TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025011783
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023114103
出願日
2023-07-11
発明の名称
積層体の製造方法及び積層体
出願人
東亞合成株式会社
,
株式会社コーセン社
代理人
弁理士法人太陽国際特許事務所
主分類
B29C
65/48 20060101AFI20250117BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】メッシュに起伏を有するエキスパンドメタルを用いても、ストランドに樹脂フィルムが十分に密着している積層体を製造することができる積層体の製造方法が提供される。
【解決手段】本開示の積層体の製造方法は、加熱されたエキスパンドメタル上に、樹脂フィルム及び剥離フィルムをこの順に載置して、重ね合わせ体を作製する工程と、ショアA硬度が40~60のゴム板を、前記重ね合わせ体の前記剥離フィルムに押し当てて、前記樹脂フィルムを前記エキスパンドメタルに接着させる工程と、を含む。
【選択図】なし
特許請求の範囲
【請求項1】
加熱されたエキスパンドメタル上に、樹脂フィルム及び剥離フィルムをこの順に載置して、重ね合わせ体を作製する工程と、
ショアA硬度が40~60のゴム板を、前記重ね合わせ体の前記剥離フィルムに押し当てて、前記樹脂フィルムを前記エキスパンドメタルに接着させる工程と、
を含む、積層体の製造方法。
続きを表示(約 1,100 文字)
【請求項2】
前記樹脂フィルムの材質が、ホットメルト樹脂組成物である、請求項1に記載の積層体の製造方法。
【請求項3】
前記ホットメルト樹脂組成物が、ポリエステル、ポリエチレン、ポリプロピレン、ポリウレタン、ポリアミド、スチレン系エラストマーとポリオレフィンが混合された熱可塑性エラストマー、及び、エチレン系ゴムとポリプロピレンが混合された熱可塑性エラストマーからなる群より選択される少なくとも1つを含む、請求項2に記載の積層体の製造方法。
【請求項4】
前記エキスパンドメタルのストランドの板厚が、500μm~8,000μmであり、
前記樹脂フィルムの厚みが、15μm~500μmである、請求項2に記載の積層体の製造方法。
【請求項5】
前記ゴム板が、シリコーンゴムを含む、請求項1~請求項4のいずれか1項に記載の積層体の製造方法。
【請求項6】
前記ゴム板が加熱されている、請求項1~請求項4のいずれか1項に記載の積層体の製造方法。
【請求項7】
エキスパンドメタルと、
前記エキスパンドメタルの少なくとも一方の主面に接着された樹脂フィルムと、
を備え、
前記エキスパンドメタルが、複数のストランドと、前記複数のストランドのうちの3つ以上の前記ストランドが接続された複数のボンドと、を有し、
前記複数のストランド及び前記複数のボンドによって、複数のメッシュが形成されており、
前記複数のメッシュの総数に対する接着メッシュの総数の比率が、80%以上であり、
前記接着メッシュが、前記複数のメッシュのうち、1つの前記メッシュを形成する複数のストランドの全てが前記樹脂フィルムに接着しているメッシュを示す、積層体。
【請求項8】
前記樹脂フィルムの材質が、ホットメルト樹脂組成物である、請求項7に記載の積層体。
【請求項9】
前記ホットメルト樹脂組成物が、ポリエステル、ポリエチレン、ポリプロピレン、ポリウレタン、ポリアミド、スチレン系エラストマーとポリオレフィンが混合された熱可塑性エラストマー、及び、エチレン系ゴムとポリプロピレンが混合された熱可塑性エラストマーからなる群より選択される1つを含む、請求項8に記載の積層体。
【請求項10】
前記ストランドの板厚が、500μm~8,000μmであり、
前記樹脂フィルムの厚みが、15μm~500μmである、請求項8又は請求項9に記載の積層体。
