TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025012395
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023115195
出願日
2023-07-13
発明の名称
射出成形用金型及びそれを用いた成形方法
出願人
株式会社日立産機システム
代理人
青稜弁理士法人
主分類
B29C
45/37 20060101AFI20250117BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂の変形を見こした製品形状に射出成形用金型をプリフォームすることで、製品機能や寸法を満足させる高品質な成形品の製造を可能にする。
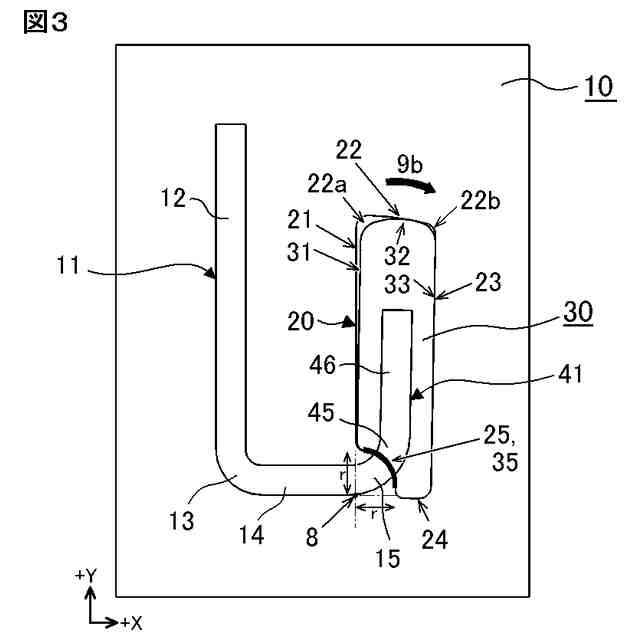
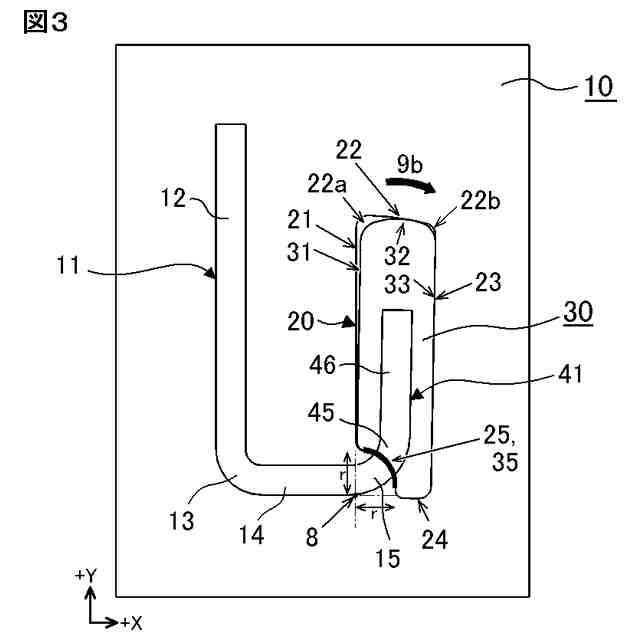
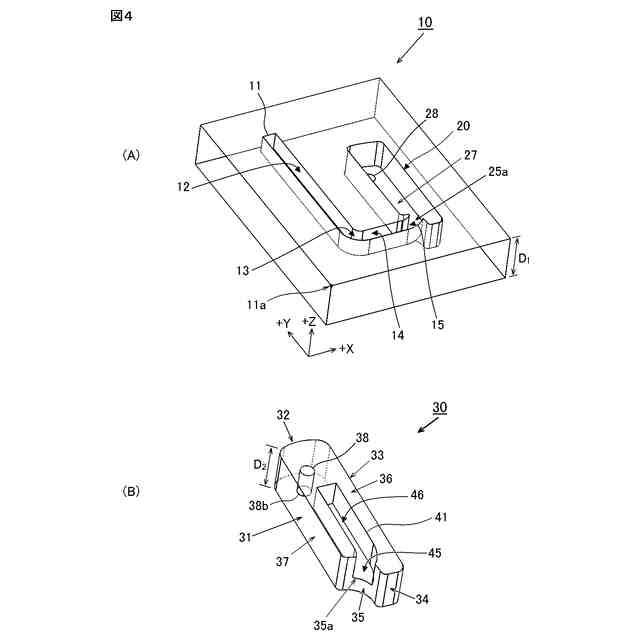
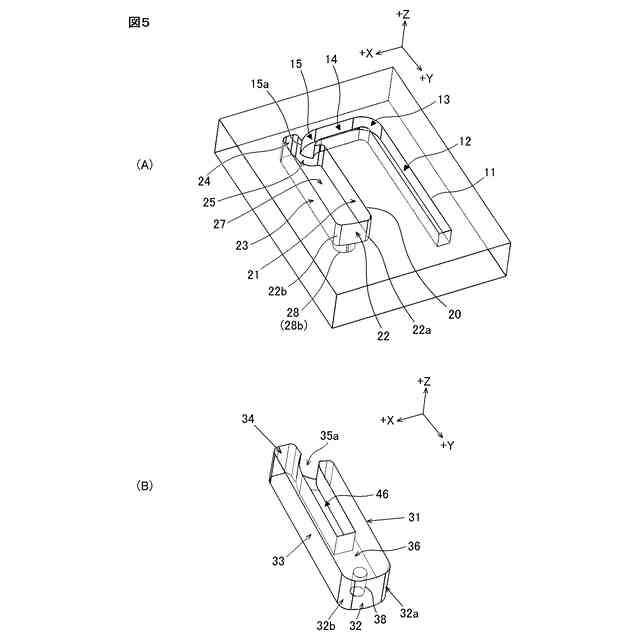
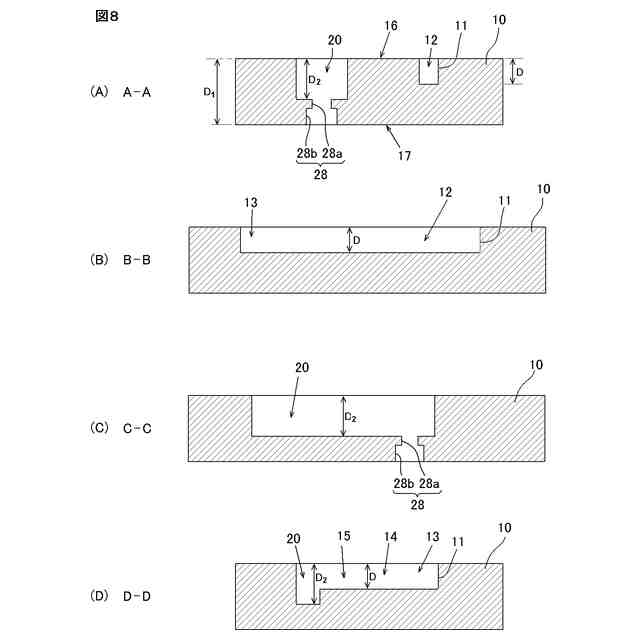
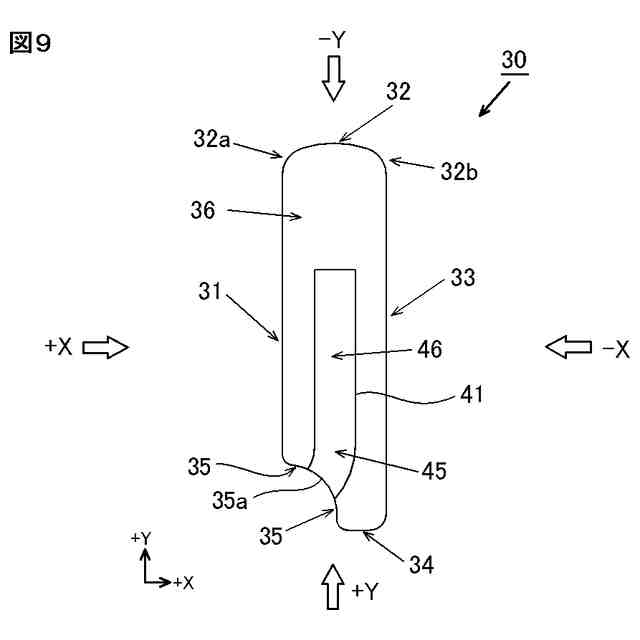
【解決手段】溝部11を有する凹側金型10によって成形される成形物において、溝部の一部分(溝部41)を、凹側金型10内の収容空間内に配置された可変駒30上に形成する。第一の溝部11と第2の溝部41に樹脂を射出することで成形物が形成される。可動駒30には円弧状の摺動面35が形成され、円弧状の案内面25に沿って、可動駒30は矢印9b又はその反対方向にわずかに移動可能であるので、溝部41の溝部11に対する角度をわずかに調整することが可能となる。
【選択図】図3
特許請求の範囲
【請求項1】
樹脂注入口から供給される樹脂を挟むように配置される凹側金型と凸側金型を有し、射出成形によって成形物を製造するための金型であって、
前記凹側金型には成形物を形成するための第1の溝部が形成され、
前記凹側金型は、回転中心点を軸にして所定範囲だけ前記凹側金型に対して回転可能であって、前記第1の溝部と連続させる第2の溝部が形成された可動駒を配置し、
前記可動駒の前記凹側金型に対する回転位置を固定するための固定手段を設け、
前記射出成形時には、成形後の前記成形物の変形を見こしたプリフォーム形状になるように前記可動駒の回転位置を固定することを特徴とする金型。
続きを表示(約 1,400 文字)
【請求項2】
