TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025011854
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023114226
出願日
2023-07-12
発明の名称
樹脂成形用中子及びそれを用いた樹脂成形方法
出願人
株式会社栗本鐵工所
代理人
個人
,
個人
,
個人
,
個人
主分類
B29C
33/52 20060101AFI20250117BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】強度を確保できる材質で、樹脂の種類にかかわらずに利用可能な中子を提供して、中空構造の樹脂成形を低コストかつ高精度に実現できるようにする。
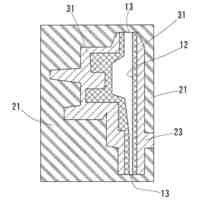
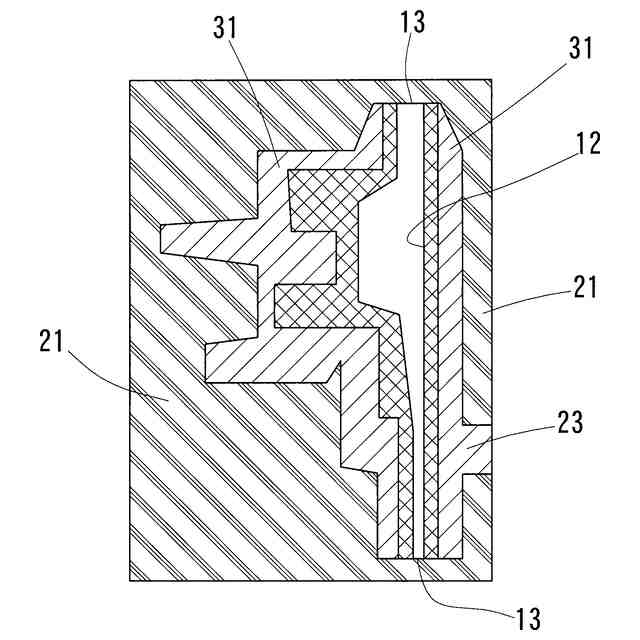
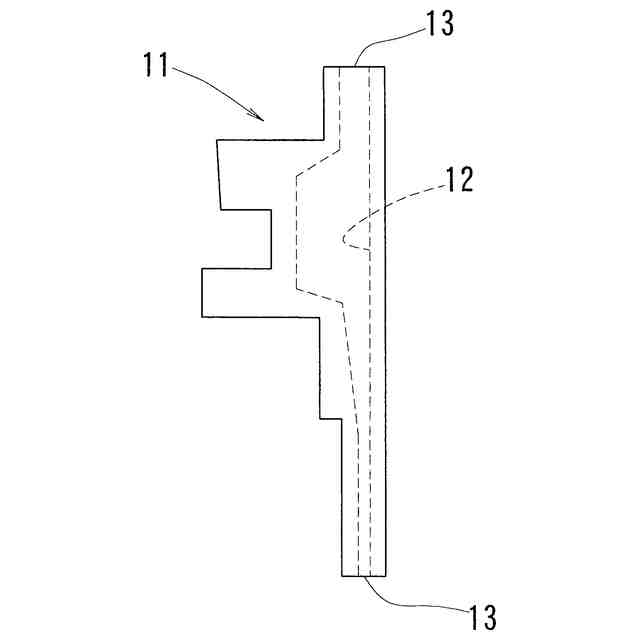
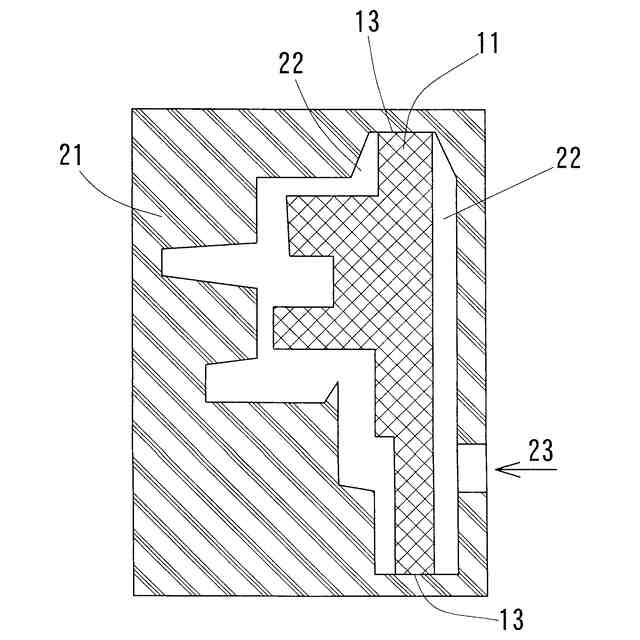
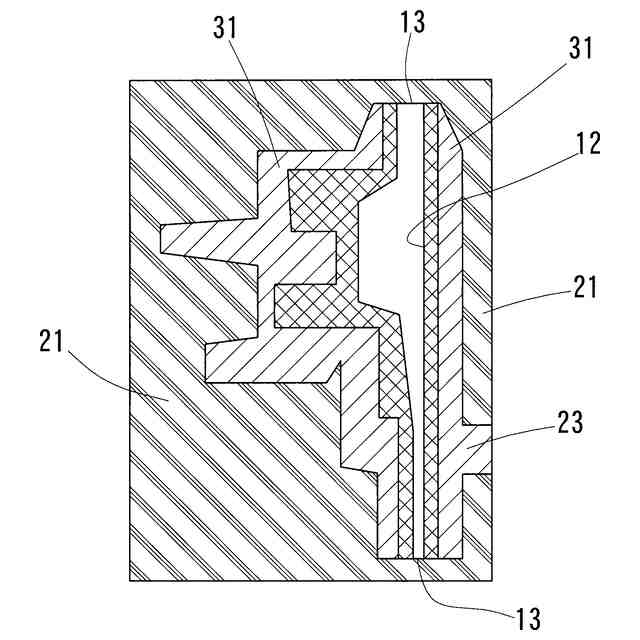
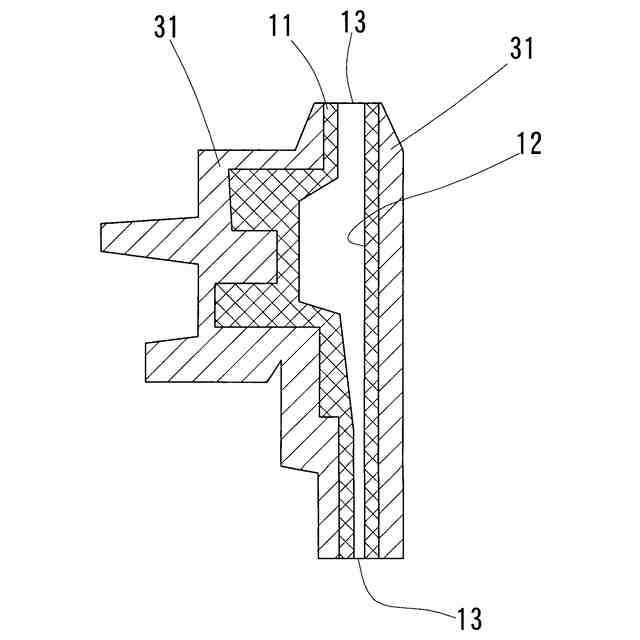
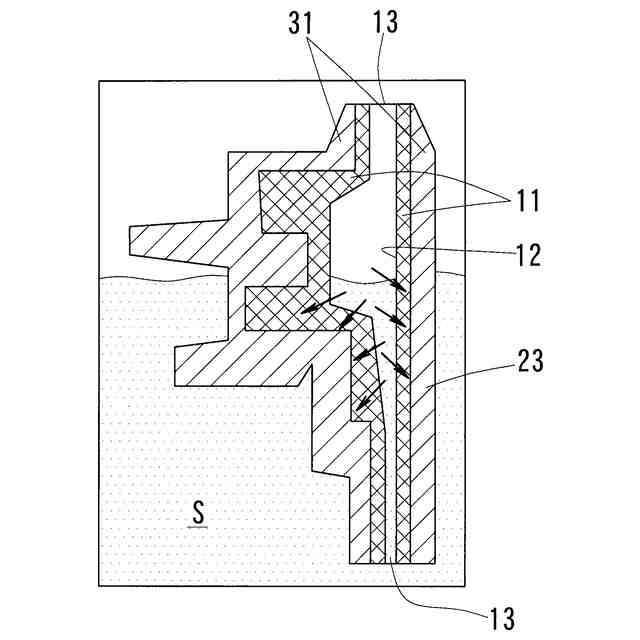
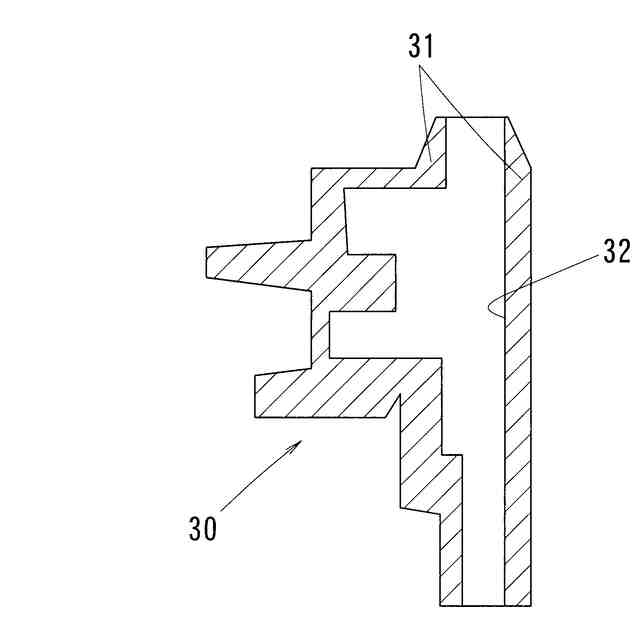
【解決手段】樹脂成形する金型21に導入して樹脂成形体30に中空部32を形成するための中子を、腐食性のマグネシウム合金からなる合金製中子11とし、合金製中子11自体が中子中空部12を有し、注入する樹脂23との非接触部分に、中子中空部12への流入口13を有するようにする。
【選択図】図3
特許請求の範囲
【請求項1】
樹脂成形する金型に導入して樹脂成形体に中空部を形成するための中子であって、
腐食性のマグネシウム合金からなり、
前記中子自体が中子中空部を有し、
