TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025010860
公報種別
公開特許公報(A)
公開日
2025-01-23
出願番号
2023113128
出願日
2023-07-10
発明の名称
積層造形の異常検知方法、積層造形の異常検知装置及びプログラム
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B23K
31/00 20060101AFI20250116BHJP(工作機械;他に分類されない金属加工)
要約
【課題】異常発生の判定が難しい場合でも異常の兆候を捉えて正確、且つ迅速に異常を検知できる積層造形の異常検知方法、積層造形の異常検知装置及びプログラムを提供する。
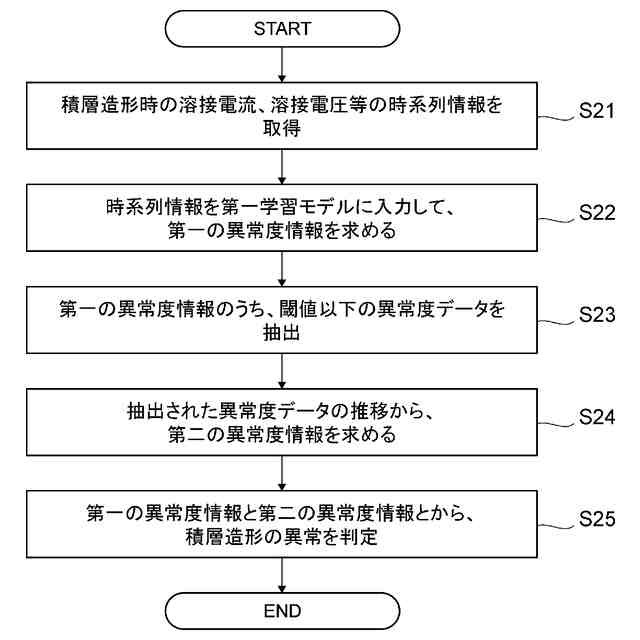
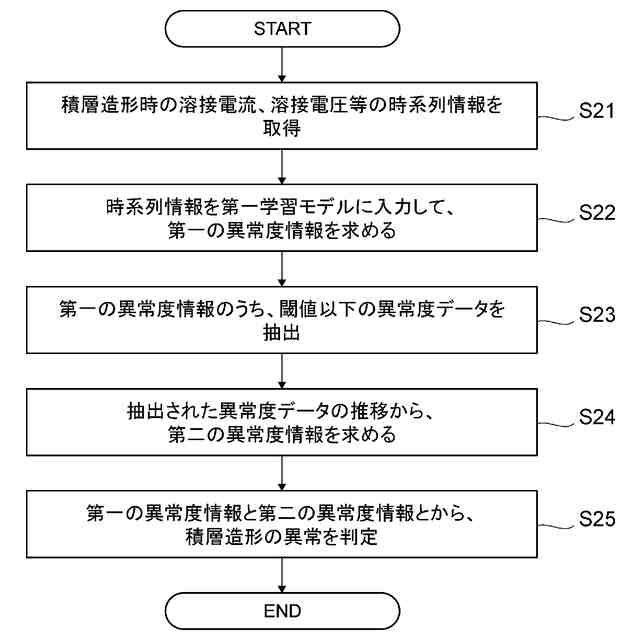
【解決手段】熱源からの入熱によって溶加材を溶融して形成される溶接ビードを繰り返し積層する積層造形の異常検知方法は、溶接ビードを積層する際に要した熱源の出力に関する時系列情報を取得し、出力と積層造形の正常又は異常との関係を予め学習した第一学習モデル及び時系列情報を基に、積層造形の異常度合いを定量化した第一異常度情報を求め、第一異常度情報から閾値以下となる低異常度データを抽出し、抽出された低異常度データ内の推移を基に、時系列情報の異常度合いを定量化した第二異常度情報を求め、第一異常度情報及び第二異常度情報に基づいて積層造形の異常を判定する。
【選択図】図2
特許請求の範囲
【請求項1】
熱源からの入熱によって溶加材を溶融して形成される溶接ビードを繰り返し積層する積層造形の異常検知方法であって、
前記溶接ビードを積層する際に要した前記熱源の出力に関する時系列情報を取得し、
前記出力と前記積層造形の正常又は異常との関係を予め学習した第一学習モデル及び前記時系列情報を基に、前記積層造形の異常度合いを定量化した第一異常度情報を求め、
前記第一異常度情報から閾値以下となる異常度データを抽出し、
抽出された前記異常度データ内の推移を基に、前記時系列情報の異常度合いを定量化した第二異常度情報を求め、
前記第一異常度情報及び前記第二異常度情報に基づいて前記積層造形の異常を判定する、
積層造形の異常検知方法。
続きを表示(約 2,100 文字)
【請求項2】
熱源からの入熱によって溶加材を溶融して形成される溶接ビードを繰り返し積層する積層造形の異常検知方法であって、
前記溶接ビードを積層する際に要した前記熱源の出力に関する時系列情報を取得し、
前記出力と前記積層造形の正常又は異常との関係を予め学習した第一学習モデル及び前記時系列情報を基に、前記積層造形の異常度合いを定量化した第一異常度情報を求め、
