TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025011013
公報種別
公開特許公報(A)
公開日
2025-01-23
出願番号
2023206997
出願日
2023-12-07
発明の名称
熱風加熱装置に用いられる温度異常処理方法
出願人
浙江普莱得電器股分有限公司
,
ZHEJIANG PRULDE ELECTRIC APPLIANCE CO., LTD.
代理人
個人
,
個人
主分類
B29C
65/02 20060101AFI20250116BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】熱風加熱装置の温度異常処理方法を提供する。
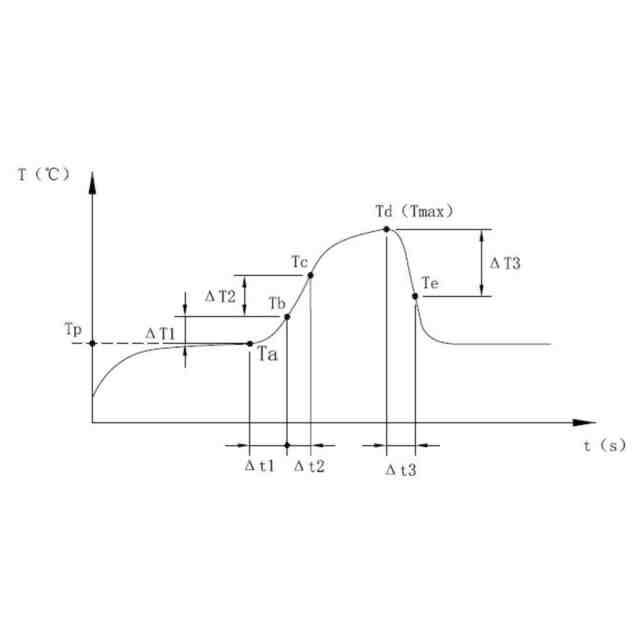
【解決手段】温度異常処理方法は、工程S100、第1時間間隔Δt1内における温度検出素子の温度上昇がΔT1に達した場合、温度検出素子がフィードバックした温度信号に基づいて、制御モジュールは温度異常が発生したと判断し、工程S200を実行する;工程S200、制御モジュールがカウントダウンを開始し、第2時間間隔Δt2内における温度検出素子の温度上昇がΔT2に達した場合、温度検出素子がフィードバックした温度信号に基づいて、制御モジュールは温度異常が持続していると判断し、工程S300を実行する;工程S300、制御モジュールが保護プログラムを実行する;を含む。温度検出素子の2回の動的温度上昇信号に基づいて、装置に温度異常の状況が確かに発生したかどうかを判断し、判断の正確性を大幅に高めることができる。温度異常が発生していないとき、加熱器は正常に加熱する。
【選択図】図7
特許請求の範囲
【請求項1】
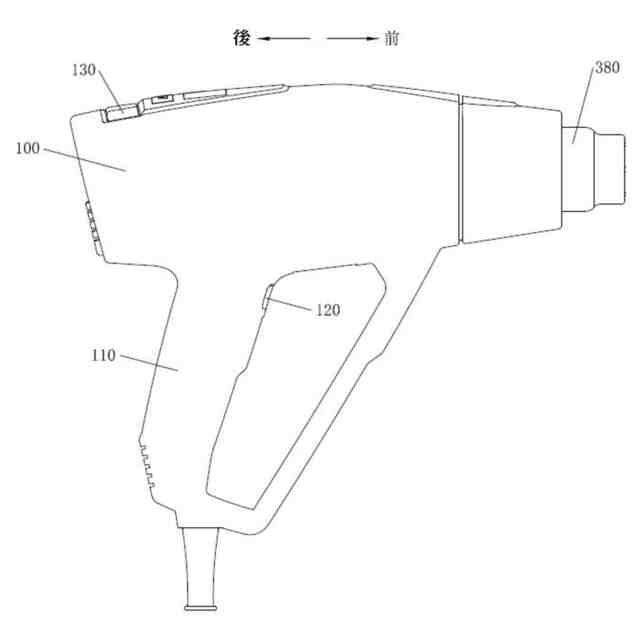
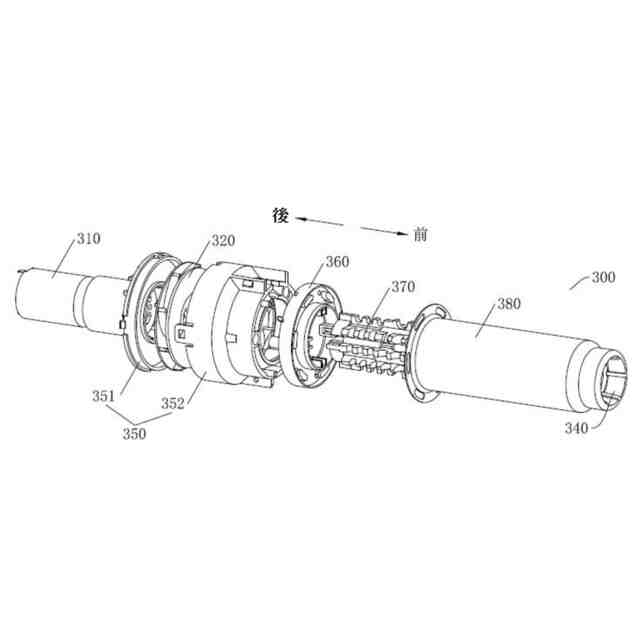
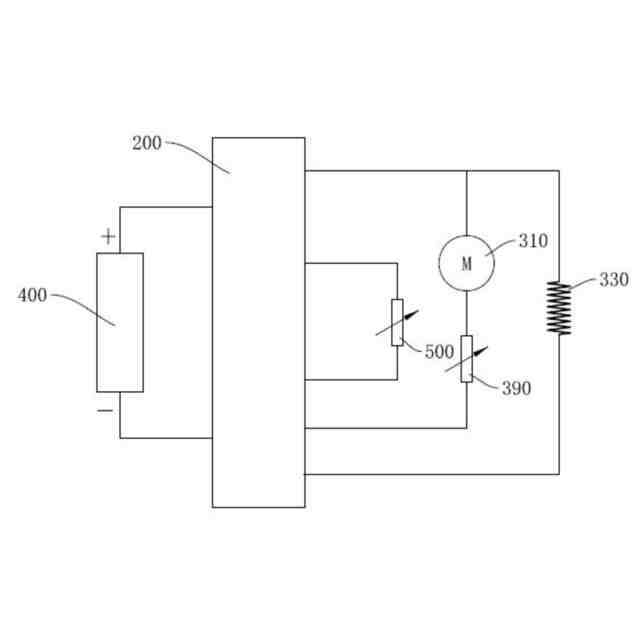
熱風加熱装置が筐体、制御モジュール、前記筐体内に設けられる熱風コンポーネント、電力供給に用いられる電力供給要素及び加熱温度の検出に用いられる温度検出素子を含み、前記熱風コンポーネントがモータ、前記モータが駆動するファン及び通電して熱量を生成する加熱器を含み、前記モータが前記ファンを回転させ、前記加熱器が生成する熱量を送風口を介して前記筐体から送り、物体を加熱するのに用いられる熱風気流を形成し、前記電力供給要素、前記モータ及び前記加熱器がいずれも前記制御モジュールに制御され、前記温度検出素子の信号が前記制御モジュールに接続される、前記熱風加熱装置に用いられる温度異常処理方法であって、以下の