注入する樹脂との非接触部分に、前記中子中空部への流入口を有する合金製中子。
続きを表示(約 350 文字)
【請求項2】
アルミニウム、銅、またはその両方を含有するマグネシウム合金からなる、請求項1に記載の合金製中子。
【請求項3】
アルミニウムと、マンガンと、ニッケル及び銅のうち少なくとも一つとを含有するマグネシウム合金からなる、請求項1に記載の合金製中子。
【請求項4】
請求項1乃至3のいずれかに記載の合金製中子を、前記流入口に樹脂が入り込まないようにしたうえで金型内に導入して、前記合金製中子の外周と前記金型との間に樹脂を注入する、樹脂成形体の製造方法。
【請求項5】
請求項1乃至3のいずれかに記載の合金製中子を含有した樹脂成形体に、前記流入口から分解液を導入し、前記中子中空部の内面から前記合金製中子の分解を進行させる、合金製中子の除去方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、中空部を有する樹脂成形品を製造する方法と、その製造の際に用いる中子に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
樹脂製品を成形する手法として、射出成形が最も一般的に用いられている。射出成形は、金型内に加熱溶融した樹脂を注入し、冷却して硬化させた後に金型から取り出すことで、成形された樹脂製品を作製するというものである。この樹脂製品の内部に空間を形成させたい場合には、中子を金型内に配置した上で樹脂を注入することで、中子のある部分には樹脂が充填されない樹脂製品を作製できる。ただし、そのままでは中子が製品に付属してしまうので、この中子は成形後に除去する必要がある。一般的には中子には崩落性の良い砂(鋳物砂)が用いられる。ただし、鋳物砂では元々崩落しやすいために、繊細な形状の中子とすることが難しく、形成可能な中空部の形状に制限がある。
【0003】
特許文献1には、中子をポリビニルアルコールのような水溶性樹脂で形成し、射出成形する樹脂をナイロン樹脂のような水不溶性樹脂とすることで、成形後に水のような媒体で中子を溶解することで除去する手法が開示されている。
【0004】