前記第一学習モデルとは異なるモデル及び前記時系列情報を基に求めた異常度情報から、閾値以下となる異常度データを抽出し、
抽出された前記異常度データ内の推移を基に、前記時系列情報の異常度合いを定量化した第二異常度情報を求め、
前記第一異常度情報及び前記第二異常度情報に基づいて前記積層造形の異常を判定する、
積層造形の異常検知方法。
【請求項3】
前記異常度データの推移波形のうち特定の区間の波形を訓練データに設定し、前記推移波形から前記訓練データの波形に対応する他の区間の波形を検知データとして順次に抽出し、
抽出された前記検知データと前記訓練データとの特徴を学習した第二学習モデルを生成し、
前記異常度データを前記第二学習モデルに入力して前記第二異常度情報を求める、
請求項1に記載の積層造形の異常検知方法。
【請求項4】
前記異常度データの推移波形のうち特定の区間の波形を訓練データに設定し、前記推移波形から前記訓練データの波形に対応する他の区間の波形を検知データとして順次に抽出し、
抽出された前記検知データと前記訓練データとの特徴を学習した第二学習モデルを生成し、
前記異常度データを前記第二学習モデルに入力して前記第二異常度情報を求める、
請求項2に記載の積層造形の異常検知方法。
【請求項5】
前記第二学習モデルは、前記訓練データとする区間の情報を基に前記熱源の出力の履歴から一定時間経過後の前記出力を予測する自己回帰モデルを含み、前記出力の予測値と実際に観測された出力値との差分に基づいて前記第二異常度情報を算出する、
請求項3に記載の積層造形の異常検知方法。
【請求項6】
前記第二学習モデルは、前記訓練データとする区間の情報を基に前記熱源の出力の履歴から一定時間経過後の前記出力を予測する自己回帰モデルを含み、前記出力の予測値と実際に観測された出力値との差分に基づいて前記第二異常度情報を算出する、
請求項4に記載の積層造形の異常検知方法。
【請求項7】
前記第一学習モデルは、シールドガス混合比の変動に伴う前記積層造形の正常又は異常を学習したモデルである、
請求項1から6のいずれか1つに記載の積層造形の異常検知方法。
【請求項8】
互いに隣接する前記溶接ビードの積層に伴って出力された前記第二異常度情報のパターンに基づいて、溶接金属の溶け落ち現象の発生を推定する、
請求項1から6のいずれか1つに記載の積層造形の異常検知方法。
【請求項9】
熱源からの入熱によって溶加材を溶融して形成される溶接ビードを繰り返し積層する積層造形の異常検知装置であって、
前記溶接ビードを積層する際に要した前記熱源の出力に関する時系列情報を取得する熱源出力情報取得部と、
前記出力と前記積層造形の正常又は異常との関係を予め学習した第一学習モデル及び前記時系列情報を基に、前記積層造形の異常度合いを定量化した第一異常度情報を求める第一異常度演算部と、
前記第一異常度情報が閾値以下となる異常度データを抽出する異常度データ抽出部と、