発明の詳細な説明
【技術分野】
【0001】
本開示は、積層体の製造方法及び積層体に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来から、エキスパンドメタルにフィルムを積層してなる積層体は、様々な部材(例えば、吸音材)として用いられている(例えば、特許文献1及び特許文献2)。
【0003】
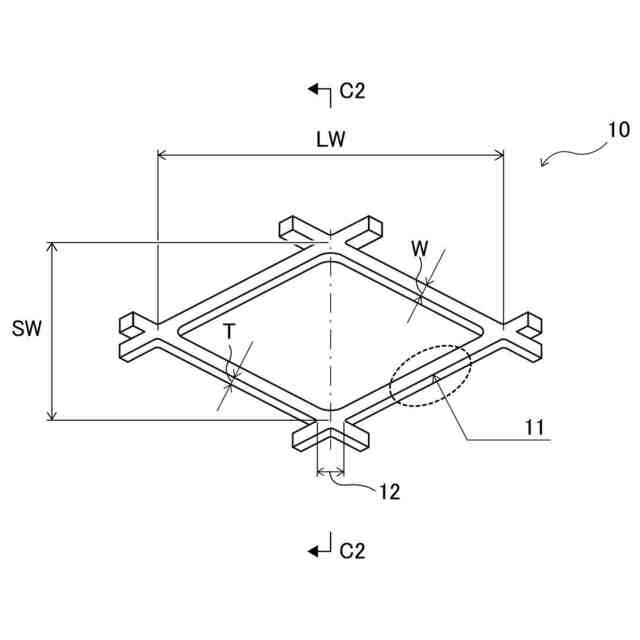
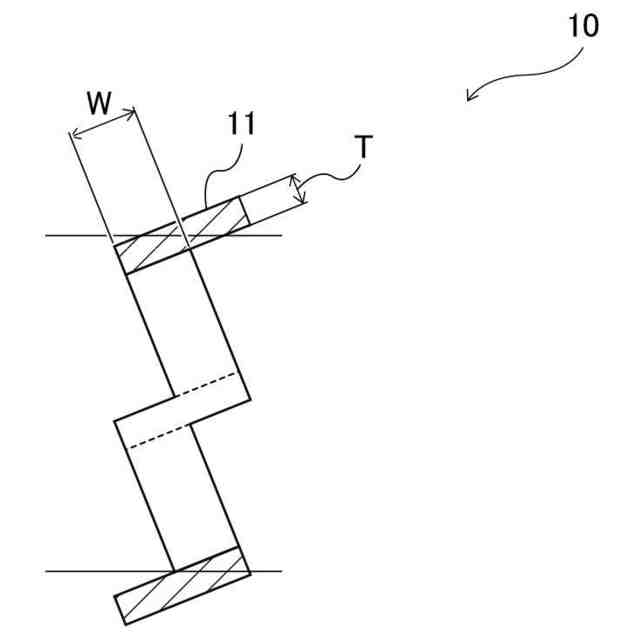
「エキスパンドメタル」とは、エキスパンド製法によって、金属板をメッシュ状にした金網を示す。詳しくは、エキスパンドメタルは、山型の上刃及び平状の下刃で、金属板にスリッ卜を入れながら拡開(エキスパンド)することで得られる。そのため、エキスパンドメタルは、打抜金網と異なり、メッシュに起伏(すなわち、ストランドとボンドとの間の段差)を有する。「ストランド」とは、メッシュの細い部分を示す。「ボンド」とは、メッシュの交差している太い部分を示す。
【0004】
特許文献3は、膜振動吸音板を開示している。特許文献3に開示の膜振動吸音板は、多数の開口を有する2枚の板状体で透明樹脂薄膜を挟持してなる。2枚の板状体の一方は、アルミニウム製エキスパンドメタルを平坦化したもの(以下、「フラット加工品」ともいう)である。特許文献3には、フラット加工品を用いることで、メッシュに起伏を有するエキスパンドメタルを用いる場合よりも、透明樹脂薄膜との接触が十分となり、膜振動吸音板の吸音特性が向上することが記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2007-324389号公報
特開2020-073318号公報
特開2007-303080号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
エキスパンドメタルは、フラット加工品よりも安価である。そのため、メッシュに起伏を有するエキスパンドメタルを用いても、ストランドに樹脂フィルムが十分に密着している積層体を製造することができる積層体の製造方法が求められている。
【0007】
本開示は、上記事情に鑑みたものである。
本開示の実施形態が解決しようとする課題は、メッシュに起伏を有するエキスパンドメタルを用いても、ストランドに樹脂フィルムが十分に密着している積層体を製造することができる積層体の製造方法、及び積層体を提供することである。
【課題を解決するための手段】
【0008】
上記課題を解決するための具体的な手段には、以下の態様が含まれる。
【0009】
<1> 加熱されたエキスパンドメタル上に、樹脂フィルム及び剥離フィルムをこの順に載置して、重ね合わせ体を作製する工程と、
ショアA硬度が40~60のゴム板を、前記重ね合わせ体の前記剥離フィルムに押し当てて、前記樹脂フィルムを前記エキスパンドメタルに接着させる工程と、
を含む、積層体の製造方法。
<2> 前記樹脂フィルムの材質が、ホットメルト樹脂組成物である、前記<1>に記載の積層体の製造方法。
<3> 前記ホットメルト樹脂組成物が、ポリエステル、ポリエチレン、ポリプロピレン、ポリウレタン、ポリアミド、スチレン系エラストマーとポリオレフィンが混合された熱可塑性エラストマー、及び、エチレン系ゴムとポリプロピレンが混合された熱可塑性エラストマーからなる群より選択される少なくとも1つを含む、前記<2>に記載の積層体の製造方法。
<4> 前記エキスパンドメタルのストランドの板厚が、500μm~8,000μmであり、
前記樹脂フィルムの厚みが、15μm~500μmである、前記<2>に記載の積層体の製造方法。
<5> 前記ゴム板が、シリコーンゴムを含む、前記<1>~<4>のいずれか1つに記載の積層体の製造方法。