また、特許文献2には、中子(水溶性コア)にマグネシウム合金やアルミニウム合金を用いて、加熱吹付や焼結により製造することで高い気孔率となるように形成すると、その気孔から水溶性コアが迅速に溶解することが報告されている。
【0005】
なお、特許文献3には、アルミニウムと銅を含有することで腐食速度を向上させることができるマグネシウム合金の例が提示されている。また、特許文献4にも、アルミニウム及びマンガンに加えて、ニッケルや銅を含有する腐食しやすいマグネシウム合金の例が記載されている。
【先行技術文献】
【特許文献】
【0006】
特開平10-296748号公報
特開平10-311246号公報
国際公開第2021/075552号
国際公開第2017/168696号
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に記載のような水溶性樹脂を中子に用いた場合、射出成形における樹脂注入時に高い圧力を掛けると、強度不足により中子が破壊されるおそれがあった。また、成形品に用いる樹脂と水溶性樹脂との関係で、使える樹脂が制限されてしまった。
【0008】
特許文献2に記載のように、マグネシウム合金やアルミニウム合金で気孔率の高い中子を形成した場合、中子の表面に形成される凹凸のために、成形品の表面が荒くなってしまうという問題があった。また、気孔率を高くするための処理に手間や費用がかかってしまうという問題もあった。
【0009】
そこでこの発明は、強度を確保できる材質で、樹脂の種類にかかわらずに利用可能な中子を提供して、中空構造の樹脂成形を低コストかつ高精度に実現できるようにすることを目的とする。
【課題を解決するための手段】
【0010】
上記の課題を解決するために、
樹脂成形する金型に導入して樹脂成形体に中空部を形成するための中子であって、
腐食性のマグネシウム合金からなり、
前記中子自体が中子中空部を有し、
注入する樹脂との非接触部分に、前記中子中空部への流入口を有する合金製中子により、上記の課題を解決したのである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社栗本鐵工所