前記凹側金型の前記凸側金型と対面する側に、前記可動駒を収容する空間を形成する収容部が形成されることを特徴とする請求項1に記載の金型。
【請求項3】
前記可動駒には、前記回転中心点に沿った回転を案内する円弧状の摺動面が形成され、
前記凹側金型の前記摺動面に対応する位置に、円弧状の案内面が形成され、
前記摺動面が前記案内面に対して摺動するように前記可動駒を回転させることで、前記可動駒の固定位置が調整されることを特徴とする請求項2に記載の金型。
【請求項4】
前記第1の溝部は、前記案内面と交差するように形成され、
前記第2の溝部は、前記摺動面と交差するように形成され、
前記可動駒の回転位置にかかわらずに前記第1の溝部の端部と第2の溝部の端部が連続するような位置関係とされることを特徴とする請求項3に記載の金型。
【請求項5】
前記凹側金型の外側から前記収容部に至る貫通穴が形成され、
前記貫通穴を介して外部からボルトが取り付けられ、
前記可動駒には前記ボルトの雄ネジと螺合する雌ネジ部が形成されることを特徴とする請求項4に記載の金型。
【請求項6】
前記可動駒に形成される前記雌ネジ部は、前記回転中心点から見て前記摺動面よりも遠い径方向外側であって、前記第2の溝部と干渉しない位置に形成されることを特徴とする請求項5に記載の金型。
【請求項7】
成形物には屈曲部が含まれ、前記摺動面と案内面は、屈曲部において延在方向と交差するように配置されることを特徴とする請求項6に記載の金型。
【請求項8】
樹脂注入口から供給される樹脂を挟むように配置される凹側金型と凸側金型を有し、ブロー成形によって成形物を製造する金型を用いた樹脂の成形方法であって、
前記凹側金型に、固定位置をわずかな回転角だけ移動可能な入れ子構造の可動駒を配置し、
樹脂による成形後の製品変形を見こした分だけ前記可動駒の位置を変形方向とは逆方向にずらすように調整することで、成形後の製品の寸法とわずかに異なる形状の金型による溝部を設定し、
前記可動駒の位置を固定した後に前記凸側金型を前記凹側金型に合わせてブロー成形を行うことを特徴とする成形方法。
【請求項9】
前記凹側金型には成形物を形成するための第1の溝部と前記可動駒の回転を案内する円弧状の案内面が形成され、
前記可動駒には前記第1の溝部と連続する第2の溝部と回転中心点に沿った回転を案内する円弧状の摺動面が形成され、
前記調整時には、ブロー成形後の前記成形物の変形方向に対して反対方向に前記可動駒の前記摺動面を移動させた状態にすることを特徴とする請求項8に記載の成形方法。
【請求項10】
前記可動駒の前記凹側金型に対する回転位置を任意の位置にて固定するための貫通孔と、前記貫通孔を通して前記可動駒に形成された雌ネジ部と螺合するボルトを設け、