工程S100、第1時間間隔Δt1内における前記温度検出素子の温度上昇がΔT1に達した場合、前記温度検出素子がフィードバックした温度信号に基づいて、前記制御モジュールは温度異常が発生したと判断し、工程S200を実行する;
工程S200、前記制御モジュールがカウントダウンを開始し、第2時間間隔Δt2内における前記温度検出素子の温度上昇がΔT2に達した場合、前記温度検出素子がフィードバックした温度信号に基づいて、前記制御モジュールは温度異常が持続していると判断し、工程S300を実行する;
工程S300、前記制御モジュールが保護プログラムを実行する;を含むことを特徴とする熱風加熱装置に用いられる温度異常処理方法。
続きを表示(約 1,000 文字)
【請求項2】
前記制御モジュールが実行する前記保護プログラムが、前記電力供給要素に前記加熱器への電力供給を停止するように命令するものであることを特徴とする、請求項1に記載の温度異常処理方法。
【請求項3】
工程S400をさらに含み、
工程S400、第3時間間隔Δt3内における前記温度検出素子の温度低下がΔT3に達した場合、前記温度検出素子がフィードバックした温度信号に基づいて、前記制御モジュールは温度異常が解除されたと判断し、前記電力供給要素に前記加熱器へ電力供給するように命令することを特徴とする、請求項1に記載の温度異常処理方法。
【請求項4】
前記温度検出素子が熱平衡温度値Tpを有し、工程S400において、前記温度検出素子の実際温度値が前記熱平衡温度値Tpを超えている場合、前記温度検出素子がフィードバックした温度信号に基づいて、前記制御モジュールは温度異常が持続していると判断し、前記制御モジュールが前記温度検出素子の前記実際温度値をリアルタイムで取得して、最大実際温度値Tmaxを記録し、第3時間間隔Δt3内における前記温度検出素子の前記最大実際温度値Tmaxからの温度低下がΔT3に達した場合、前記温度検出素子がフィードバックした温度信号に基づいて、前記制御モジュールは温度異常が解除されたと判断することを特徴とする、請求項3に記載の温度異常処理方法。
【請求項5】
前記温度検出素子が前記加熱器の温度を検出するのに用いられることを特徴とする、請求項1に記載の温度異常処理方法。
【請求項6】
前記温度検出素子が前記モータ及び前記加熱器の間に設けられることを特徴とする、請求項5に記載の温度異常処理方法。
【請求項7】
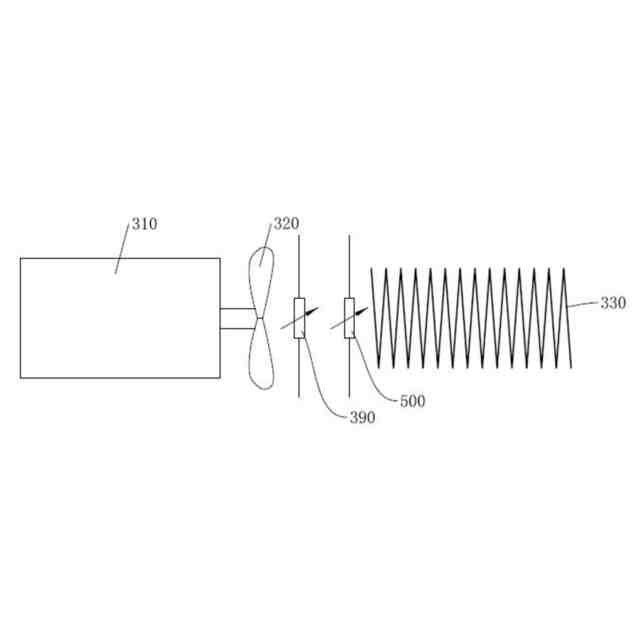
前記モータの電源接続回路に分圧素子を直列接続することを特徴とする、請求項1に記載の温度異常処理方法。