樹脂成形用中子及びそれを用いた樹脂成形方法
8日前
東レ株式会社
溶融紡糸設備
7か月前
東レ株式会社
吹出しノズル
2か月前
シーメット株式会社
光造形装置
1か月前
東レ株式会社
プリプレグテープ
4か月前
CKD株式会社
型用台車
1か月前
株式会社日本製鋼所
押出機
4か月前
グンゼ株式会社
ピン
1か月前
個人
射出ミキシングノズル
3か月前
株式会社FTS
ロッド
8日前
個人
樹脂可塑化方法及び装置
15日前
帝人株式会社
成形体の製造方法
7か月前
東レ株式会社
一体化成形品の製造方法
5か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社リコー
シート剥離装置
5か月前
株式会社FTS
成形装置
1か月前
株式会社日本製鋼所
押出成形装置
4か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社リコー
画像形成システム
1か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社FTS
セパレータ
2日前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社リコー
シート処理システム
5か月前
日東工業株式会社
インサート成形機
1か月前
トヨタ自動車株式会社
真空成形方法
8か月前
東レ株式会社
溶融押出装置および押出方法
23日前
個人
ノズルおよび熱風溶接機
24日前
トヨタ自動車株式会社
3Dプリンタ
1か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
トヨタ自動車株式会社
真空成形装置
9か月前
株式会社リコー
シート処理システム
5か月前
KTX株式会社
シェル型の作製方法
7か月前
小林工業株式会社
振動溶着機
7か月前
株式会社日本製鋼所
射出成形機
1か月前
トヨタ自動車株式会社
電池の製造方法
1か月前
株式会社イクスフロー
成形装置
9か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