TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025012091
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023114659
出願日
2023-07-12
発明の名称
溶接パラメータ調整方法及び溶接パラメータ設定装置、アーク溶接システム
出願人
パナソニックIPマネジメント株式会社
代理人
弁理士法人前田特許事務所
主分類
B23K
9/095 20060101AFI20250117BHJP(工作機械;他に分類されない金属加工)
要約
【課題】アンダーカットやハンピングビードを抑制するために、カメラ等による形状計測を必要とせずに溶接パラメータを調整することが可能な溶接パラメータ調整方法を提供する。
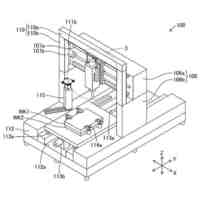
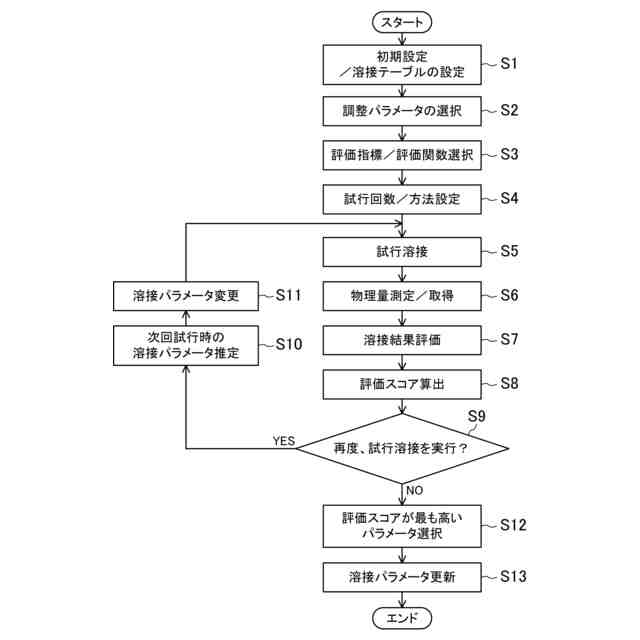
【解決手段】溶接パラメータ調整方法は、溶接パラメータを含む溶接テーブルと評価指標として単位時間当たりの短絡回数とを設定し、ワーク200を試行溶接する。このときの溶接電流を測定し、評価指標に関する評価スコアを算出する。評価スコアに基づいて溶接パラメータの値を推定する。試行溶接から溶接パラメータの値の推定までの一連の処理を繰り返し実行するとともに、各回の開始時点で、溶接パラメータの値の推定結果に基づいて、溶接パラメータの値を変更する。ワーク200の再度の試行溶接が不要と判断すると、評価スコアが最も高い場合の溶接パラメータを選択して、溶接テーブルを更新する。
【選択図】図4
特許請求の範囲
【請求項1】
アーク溶接のための溶接パラメータ調整方法であって、
所定の溶接条件に対応する溶接テーブルを設定する第1ステップと、
溶接品質に対応した評価指標を設定する第2ステップと、
前記第1ステップにて設定した溶接テーブルに基づいて、ワークを試行溶接する第3ステップと、
前記第3ステップの実行中に、前記溶接テーブルに含まれる一つ以上の溶接パラメータに関係する物理量を測定する第4ステップと、
前記第4ステップで測定された前記物理量に基づいて、前記評価指標に関する評価スコアを算出する第5ステップと、
前記ワークを再度、試行溶接するか否かを判断する第6ステップと、
前記評価スコアに基づいて、前記評価指標に対応する前記溶接パラメータの値を推定する第7ステップと、を少なくとも備え、
前記物理量は、溶接電流または溶接電圧あるいはその両方であり、
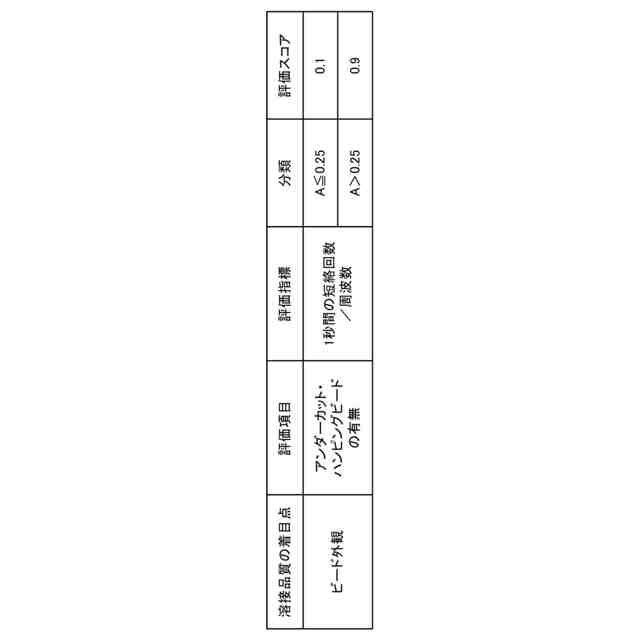
前記評価指標は、少なくとも単位時間当たりの短絡回数を含み、
前記第3ステップから前記第7ステップまでの一連の処理を、繰り返し実行するとともに、各回の開始時点で、前記第7ステップでの推定結果に基づいて、前記評価指標に対応する前記溶接パラメータの値を変更し、