【請求項8】
ΔT1が2℃~5℃であり;及び/又は、前記第1時間間隔Δt1が2秒~4秒であることを特徴とする、請求項1に記載の温度異常処理方法。
【請求項9】
ΔT2が2℃~5℃であり;及び/又は、前記第2時間間隔Δt2が2秒~4秒であることを特徴とする、請求項1に記載の温度異常処理方法。
【請求項10】
ΔT3が3℃~6℃であり;及び/又は、前記第3時間間隔Δt3が1秒~3秒であることを特徴とする、請求項3に記載の温度異常処理方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は加熱装置の動作方法の技術分野に関し、特に熱風加熱装置に用いられる温度異常処理方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
ヒートガンは空気を加熱して熱風を形成するのに用いられる加熱工具であり、数種の使用機能を有する。具体的には、ヒートガンはさびを取る、金属表面の古い塗料を除去する、自着シールを除去する、プラスチックチューブを加熱して湾曲させる、湿った木材を乾燥させる、包装フィルム又は包装チューブを加熱して熱収縮させる、金属を接続するのに用いられるポリエチレンを加熱して収縮させる、溶接物を加熱して軟化させるなどに用いることができ、熱風を利用して素子を溶接するか、又は取り除くこともできる。
【0003】
ヒートガンが過熱して損傷するのを防止するため、既存のヒートガンは一般的に固定の上限温度値を1つ設けており、電熱線の加熱温度が上限温度値に達すると、電力供給要素が電熱線への電力供給を停止し、電熱線に加熱を停止させる。しかし、ヒートガンの送風口が短時間で詰まり、熱風を速やかに排出することができなくなるか、又はその他の状況により熱風を速やかに排出することができなくなると、電熱線の温度は上昇し、電熱線の加熱温度は容易に上限温度値に達して加熱が停止する。熱風を速やかに排出することができない状況が迅速に解除された場合、電熱線は再び通電して加熱を行う。この状況では、ヒートガンは電熱線の実際温度値に基づいて加熱を停止する必要があるかどうかを判断することしかできず、送風が詰まっているかどうかの具体的な状況に基づいて具体的に判断することができない。判断の正確性を高めるのに不利であり、ヒートガンの動作効果を保証するのも不利である。
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記既存技術に存在する欠点及び不足を解決するため、本発明は熱風加熱装置に用いられる温度異常処理方法を提供する。動的検出方法を採用して、温度異常の状況が確かに出現しているかどうかを判断し、温度異常が確かに出現している状況下で制御モジュールが加熱器に加熱を停止させる。温度異常の状況に対する判断の正確性を高め、装置の動作効果を高めるのに有利である。