前記摺動面が前記案内面に対して摺動させるようにして前記可動駒の回転角度を調整して前記ボルトで前記可動駒の位置を固定し、その後に前記ブロー成形を行うことを特徴とする請求項9に記載の成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、モールド射出成形用金型において、射出成形後の樹脂の収縮差等による製品変形に応じて、製品形状をプリフォームすることを可能とする金型及びその金型を用いた成形方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
射出成形用金型を用いた樹脂の成形においては、高温の溶融された樹脂を金型内に流し込み、樹脂を冷却させて固化させる。特許文献1では、2つの成形金型の間にて成形物を形成する方法が開示されている。樹脂の成形の取り出し時には、成形及び冷却後の樹脂の収縮により製品がわずかに変形してしまうことがある。この対策のため、樹脂の収縮を考慮しながら射出成形用の金型を設計することが一般的である。しかしながら、同じ金型を用いて異なる樹脂材料を成形するような場合には、樹脂材料によって変形度合いが異なるため、成形後の製品機能を満足しなかったり寸法公差外となったりすることがある。
【先行技術文献】
【特許文献】
【0003】
特開昭55-46717号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のように、金型を用いた樹脂の射出成形においては、樹脂の収縮差等により製品の変形が生じ、製品機能や寸法に影響を与えることがある。
【0005】
本発明の目的は、樹脂の変形を見こした製品形状に射出成形用金型をプリフォームすることで、製品機能や寸法を満足させる高品質な成形品の製造を可能にすることにある。
本発明の別の目的は、使用する射出成型用の金型に、わずかに移動可能に配置される駒を用いて実現することで、成形後の樹脂の収縮度合いが異なる複数の材料にも容易に対応可能な射出成形用及びそれを用いた成形方法を実現することにある。
【課題を解決するための手段】
【0006】
本願において開示される発明のうち代表的な特徴を説明すれば次のとおりである。
本発明の一つの特徴によれば、樹脂注入口から供給される樹脂を挟むように配置される凹側金型と凸側金型を有し、射出成形によって成形物を製造するための金型であって、凹側金型には成形物を形成するための第1の溝部が形成すると共に、回転中心点を軸にして所定範囲だけ凹側金型に対して回転可能であって、第1の溝部と連続させる第2の溝部が形成された可動駒を配置する。可動駒の凹側金型に対する回転位置は、ボルト等の固定手段によって射出成型時の可動駒が動かないように固定される。