抽出された前記異常度データ内の推移を基に、前記時系列情報の異常度合いを定量化した第二異常度情報を求める第二異常度演算部と、
前記第一異常度情報及び前記第二異常度情報に基づいて前記積層造形の異常を判定する異常判定部と、
を備える積層造形の異常検知装置。
【請求項10】
熱源からの入熱によって溶加材を溶融して形成される溶接ビードを繰り返し積層する積層造形の異常検知装置であって、
前記溶接ビードを積層する際に要した前記熱源の出力に関する時系列情報を取得する熱源出力情報取得部と、
前記出力と前記積層造形の正常又は異常との関係を予め学習した第一学習モデル及び前記時系列情報を基に、前記積層造形の異常度合いを定量化した第一異常度情報を求める第一異常度演算部と、
前記第一学習モデルとは異なるモデル及び前記時系列情報を基に求めた異常度情報から、閾値以下となる異常度データを抽出する異常度データ抽出部と、
抽出された前記異常度データ内の推移を基に、前記時系列情報の異常度合いを定量化した第二異常度情報を求める第二異常度演算部と、
前記第一異常度情報及び前記第二異常度情報に基づいて前記積層造形の異常を判定する異常判定部と、
を備える積層造形の異常検知装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層造形の異常検知方法、積層造形の異常検知装置及びプログラムに関する。
続きを表示(約 4,800 文字)
【背景技術】
【0002】
溶接の品質を判定する方法として、溶接電圧、溶接電流等の溶接パラメータの波形に生じる特有な形状(シグネチャ)に基づき判定する方法が特許文献1に開示されている。この方法では、シグネチャ形状に基づく不良解析ルーチンを用いて、合格の溶接であるか又は溶接不良状態であるかを判定し得る。シグネチャ形状に基づく不良解析ルーチンでは、捕捉された溶接シグネチャとの比較のための基準溶接シグネチャがコンピューティング装置によって与えられる。そして、溶接シグネチャの形状が基準溶接シグネチャ形状と比較され、双方の間の溶接シグネチャ形状差が特定される。この溶接シグネチャ形状差は、基準形状と、捕捉された溶接シグネチャの形状との差の度合いを表す評価値となる。したがって、特定された溶接シグネチャ形状差に基づいて、溶接不良状態であるか又は合格の溶接であるかが判定できる。
【0003】
また、特許文献2には、溶接の異常を精度良く判定することを目的として、正常溶接時のパラメータを学習した学習済みモデルを利用して溶接の異常を判定することが記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2019-162666号公報