【課題を解決するための手段】
【0005】
上記技術目的を実現するため、本発明が提供する熱風加熱装置に用いられる温度異常処理方法は、熱風加熱装置が筐体、制御モジュール、筐体内に設けられる熱風コンポーネント、電力供給に用いられる電力供給要素及び加熱温度の検出に用いられる温度検出素子を含む。熱風コンポーネントはモータ、モータが駆動するファン及び通電して熱量を生成する加熱器を含み、モータはファンを回転させ、加熱器が生成する熱量を送風口を介して筐体から送り、物体を加熱するのに用いられる熱風気流を形成する。電力供給要素、モータ及び加熱器はいずれも制御モジュールに制御され、温度検出素子の信号は制御モジュールに接続される。該温度異常処理方法は以下の工程を含む。
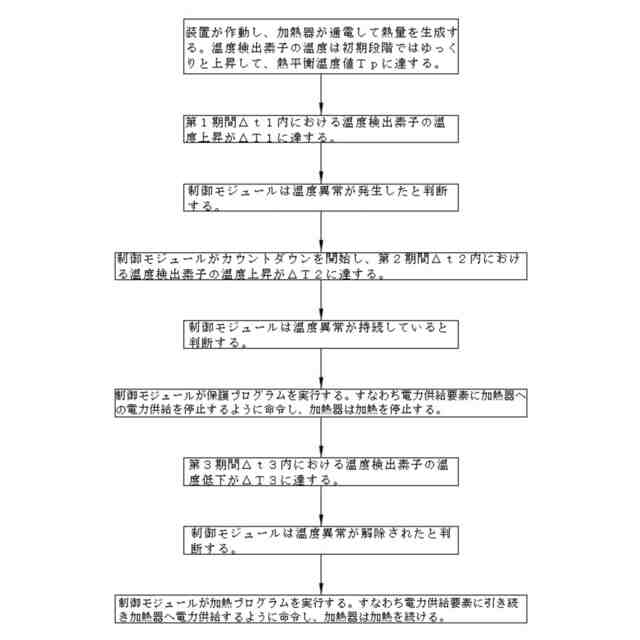
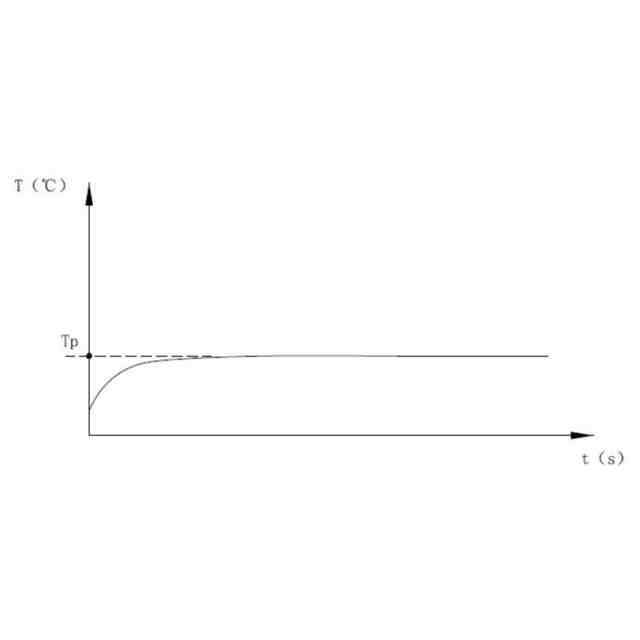
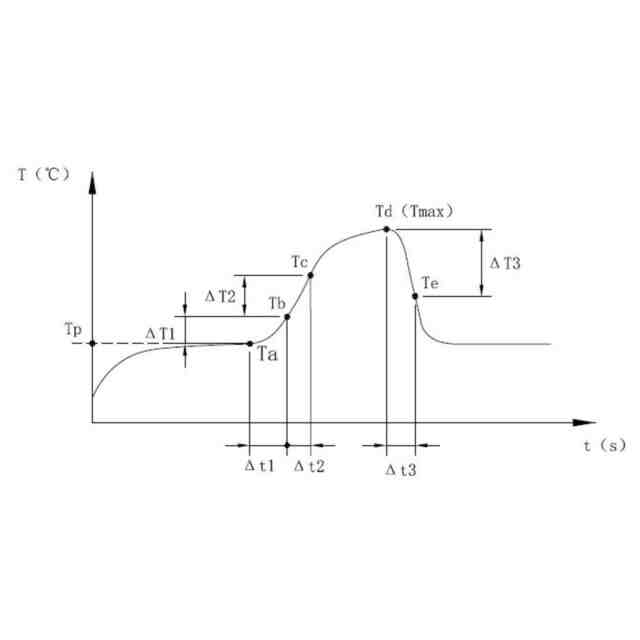
工程S100、第1時間間隔Δt1内における温度検出素子の温度上昇がΔT1に達した場合、温度検出素子がフィードバックした温度信号に基づいて、制御モジュールは温度異常が発生したと判断し、工程S200を実行する。
工程S200、制御モジュールがカウントダウンを開始し、第2時間間隔Δt2内における温度検出素子の温度上昇がΔT2に達した場合、温度検出素子がフィードバックした温度信号に基づいて、制御モジュールは温度異常が持続していると判断し、工程S300を実行する。
工程S300、制御モジュールが保護プログラムを実行する。
【0006】
好ましくは、該制御モジュールが実行する保護プログラムは、電力供給要素に加熱器への電力供給を停止するように命令するものである。
【0007】
好ましくは、該温度異常処理方法は工程S400をさらに含む。
工程S400、第3時間間隔Δt3内における温度検出素子の温度低下がΔT3に達した場合、温度検出素子がフィードバックした温度信号に基づいて、制御モジュールは温度異常が解除されたと判断し、電力供給要素に加熱器へ電力供給するように命令する。
【0008】
好ましくは、該温度検出素子は熱平衡温度値Tpを有し、工程S400において、温度検出素子の実際温度値が熱平衡温度値Tpを超えている場合、温度検出素子がフィードバックした信号に基づいて、制御モジュールは温度異常が持続していると判断する。制御モジュールは温度検出素子の実際温度値をリアルタイムで取得して、最大実際温度値Tmaxを記録する。第3時間間隔Δt3内における温度検出素子の最大実際温度値Tmaxからの温度低下がΔT3に達した場合、温度検出素子がフィードバックした温度信号に基づいて、制御モジュールは温度異常が解除されたと判断する。