前記第6ステップにて、再度の試行溶接が不要と判断した後に、前記評価スコアが最も高い場合の前記溶接パラメータを選択して、前記溶接テーブルを更新する第8ステップをさらに備えたことを特徴とする溶接パラメータ調整方法。
続きを表示(約 1,400 文字)
【請求項2】
請求項1に記載の溶接パラメータ調整方法において、
前記第4ステップを実行するにあたって、所定の評価関数を選択し、前記評価指標を前記評価関数で評価して前記評価スコアを得ることを特徴とする溶接パラメータ調整方法。
【請求項3】
請求項1に記載の溶接パラメータ調整方法において、
前記評価スコアを標準テーブルを用いた場合の前記評価スコアと比較して表示させることを特徴とする溶接パラメータ調整方法。
【請求項4】
請求項1に記載の溶接パラメータ調整方法において、
前記溶接条件の変更内容に応じて、調整すべき前記溶接パラメータの候補が選択されることを特徴とする溶接パラメータ調整方法。
【請求項5】
請求項1に記載の溶接パラメータ調整方法において、
前記溶接品質の要求仕様に応じて、調整すべき前記溶接パラメータの候補が選択されることを特徴とする溶接パラメータ調整方法。
【請求項6】
請求項1に記載の溶接パラメータ調整方法において、
前記第6ステップでは、事前に設定した試行回数に達したか否かを判断することを特徴とする溶接パラメータ調整方法。
【請求項7】
請求項6に記載の溶接パラメータ調整方法において、
調整すべき前記溶接パラメータの数に基づいて、前記試行回数を決定することを特徴とする溶接パラメータ調整方法。
【請求項8】
請求項1に記載の溶接パラメータ調整方法において、
前記溶接品質の着目点が複数種類ある場合、
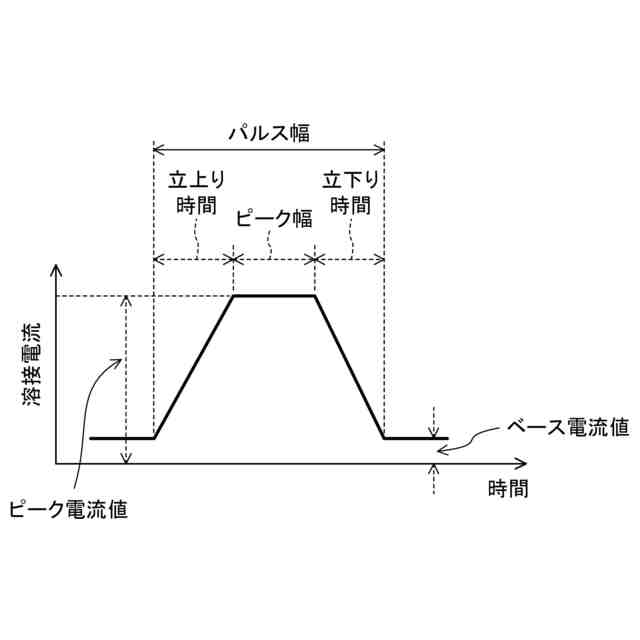
前記第1ステップから前記第8ステップまでの処理を行って、前記単位時間当たりの短絡回数を増加させるように、前記溶接電流におけるピーク電流値とピーク幅とを更新する第1更新作業と、
前記第1ステップから前記第8ステップまでの処理を行って、少なくとも一つ以上の前記溶接パラメータの値を更新する第2更新作業と、を行い、
前記第1更新作業及び前記第2更新作業のうち、前記溶接品質への影響度の高い前記溶接パラメータの値を更新する作業を後で行うことを特徴とする溶接パラメータ調整方法。
【請求項9】
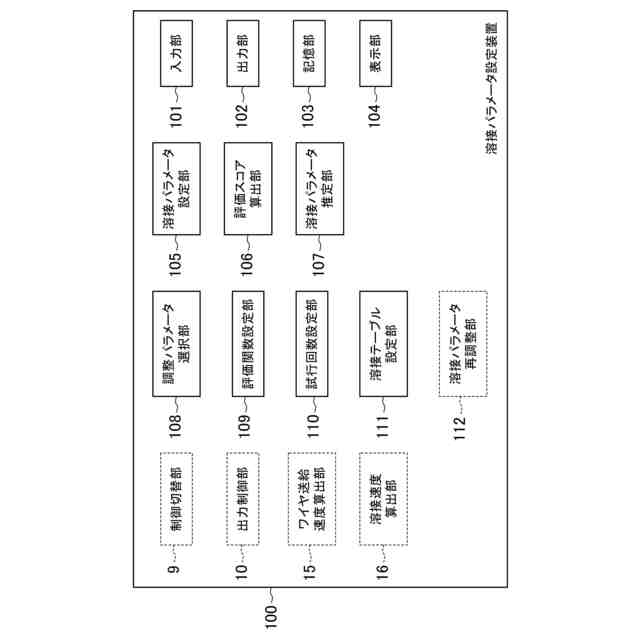
一つ以上の溶接パラメータに関係し、ワークのアーク溶接中に測定された物理量が少なくとも入力される入力部と、
所定の溶接条件に対応する前記溶接パラメータを設定する溶接パラメータ設定部と、
前記入力部に入力された前記物理量に基づいて、前記ワークの溶接品質に対応した評価指標に関する評価スコアを算出する評価スコア算出部と、