特開2019-188435号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、積層造形においては種々の形態の造形パスに沿って溶接ビードを形成することがある。例えば、サポート構造が存在しないオーバーハング積層の造形パス、2つのオーバーハング部を閉合する造形パス、裏当て材のない突き合わせ溶接を行う造形パス、さらには造形パスの始終端の位置等では、それぞれ特定の不具合が発生する可能性がある。例えば、造形されたオーバーハング部に沿って溶接ビードを形成する際、実際の溶接狙い位置が既設の溶接ビードに並ぶ設計位置からずれてしまい、計画外の位置に溶接金属が付着して形状不良を生じることがある。また、他の場合のビード形成時においても同様であって、例えば、アーク切れ等の不具合を生じることがある。このような不具合が発生する場合、造形プロセスを直ちに停止させ、不具合を修正することが求められるが、形状の差、事前学習したモデルからは異常発生と判定できない場合もあり、より正確に、且つ迅速に異常検知を行うことが要望されている。
【0006】
そこで本発明は、異常発生の判定が難しい場合でも異常の兆候を捉えて正確、且つ迅速に異常を検知できる積層造形の異常検知方法、積層造形の異常検知装置及びプログラムを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は下記の構成からなる。
(1) 熱源からの入熱によって溶加材を溶融して形成される溶接ビードを繰り返し積層する積層造形の異常検知方法であって、
前記溶接ビードを積層する際に要した前記熱源の出力に関する時系列情報を取得し、
前記出力と前記積層造形の正常又は異常との関係を予め学習した第一学習モデル及び前記時系列情報を基に、前記積層造形の異常度合いを定量化した第一異常度情報を求め、
前記第一異常度情報から閾値以下となる異常度データを抽出し、
抽出された前記異常度データ内の推移を基に、前記時系列情報の異常度合いを定量化した第二異常度情報を求め、
前記第一異常度情報及び前記第二異常度情報に基づいて前記積層造形の異常を判定する、
積層造形の異常検知方法。
(2) 熱源からの入熱によって溶加材を溶融して形成される溶接ビードを繰り返し積層する積層造形の異常検知方法であって、
前記溶接ビードを積層する際に要した前記熱源の出力に関する時系列情報を取得し、
前記出力と前記積層造形の正常又は異常との関係を予め学習した第一学習モデル及び前記時系列情報を基に、前記積層造形の異常度合いを定量化した第一異常度情報を求め、
前記第一学習モデルとは異なるモデル及び前記時系列情報を基に求めた異常度情報から、閾値以下となる異常度データを抽出し、
抽出された前記異常度データ内の推移を基に、前記時系列情報の異常度合いを定量化した第二異常度情報を求め、
前記第一異常度情報及び前記第二異常度情報に基づいて前記積層造形の異常を判定する、
積層造形の異常検知方法。
(3) 熱源からの入熱によって溶加材を溶融して形成される溶接ビードを繰り返し積層する積層造形の異常検知装置であって、