【0009】
好ましくは、該温度検出素子は加熱器の温度を検出するのに用いられる。
【0010】
好ましくは、該温度検出素子はモータ及び加熱器の間に設けられる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
7か月前
東レ株式会社
吹出しノズル
2か月前
シーメット株式会社
光造形装置
1か月前
CKD株式会社
型用台車
1か月前
東レ株式会社
プリプレグテープ
4か月前
グンゼ株式会社
ピン
1か月前
個人
射出ミキシングノズル
3か月前
株式会社日本製鋼所
押出機
4か月前
個人
樹脂可塑化方法及び装置
18日前
株式会社FTS
ロッド
11日前
株式会社FTS
成形装置
1か月前
株式会社シロハチ
真空チャンバ
3か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社リコー
シート剥離装置
5か月前
東レ株式会社
一体化成形品の製造方法
5か月前
株式会社FTS
セパレータ
5日前
TOWA株式会社
成形型清掃用のブラシ
4か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社リコー
画像形成システム
2か月前
株式会社リコー
シート処理システム
6か月前
東レ株式会社
溶融押出装置および押出方法
26日前
個人
ノズルおよび熱風溶接機
27日前
大塚テクノ株式会社
樹脂製の構造体
10か月前
トヨタ自動車株式会社
真空成形方法
8か月前
株式会社リコー
シート処理システム
5か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
トヨタ自動車株式会社
真空成形装置
9か月前
株式会社城北精工所
押出成形用ダイ
10か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
小林工業株式会社
振動溶着機
7か月前
KTX株式会社
シェル型の作製方法
7か月前
日東工業株式会社
インサート成形機
2か月前
株式会社日本製鋼所
射出成形機
7か月前
株式会社コスメック
磁気クランプ装置
26日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