<6> 前記ゴム板が加熱されている、前記<1>~<5>のいずれか1つに記載の積層体の製造方法。
<7> エキスパンドメタルと、
前記エキスパンドメタルの少なくとも一方の主面に接着された樹脂フィルムと、
を備え、
前記エキスパンドメタルが、複数のストランドと、前記複数のストランドのうちの3つ以上の前記ストランドが接続された複数のボンドと、を有し、
前記複数のストランド及び前記複数のボンドによって、複数のメッシュが形成されており、
前記複数のメッシュの総数に対する接着メッシュの総数の比率が、80%以上であり、
前記接着メッシュが、前記複数のメッシュのうち、1つの前記メッシュを形成する複数のストランドの全てが前記樹脂フィルムに接着しているメッシュを示す、積層体。
<8> 前記樹脂フィルムの材質が、ホットメルト樹脂組成物である、前記<7>に記載の積層体。
<9> 前記ホットメルト樹脂組成物が、ポリエステル、ポリエチレン、ポリプロピレン、ポリウレタン、ポリアミド、スチレン系エラストマーとポリオレフィンが混合された熱可塑性エラストマー、及び、エチレン系ゴムとポリプロピレンが混合された熱可塑性エラストマーからなる群より選択される1つを含む、前記<8>に記載の積層体。
<10> 前記ストランドの板厚が、500μm~8,000μmであり、
前記樹脂フィルムの厚みが、15μm~500μmである、前記<8>又は<9>に記載の積層体。
【発明の効果】
【0010】
本開示の一実施形態によれば、メッシュに起伏を有するエキスパンドメタルを用いても、ストランドに樹脂フィルムが十分に密着している積層体を製造することができる積層体の製造方法、及び積層体が提供される。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東亞合成株式会社
硬化型組成物
1か月前
東亞合成株式会社
接着剤組成物及びそれを用いた熱融着性部材
10日前
東レ株式会社
吹出しノズル
3か月前
東レ株式会社
溶融紡糸設備
8か月前
東レ株式会社
プリプレグテープ
5か月前
シーメット株式会社
光造形装置
2か月前
CKD株式会社
型用台車
2か月前
株式会社日本製鋼所
押出機
5か月前
個人
射出ミキシングノズル
4か月前
グンゼ株式会社
ピン
2か月前
株式会社FTS
ロッド
1か月前
個人
樹脂可塑化方法及び装置
1か月前
帝人株式会社
成形体の製造方法
8か月前
株式会社FTS
成形装置
2か月前
株式会社シロハチ
真空チャンバ
4か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社リコー
シート剥離装置
6か月前
株式会社リコー
画像形成システム
2か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
三菱自動車工業株式会社
予熱装置
5か月前
TOWA株式会社
成形型清掃用のブラシ
5か月前
株式会社神戸製鋼所
混練機
18日前
株式会社FTS
セパレータ
1か月前
株式会社リコー
シート処理システム
6か月前
小林工業株式会社
振動溶着機
8か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
日東工業株式会社
インサート成形機
2か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
個人
ノズルおよび熱風溶接機
1か月前
株式会社リコー
シート処理システム
6か月前
KTX株式会社
シェル型の作製方法
8か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
トヨタ自動車株式会社
電池の製造方法
2か月前
株式会社日本製鋼所
射出成形機
3か月前
株式会社FTS
ブローニードル
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