金型を用いた射出成形時には、成形後の成形物の変形度合いを見こして、成形後に曲がる方向とは逆方向に曲げた状態、即ち、プリフォーム形状になるように可動駒の回転位置を調整して凹側金型に固定する。このように成形物が成形後に変形する部分を予想し、角度を可変にできる可動駒を用いて変形方向とは逆方向に予め金型の溝部の一部を曲げておくことで、使用する樹脂材料の変形度合いに応じて金型の形状を調整することができ、容易にプリフォーム形状にてブロー成形が可能となった。
【0007】
本発明の他の特徴によれば、凹側金型の凸側金型と対面する側に、可動駒を収容する空間となる収容部が形成される。可動駒には、回転中心点に沿った回転を案内する円弧状の摺動面が形成され、この摺動面に対応する凸側金型の内壁に、円弧状の案内面を形成する。可動駒の回転時には、摺動面が案内面に対して摺動するように回転させることで可動駒の固定位置が調整される。また、第1の溝部は案内面と交差するように形成され、第2の溝部は摺動面と交差するように形成され、可動駒の回転位置にかかわらずに第1の溝部の端部と第2の溝部が連続するような位置関係とされる。
【0008】
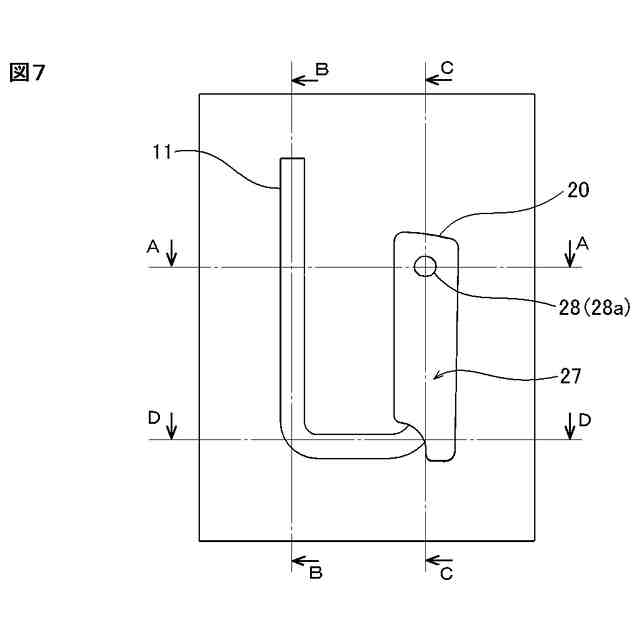
本発明のさらに他の特徴によれば、凹側金型の外側から収容部に至る貫通穴が形成され、貫通穴を介して外部からボルトが取り付けられ、可動駒にはボルトの雄ネジと螺合する雌ネジ部が形成される。可動駒に形成される雌ネジ部は、回転中心点から見て摺動面よりも遠い径方向外側であって、第2の溝部と干渉しない位置に形成される。また、成形物には屈曲部が含まれ、摺動面と案内面は、屈曲部において延在方向と交差するように配置される。
【0009】
本発明のさらに他の特徴によれば、樹脂注入口から供給される樹脂を挟むように配置される凹側金型と凸側金型を有し、ブロー成形によって成形物を製造する金型を用いた樹脂の成形方法であって、凹側金型に、固定位置をわずかな回転角だけ移動可能な入れ子構造の可動駒を配置し、樹脂による成形後の製品変形を見こした分だけ可動駒の位置を変形方向とは逆方向にずらすように調整することで、成形後の製品の寸法とわずかに異なる形状の金型による溝部を設定し、可動駒の位置を固定した後に凸側金型を凹側金型に合わせてブロー成形を行うようにした。
【発明の効果】
【0010】