前記評価スコアに基づいて、調整すべき前記溶接パラメータの値を推定する溶接パラメータ推定部と、を少なくとも備え、
前記物理量は、溶接電流または溶接電圧あるいはその両方であり、
前記評価指標は、少なくとも単位時間当たりの短絡回数を含むことを特徴とする溶接パラメータ設定装置。
【請求項10】
請求項9に記載の溶接パラメータ設定装置において、
前記溶接条件に対応する1または複数の前記溶接パラメータと、前記入力部に入力された前記物理量と、前記評価スコア算出部で算出された前記評価スコアと、を少なくとも保存する記憶部と、
前記評価スコアを少なくとも表示する表示部と、をさらに備えたことを特徴とする溶接パラメータ設定装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、溶接パラメータ調整方法及び溶接パラメータ設定装置、アーク溶接システムに関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
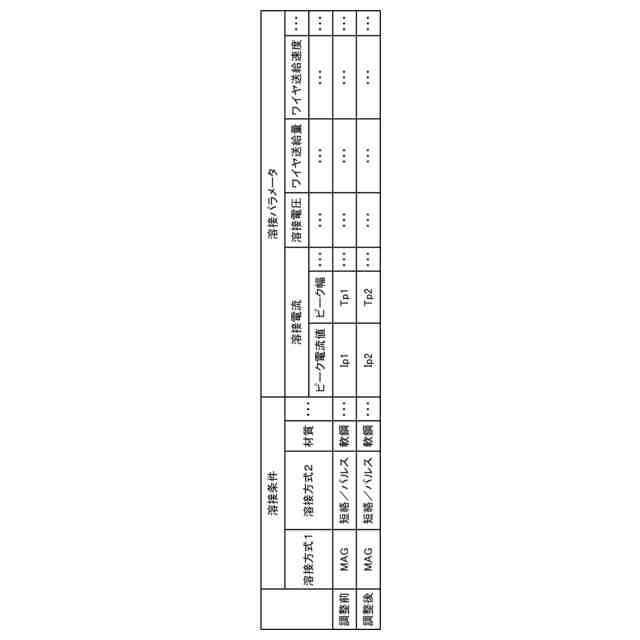
従来、種々の形状及び材質のワークに対してアーク溶接が行われる。ワークの形状や材質に応じて、溶接条件が設定される。また、溶接条件に対応して、溶接品質を維持するために、溶接電流や溶接電圧、またワイヤ送給量等を決定するための溶接パラメータが設定される。
【0003】
しかし、これらの溶接条件は設定すべき項目が多岐にわたる。これに応じて、調整すべき溶接パラメータの数も多くなっている。
【0004】
そこで、溶接中に、溶接電流波形や溶接電圧波形またはそれ以外の物理量を測定し、測定結果に基づいて溶接パラメータを決定する手法が種々提案されている。
【0005】
例えば、特許文献1には、溶接ビードの外観の画像データや溶接中に発生するアーク音波形等に基づいて、溶接パラメータの学習を行い、溶接パラメータの最適化を図る手法が提案されている。
【0006】
特許文献2には、パルスアーク溶接において、パルス周期毎に溶接ワイヤとワークとの短絡の発生時期を検出し、単位時間当たりの短絡発生時期の分布を表す指標を算出し、当該指標に基づいて溶接電流波形におけるパルスパラメータを変化させる手法が提案されている。
【0007】
また、特許文献3には、カメラを用いて、溶接波形情報とスパッタ量やビード形状情報を対応づけ、最適な溶接パラメータを自動的に作成する方法が提案されている。
【0008】
特許文献4には、溶接作業者の熟練度に依らず、溶接パラメータを調整可能な溶接パラメータ調整方法が提案されている。この溶接パラメータ調整方法では、溶接テーブルと評価指標とを設定し、溶接テーブルに基づいてワークを試行溶接する。試行溶接中に、溶接パラメータに関係する物理量、例えば、溶接電流を測定し、評価指標に関する評価スコアを算出する。評価スコアに基づいて溶接パラメータの値を推定する。試行溶接から溶接パラメータの値の推定までの一連の処理を繰り返し実行するとともに、各回の開始時点で、溶接パラメータの値の推定結果に基づいて、溶接パラメータの値を変更する。ワークの再度の試行溶接が不要と判断すると、評価スコアが最も高い場合の溶接パラメータを選択して、溶接テーブルを更新する。
