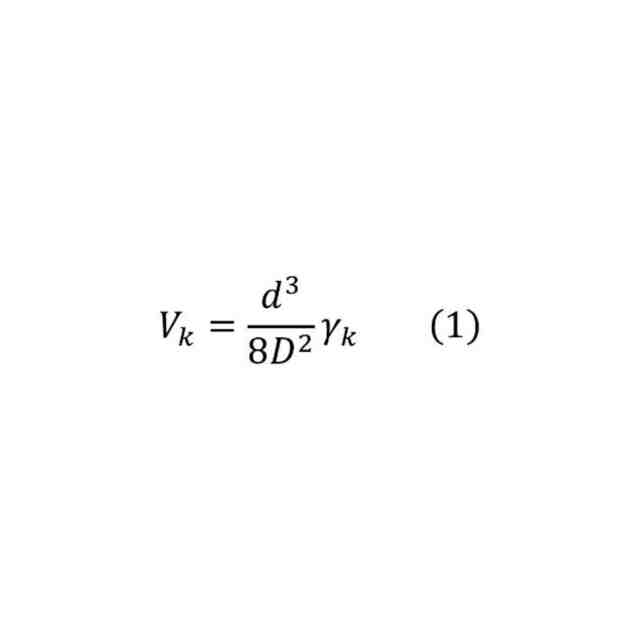
【解決手段】射出成形機は、粘度測定ユニットを着脱可能な射出シリンダと、射出シリンダ内の射出軸と、射出軸を駆動する射出駆動装置と、射出軸を前後に駆動するように射出駆動装置を制御する制御装置とを備え、制御装置は、射出シリンダの内径または射出軸の外径をDとし、粘度測定ユニットに取り付けられたキャピラリーダイついて、キャピラリー内径をdとしたとき、予め設定された3つ以上のせん断速度の値γ
k
(kは自然数)のそれぞれを用いて、下記式(1)に基づき射出速度V
k
を算出し、算出された射出速度のうち所定範囲内にあるV
k
の値を粘度測定の際の射出速度に自動設定する。
<com:Image com:imageContentCategory="Drawing"> <com:ImageFormatCategory>JPEG</com:ImageFormatCategory> <com:FileName>2025012583000023.jpg</com:FileName> <com:HeightMeasure com:measureUnitCode="Mm">13</com:HeightMeasure> <com:WidthMeasure com:measureUnitCode="Mm">42</com:WidthMeasure> </com:Image>
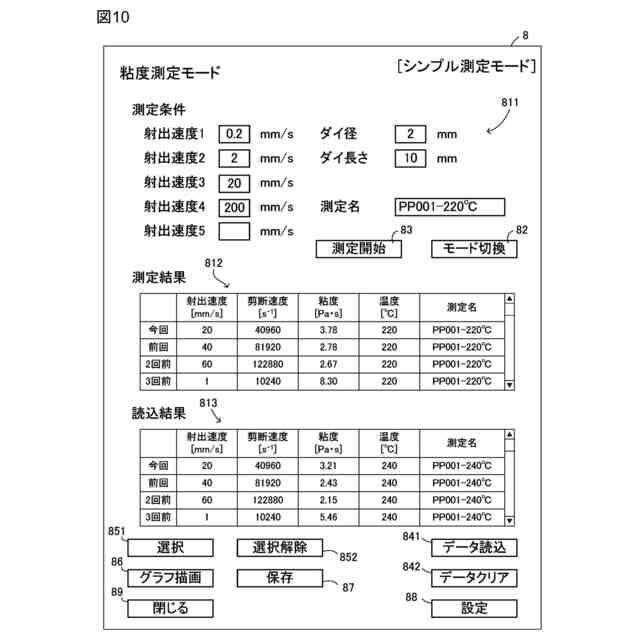
【選択図】図10
特許請求の範囲
【請求項1】
粘度測定ユニットを着脱可能な射出シリンダと、
前記射出シリンダ内の射出軸と、
前記射出軸を駆動する射出駆動装置と、
前記射出軸を前後に駆動するように前記射出駆動装置を制御する制御装置と、
を備え、
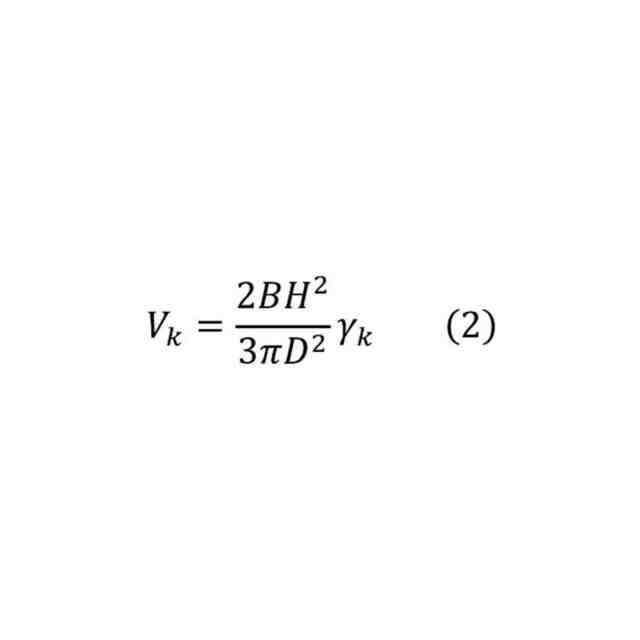
前記制御装置は、前記射出シリンダの内径または前記射出軸の外径をDとし、前記粘度測定ユニットに取り付けられたキャピラリーダイおよび/またはスリットダイについて、キャピラリー内径をd、スリット長さおよびスリット幅をそれぞれBおよびHとしたとき、予め設定された3つ以上のせん断速度の値γ
k
(kは自然数)のそれぞれを用いて、下記式(1)または(2)に基づき射出速度V
k
を算出し、算出された射出速度のうち所定範囲内にあるV
k
の値を粘度測定の際の射出速度に自動設定する、射出成形機。
JPEG
2025012583000019.jpg
13
42
JPEG
2025012583000020.jpg
13
46
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載の射出成形機であって、
前記粘度測定ユニットは、
前記キャピラリーダイおよび/または前記スリットダイと、
前記キャピラリーダイおよび/または前記スリットダイを取り付けた測定シリンダと、
前記測定シリンダ内を流れる成形材料の圧力を測定する圧力センサと、
を備える、射出成形機。
【請求項3】
請求項2に記載の射出成形機であって、
前記粘度測定ユニットは、相異なる仕様の2以上のダイを取り付け可能に構成されている、射出成形機。
【請求項4】
請求項1に記載の射出成形機であって、
表示装置をさらに備え、
前記制御装置は、前記所定範囲内にあるV
k
の値を前記表示装置上に表示させる、射出成形機。
【請求項5】
請求項2に記載の射出成形機であって、
前記制御装置は、前記所定範囲内にあるV
k
の値のそれぞれ毎に、前記射出駆動装置を動作させることにより、前記圧力センサから取得した測定値を用いて、前記V
k
の値に応じた前記成形材料の粘度η
k
を算出する、射出成形機。
【請求項6】
請求項5に記載の射出成形機であって、
表示装置をさらに備え、
前記制御装置は、前記所定範囲内にあるV
k
の値と、前記粘度η
k
の値とを前記表示装置上に表示させる、射出成形機。
【請求項7】
請求項6に記載の射出成形機であって、
前記制御装置は、前記せん断速度の値γ
k
と、前記粘度η
k
の値との関係を示すグラフを描画して前記表示装置上に表示させる、射出成形機。
【請求項8】