前記溶接ビードを積層する際に要した前記熱源の出力に関する時系列情報を取得する熱源出力情報取得部と、
前記出力と前記積層造形の正常又は異常との関係を予め学習した第一学習モデル及び前記時系列情報を基に、前記積層造形の異常度合いを定量化した第一異常度情報を求める第一異常度演算部と、
前記第一異常度情報が閾値以下となる異常度データを抽出する異常度データ抽出部と、
抽出された前記異常度データ内の推移を基に、前記時系列情報の異常度合いを定量化した第二異常度情報を求める第二異常度演算部と、
前記第一異常度情報及び前記第二異常度情報に基づいて前記積層造形の異常を判定する異常判定部と、
を備える積層造形の異常検知装置。
(4) 熱源からの入熱によって溶加材を溶融して形成される溶接ビードを繰り返し積層する積層造形の異常検知装置であって、
前記溶接ビードを積層する際に要した前記熱源の出力に関する時系列情報を取得する熱源出力情報取得部と、
前記出力と前記積層造形の正常又は異常との関係を予め学習した第一学習モデル及び前記時系列情報を基に、前記積層造形の異常度合いを定量化した第一異常度情報を求める第一異常度演算部と、
前記第一学習モデルとは異なるモデル及び前記時系列情報を基に求めた異常度情報から、閾値以下となる異常度データを抽出する異常度データ抽出部と、
抽出された前記異常度データ内の推移を基に、前記時系列情報の異常度合いを定量化した第二異常度情報を求める第二異常度演算部と、
前記第一異常度情報及び前記第二異常度情報に基づいて前記積層造形の異常を判定する異常判定部と、
を備える積層造形の異常検知装置。
(5) 熱源からの入熱によって溶加材を溶融して形成される溶接ビードを繰り返し積層する積層造形の異常検知手順を実施するためのプログラムであって、
コンピュータに、
前記溶接ビードを積層する際に要した前記熱源の出力に関する時系列情報を取得する手順と、
前記出力と前記積層造形の正常又は異常との関係を予め学習した第一学習モデル及び前記時系列情報を基に、前記積層造形の異常度合いを定量化した第一異常度情報を求める手順と、
前記第一異常度情報が閾値以下となる異常度データを抽出する手順と、
抽出された前記異常度データ内の推移を基に、前記時系列情報の異常度合いを定量化した第二異常度情報を求める手順と、
前記第一異常度情報及び前記第二異常度情報に基づいて前記積層造形の異常を判定する手順と、
を実施させるためのプログラム。
(6) 熱源からの入熱によって溶加材を溶融して形成される溶接ビードを繰り返し積層する積層造形の異常検知手順を実施するためのプログラムであって、
コンピュータに、
前記溶接ビードを積層する際に要した前記熱源の出力に関する時系列情報を取得する手順と、
前記出力と前記積層造形の正常又は異常との関係を予め学習した第一学習モデル及び前記時系列情報を基に、前記積層造形の異常度合いを定量化した第一異常度情報を求める手順と、