【先行技術文献】
【特許文献】
【0009】
特許第6126174号公報
特許第6100607号公報
特開2020-157347号公報
特開2023-004319号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
特許文献1~3に開示された従来の構成によれば、一部の溶接パラメータの調整作業を簡素化できる。また、特許文献4に開示された従来の構成によれば、溶接作業者の熟練度に依らず、簡便かつ確実に溶接パラメータを調整することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
作業用治具
3か月前
個人
トーチノズル
3か月前
日東精工株式会社
検査装置
3か月前
日東精工株式会社
組み付け装置
2か月前
シヤチハタ株式会社
組立ライン
2か月前
株式会社FUJI
工作機械
今日
有限会社津谷工業
切削工具
1か月前
エンシュウ株式会社
工作機械
3か月前
株式会社不二越
タップ
2か月前
ダイハツ工業株式会社
冷却構造
2か月前
株式会社ダイヘン
アーク溶接制御方法
2か月前
株式会社ツガミ
工作機械
9日前
トヨタ自動車株式会社
検査方法
9日前
トヨタ自動車株式会社
積層コア
21日前
株式会社トーキン
溶接用トーチ
5日前
株式会社不二越
歯車加工機
1か月前
株式会社不二越
歯車研削盤
2か月前
株式会社メドメタレックス
ドリル
20日前
株式会社オーエム製作所
工作機械
12日前
トヨタ自動車株式会社
位相測定方法
20日前
サムテック株式会社
加工物製造方法
20日前
株式会社メタルクリエイト
切削装置
2か月前
株式会社浪速試錐工業所
防風カバー
2か月前
株式会社ヤマダスポット
抵抗溶接機
1か月前
津田駒工業株式会社
工作機械用の主軸装置
3か月前
三菱電機株式会社
ねじ取り出し装置
13日前
株式会社関本管工
エルボ管保持装置
5日前
株式会社FUJI
自動化用パレット
1か月前
住友重機械工業株式会社
レーザ装置
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
DMG森精機株式会社
工作機械
9日前
工機ホールディングス株式会社
作業機
1か月前
株式会社不二越
工具の製造方法
21日前
ブラザー工業株式会社
工作機械
2か月前
エンシュウ株式会社
摩擦撹拌接合装置
3か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