請求項1から請求項7のいずれか1項に記載の射出成形機であって、
前記3つ以上のせん断速度の値γ
k
は、1*10
1
sec
-1
以上5*10
5
sec
-1
以下(「*」は乗算を表す)の範囲内から選ばれた値であり、
前記射出速度の前記所定範囲は、0.05mm・sec
-1
以上200mm・sec
-1
以下である、射出成形機。
【請求項9】
請求項1から請求項7のいずれか1項に記載の射出成形機であって、
前記射出成形機は、スクリュプリプラ式射出成形機であり、
前記射出軸は、プランジャである、射出成形機。
【請求項10】
請求項1から請求項7のいずれか1項に記載の射出成形機であって、
前記射出成形機は、インラインスクリュ式射出成形機であり、
前記射出軸は、インラインスクリュである、射出成形機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機、および、射出成形機を利用した粘度測定方法に関する。
続きを表示(約 4,500 文字)
【背景技術】
【0002】
射出成形において、溶融樹脂の粘度は、製品の出来栄えを左右する主要な因子の1つである。溶融樹脂の粘度は、キャピラリーレオメータ等の専用の機器によって測定可能である。ただし、これらの機器を用いた測定では、実際の成形時における条件を厳密に再現することは一般に困難である。このような事情から、量産に使用する射出成形機上で溶融樹脂の粘度を測定したいという要求がある。例えば下記の特許文献1は、金型をノズルに接触させない状態での射出圧力をスクリュ後端のロードセルにより取得して溶融樹脂の粘度を算出する、インラインスクリュ射出成形機を開示している。
【先行技術文献】
【特許文献】
【0003】
特開2004-142204号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、粘度測定時の射出速度の設定に関し、特許文献1は、射出速度を所定の範囲内で一定とすることを提案しているものの、具体的にどのような数値を用いるのかの指針は与えられていない。現状、射出速度の設定は、射出成形機を使用するオペレータの判断に委ねられており、射出速度として、溶融樹脂の粘度測定に適切でない値が設定されてしまうこともあり得る。また、測定毎の射出速度の設定が一定であるとは限らないことから、材料のロット違い、または、測定日違いデータ間での単純な比較が容易ではない。
【課題を解決するための手段】
【0005】
本発明によれば、以下の発明が提供される。
[1]粘度測定ユニットを着脱可能な射出シリンダと、前記射出シリンダ内の射出軸と、前記射出軸を駆動する射出駆動装置と、前記射出軸を前後に駆動するように前記射出駆動装置を制御する制御装置と、を備え、前記制御装置は、前記射出シリンダの内径または前記射出軸の外径をDとし、前記粘度測定ユニットに取り付けられたキャピラリーダイおよび/またはスリットダイについて、キャピラリー内径をd、スリット長さおよびスリット幅をそれぞれBおよびHとしたとき、予め設定された3つ以上のせん断速度の値γ
k
(kは自然数)のそれぞれを用いて、下記式(1)または(2)に基づき射出速度V
k
を算出し、算出された射出速度のうち所定範囲内にあるV
k
の値を粘度測定の際の射出速度に自動設定する、射出成形機。
JPEG
2025012583000002.jpg
13
42
JPEG
2025012583000003.jpg
13
46
[2][1]に記載の射出成形機であって、前記粘度測定ユニットは、前記キャピラリーダイおよび/または前記スリットダイと、前記キャピラリーダイおよび/または前記スリットダイを取り付けた測定シリンダと、前記測定シリンダ内を流れる成形材料の圧力を測定する圧力センサと、を備える、射出成形機。
[3][2]に記載の射出成形機であって、前記粘度測定ユニットは、相異なる仕様の2以上のダイを取り付け可能に構成されている、射出成形機。
[4][1]から[3]のいずれか1項に記載の射出成形機であって、表示装置をさらに備え、前記制御装置は、前記所定範囲内にあるV
k
の値を前記表示装置上に表示させる、射出成形機。
[5][2]または[3]に記載の射出成形機であって、前記制御装置は、前記所定範囲内にあるV