前記第一学習モデルとは異なるモデル及び前記時系列情報を基に求めた異常度情報から、閾値以下となる異常度データを抽出する手順と、
抽出された前記異常度データ内の推移を基に、前記時系列情報の異常度合いを定量化した第二異常度情報を求める手順と、
前記第一異常度情報及び前記第二異常度情報に基づいて前記積層造形の異常を判定する手順と、
を実施させるためのプログラム。
【発明の効果】
【0008】
本発明によれば、異常発生の判定が難しい場合でも異常の兆候を捉えて正確に異常を検知できる。
【図面の簡単な説明】
【0009】
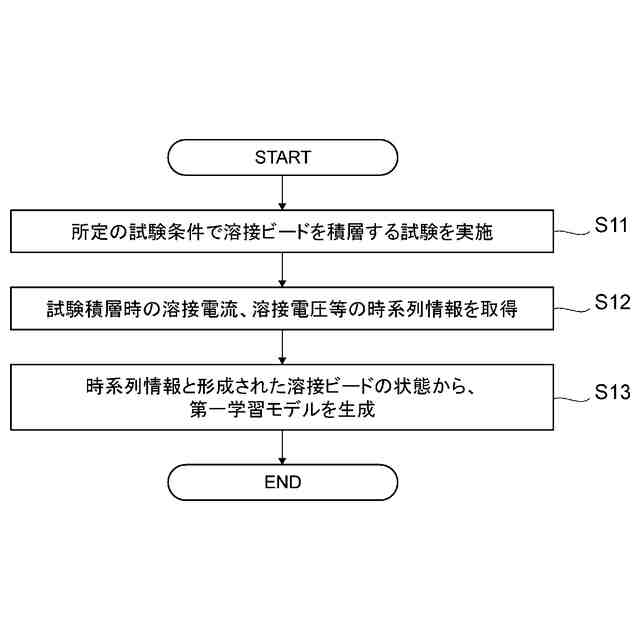
図1は、積層造形の異常検知方法における学習フェーズの手順を示すフローチャートである。
図2は、積層造形の異常検知方法における異常検知・監視フェーズの手順を示すフローチャートである。
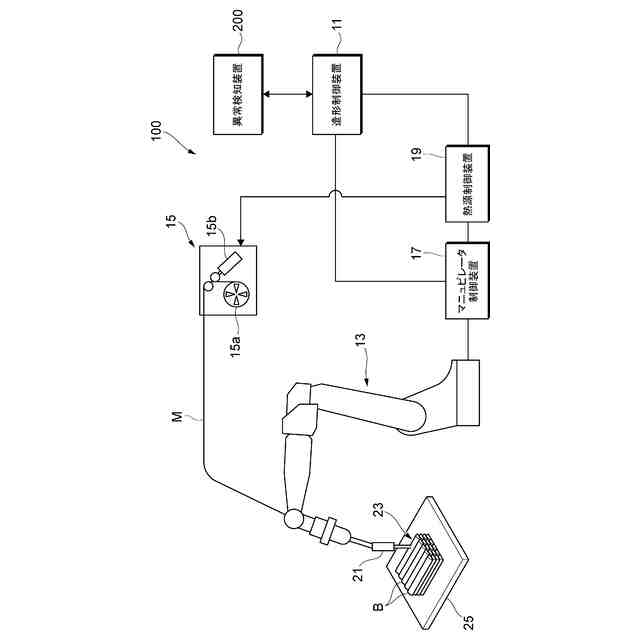
図3は、積層造形システムの概略構成図である。
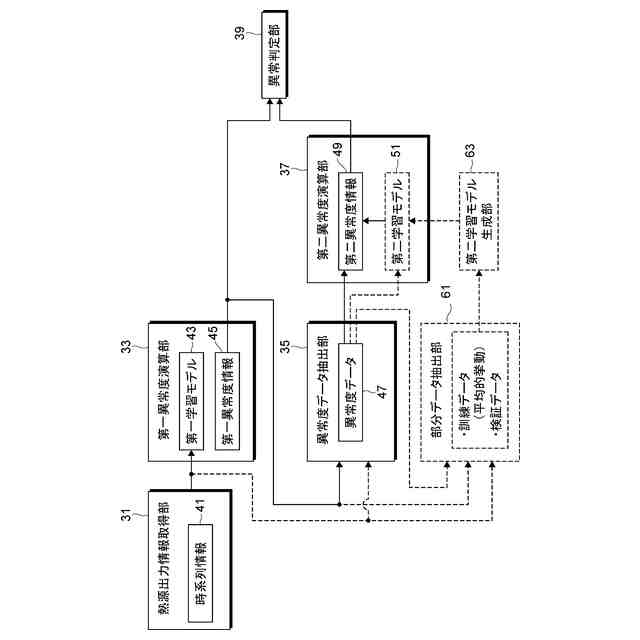
図4は、異常検知装置の概略的な機能ブロック図である。
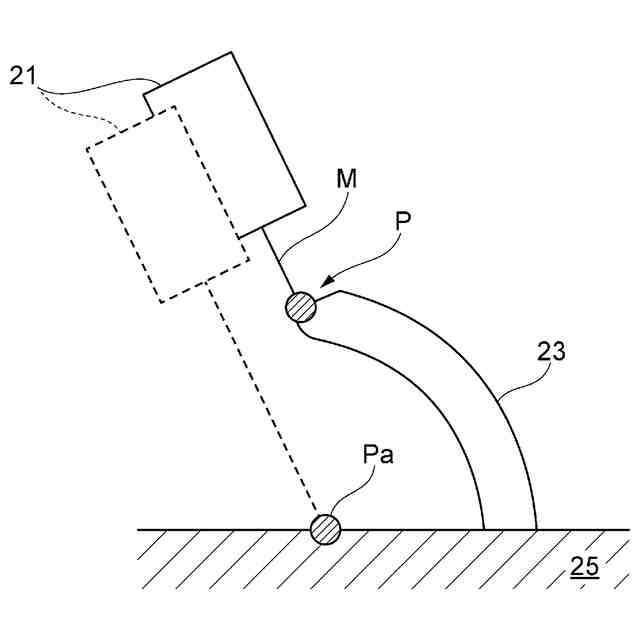
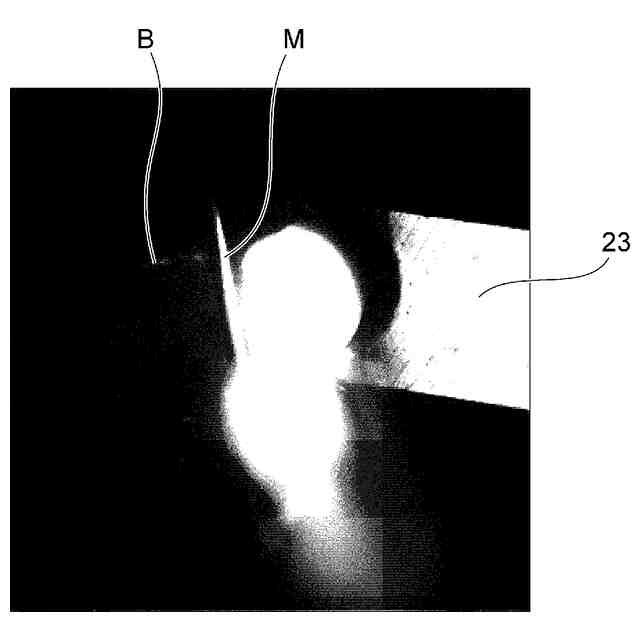
図5は、溶け落ちの発生の様子を模式的に示す説明図である。
図6は、造形途中での溶け落ちの発生時の様子を示す写真である。
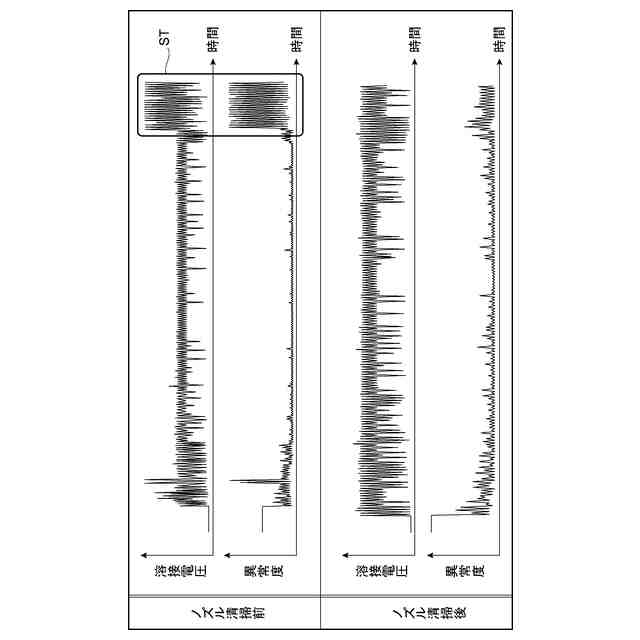
図7は、ノズル清掃前後における造形時の溶接電圧と異常度の波形を示す説明図である。
図8は、時系列データにより異常を検知する手順を示す説明図である。
図9は、CMTモード及びパルスモードの条件で溶接した場合の定常域における溶接ビードの断面マクロ観察の一例を示す写真である。
図10は、CMTモード及びパルスモードの条件で溶接した場合の定常域における溶接ビードの断面マクロ観察の一例を示す写真である。
図11は、CMTモード及びパルスモードの条件で溶接した場合の定常域における溶接ビードの断面マクロ観察の一例を示す写真である。
図12は、試験例1~12のパルスモードにおける電圧波形と異常度の比較結果を示す説明図である。
図13は、試験例1~12のパルスモードにおける電流波形と異常度の比較結果を示す説明図である。
図14は、シールドガスの混合比と溶接電流の波形の異常度との関係を示すグラフである。
図15は、シールドガスの混合比と溶接電流の波形の異常度との関係を示すグラフである。
図16は、シールドガスの混合比と溶接電圧の波形の異常度との関係を示すグラフである。
図17は、シールドガスの混合比と溶接電圧の波形の異常度との関係を示すグラフである。