以上のように本発明によれば、凹側金型に形成された溝部と、可動駒による溝部の位置の関係を、樹脂の収縮差等による変形を見こした製品形状にプリフォームしてから樹脂の成形が可能となるので、成形後に樹脂が収縮した際に理想的な形状とすることが容易になり、製品機能や製品寸法を満足させる高品質な成形品の提供を可能にできる。また、成形に用いる樹脂の材質が複数存在するような場合であっても、樹脂の種類に合わせて調整した複数の凹側金型を準備する必要が無くなるので、製造コストの低減を図ることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
7か月前
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
プリプレグテープ
4か月前
CKD株式会社
型用台車
1か月前
シーメット株式会社
光造形装置
1か月前
グンゼ株式会社
ピン
2か月前
個人
射出ミキシングノズル
4か月前
株式会社日本製鋼所
押出機
4か月前
株式会社FTS
ロッド
18日前
個人
樹脂可塑化方法及び装置
25日前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社FTS
成形装置
1か月前
株式会社シロハチ
真空チャンバ
3か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社リコー
シート剥離装置
6か月前
株式会社FTS
セパレータ
12日前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社リコー
画像形成システム
2か月前
株式会社日本製鋼所
押出成形装置
5か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社日本製鋼所
押出成形装置
5か月前
小林工業株式会社
振動溶着機
7か月前
個人
ノズルおよび熱風溶接機
1か月前
KTX株式会社
シェル型の作製方法
7か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
株式会社リコー
シート処理システム
5か月前
株式会社リコー
シート処理システム
6か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
日東工業株式会社
インサート成形機
2か月前
ヒロホー株式会社
搬送容器の製造方法
7か月前
株式会社日本製鋼所
射出成形機
7か月前
株式会社コスメック
磁気クランプ装置
4か月前
三菱ケミカル株式会社
複合物品の製造方法。
4か月前
中川産業株式会社
防火板材の製造方法
2か月前
豊田鉄工株式会社
接合体及び接合方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