k
の値のそれぞれ毎に、前記射出駆動装置を動作させることにより、前記圧力センサから取得した測定値を用いて、前記V
k
の値に応じた前記成形材料の粘度η
k
を算出する、射出成形機。
[6][5]に記載の射出成形機であって、表示装置をさらに備え、前記制御装置は、前記所定範囲内にあるV
k
の値と、前記粘度η
k
の値とを前記表示装置上に表示させる、射出成形機。
[7][6]に記載の射出成形機であって、前記制御装置は、前記せん断速度の値γ
k
と、前記粘度η
k
の値との関係を示すグラフを描画して前記表示装置上に表示させる、射出成形機。
[8][1]から[7]のいずれか1項に記載の射出成形機であって、前記3つ以上のせん断速度の値γ
k
は、1*10
1
sec
-1
以上5*10
5
sec
-1
以下(「*」は乗算を表す)の範囲内から選ばれた値であり、前記射出速度の前記所定範囲は、0.05mm・sec
-1
以上200mm・sec
-1
以下である、射出成形機。
[9][1]から[8]のいずれか1項に記載の射出成形機であって、前記射出成形機は、スクリュプリプラ式射出成形機であり、前記射出軸は、プランジャである、射出成形機。
[10][1]から[8]のいずれか1項に記載の射出成形機であって、前記射出成形機は、インラインスクリュ式射出成形機であり、前記射出軸は、インラインスクリュである、射出成形機。
[11]射出速度V
k
(kは自然数)の下で、射出成形機の射出シリンダから、圧力センサを有する粘度測定ユニットの測定シリンダを介して、前記測定シリンダに取り付けられたダイのキャピラリーまたはスリットに成形材料を流す工程と、前記圧力センサにより、前記測定シリンダ内を流れる前記成形材料の圧力値を取得する工程と、前記圧力値を用いて、前記射出速度V
k
に応じた粘度η
k
を算出する工程と、を含み、前記成形材料を流す工程は、前記射出成形機の制御装置により、下記式(1)または(2)に基づき、予め設定された3つ以上のせん断速度の値γ
k
のそれぞれに応じた射出速度V
k
を算出し、算出された射出速度のうち所定範囲内にあるV
k
の値を粘度測定の際の射出速度に自動設定する工程を含み、下記式(1)および(2)中、Dは、前記射出シリンダの内径または前記射出シリンダ内の射出軸の外径を表し、dは、前記キャピラリーの内径を表し、BおよびHは、それぞれ、前記スリットの長さおよび幅を表す、粘度測定方法。
JPEG
2025012583000004.jpg
13
42
JPEG
2025012583000005.jpg
13
46
[12][11]に記載の粘度測定方法であって、前記射出速度V
k
を自動設定する工程において、前記3つ以上のせん断速度の値γ
k
は、1*10
1
sec
-1
以上5*10
5
sec
-1
以下(「*」は乗算を表す)の範囲内から選ばれた値であり、前記射出速度の前記所定範囲は、0.05mm・sec
-1
以上200mm・sec
-1
以下である、粘度測定方法。
[13][11]または[12]に記載の粘度測定方法であって、前記圧力値を取得する工程は、それぞれが前記測定シリンダを介した前記成形材料の導入先である2以上のダイを切り替えて個別に圧力値を取得する工程を含む、粘度測定方法。
【発明の効果】
【0006】
本発明の少なくともいずれかの実施形態によれば、オペレータに起因するバラつきが低減された、より高精度の粘度測定を実行し得る。
【図面の簡単な説明】
【0007】
本発明の実施形態に適用可能な射出成形機の一例を模式的に示す図である。
射出ノズル46に代えて粘度測定ユニット5をノズルシリンダ45に取り付けた状態の射出ユニット10を示す模式的な断面図である。
粘度測定ユニット5の外観の一例を示す斜視図である。
粘度測定ユニット5の外観の他の一例を示す斜視図である。
粘度測定ユニット5の例示的な垂直断面を示す模式図である。
図5のVI-VI断面を模式的に示す図である。
第1のキャピラリーダイ62の模式的な拡大断面図である。
第2のキャピラリーダイ63の模式的な拡大断面図である。
射出成形機1の制御装置7の機能を説明するためのブロック図である。
粘度測定モードにおいて制御装置7のタッチパネルに表示される画像の一例を示す図である。