図18は、溶け落ち部の発生の有無による異常度の変化を示す説明図である。
図19は、溶け落ち部を発生した造形パスに隣接する隣接パスにおける異常度の変化を示す説明図である。
【発明を実施するための形態】
【0010】
以下、本発明に係る実施形態について、図面を参照して詳細に説明する。本実施形態の積層造形の異常検知方法は、熱源からの入熱によって溶加材を溶融して形成される溶接ビードを繰り返し積層し、造形物を形成する積層造形において、溶接ビードを形成する際に生じる異常を正確、且つ迅速に検知する。ここでいう異常とは、造形装置の稼働や造形プロセスの続行に支障をきたす現象や不具合を想定している。この異常検知の手順として、概略的には学習フェーズと、異常検知・監視フェーズとがある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
2か月前
日東精工株式会社
ねじ締め装置
22日前
有限会社 ナプラ
金属粒子
17日前
個人
複合金属回転式ホーン
2か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
1か月前
株式会社ダイヘン
積層造形溶接方法
1か月前
株式会社トーキン
溶接用トーチ
2か月前
株式会社ツガミ
工作機械
2か月前
トヨタ自動車株式会社
検査方法
2か月前
株式会社FUJI
チャック装置
7日前
株式会社ナベヤ
締結装置
1か月前
トヨタ自動車株式会社
取付装置
2か月前
株式会社ツガミ
工作機械
2か月前
オークマ株式会社
診断装置
28日前
株式会社コスメック
クランプ装置
11日前
津田駒工業株式会社
2連回転割出し装置
17日前
株式会社不二越
歯車研削盤
1か月前
株式会社コスメック
クランプ装置
2日前
オークマ株式会社
工作機械
28日前
オークマ株式会社
工作機械
16日前
大和ハウス工業株式会社
溶接方法
23日前
オーエスジー株式会社
ドリル
3日前
スター精密株式会社
工作機械
22日前
株式会社ダイヘン
溶接トーチ
2か月前
豊田鉄工株式会社
レーザー溶接装置
18日前
株式会社関本管工
エルボ管保持装置
2か月前
株式会社ダイヘン
溶接トーチ
2か月前
トヨタ自動車株式会社
レーザ加工機
8日前
DMG森精機株式会社
工作機械
2か月前
株式会社恵信工業
アプセット溶接方法
10日前
株式会社マキタ
ジグソー
11日前
株式会社プロテリアル
クラッド材の製造方法
17日前
株式会社プロテリアル
クラッド材の製造方法
17日前
株式会社ダイヘン
サブマージアーク溶接装置
8日前
アサダ株式会社
バンドソー装置
7日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