本発明の実施形態に係る例示的な粘度測定方法の概略を示すフローチャートである。
グラフ描画ボタン86の押下により操作盤のタッチパネルに表示されるグラフの一例を説明するための図である。
直近の測定結果を示すグラフと、過去の測定結果を示すグラフとを重畳させた形で表示させた例を説明するための図である。
バーグレー補正モードにおいて制御装置7のタッチパネルに表示される画像の一例を示す図である。
【発明を実施するための形態】
【0008】
以下、図面を参照して本発明の実施形態を説明する。以下に示す実施形態中で示した各特徴事項は、互いに組み合わせ可能である。また、各特徴事項について独立して発明が成立する。
【0009】
<1.射出成形機の全体構成>
図1は、本発明の実施形態に適用可能な射出成形機の一例を示す。図1に示す射出成形機1は、成形材料を射出する射出ユニット10と、金型の開閉を行う型締ユニット8と、これらユニットの動作を制御する制御装置7とを含む。図1では、射出成形機1のうち射出ユニット10については、その模式的な断面を示している。
【0010】
図1に例示する構成において、射出ユニット10は、可塑化部2および射出部4の2つの部分を含む。これらのうち射出部4は、射出シリンダ41と、射出シリンダ41内に位置する射出軸42とを有する。本明細書において、「射出軸」は、射出シリンダ(バレルとも呼ばれる)の内部に配置された射出プランジャまたは射出スクリュを包括する用語として用いられる。これ以降の説明では、「射出プランジャ」を単に「プランジャ」と称する。射出スクリュの例は、後に説明するインラインスクリュ等である。図1に示す例において、射出軸42は、射出シリンダ41の軸に沿って往復動作可能に構成されたプランジャである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
7か月前
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
プリプレグテープ
4か月前
シーメット株式会社
光造形装置
1か月前
CKD株式会社
型用台車
1か月前
個人
射出ミキシングノズル
3か月前
株式会社日本製鋼所
押出機
4か月前
グンゼ株式会社
ピン
1か月前
株式会社FTS
ロッド
10日前
個人
樹脂可塑化方法及び装置
17日前
東レ株式会社
一体化成形品の製造方法
5か月前
株式会社リコー
シート剥離装置
5か月前
株式会社FTS
成形装置
1か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社シロハチ
真空チャンバ
3か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社FTS
セパレータ
4日前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社リコー
画像形成システム
1か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
小林工業株式会社
振動溶着機
7か月前
トヨタ自動車株式会社
真空成形装置
9か月前
KTX株式会社
シェル型の作製方法
7か月前
株式会社リコー
シート処理システム
5か月前
日東工業株式会社
インサート成形機
2か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
東レ株式会社
溶融押出装置および押出方法
25日前
株式会社城北精工所
押出成形用ダイ
10か月前
個人
ノズルおよび熱風溶接機
26日前
大塚テクノ株式会社
樹脂製の構造体
10か月前
株式会社リコー
シート処理システム
5か月前
トヨタ自動車株式会社
真空成形方法
8か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
日本プラスト株式会社
嵌合構造
4か月前
三菱ケミカル株式会社
複合物品の製造方法。
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































