TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025008489
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023110705
出願日
2023-07-05
発明の名称
摩擦撹拌接合ツール及び摩擦撹拌接合方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B23K
20/12 20060101AFI20250109BHJP(工作機械;他に分類されない金属加工)
要約
【課題】欠陥の発生を抑制しつつ接合速度を速めることができ、しかも汎用の工作機械を用いた接合が可能となる摩擦撹拌接合ツール及び摩擦撹拌方法を提供する。
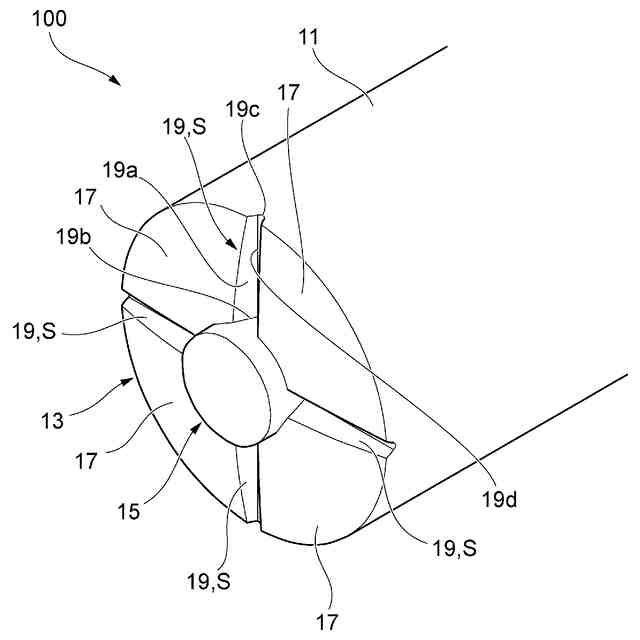
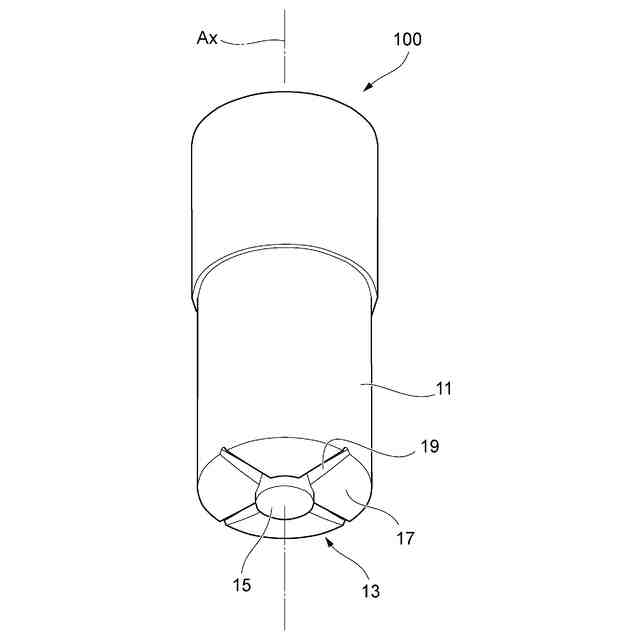
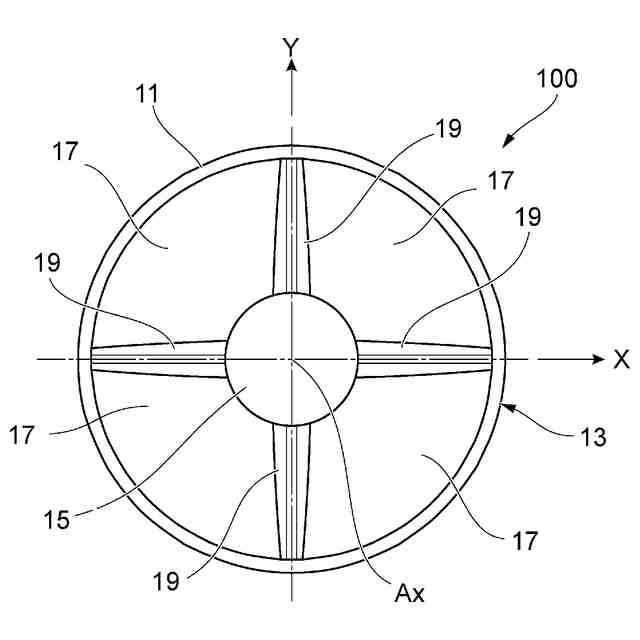
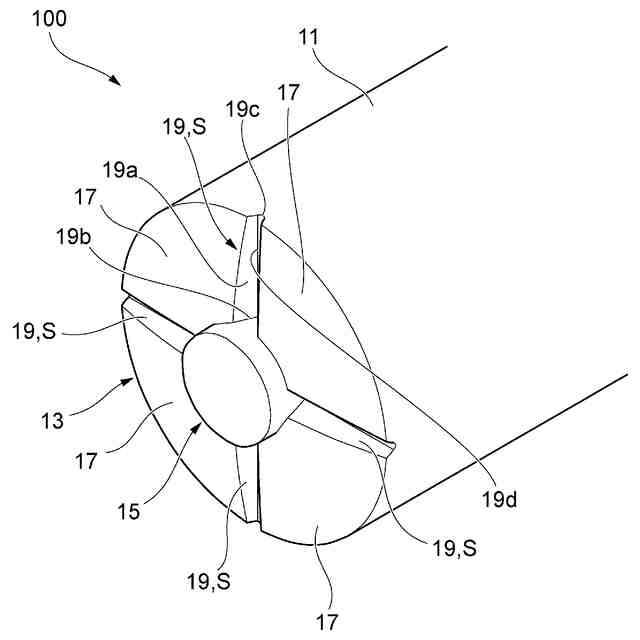
【解決手段】円柱状の本体部11の先端に形成されたショルダー13と、ショルダー13の中心に配置されて本体部11の軸方向に突出するプローブ15とを有する摩擦撹拌接合ツール100であって、ショルダー13は、中央部が軸方向に突出する凸面形状のショルダー面17と、軸方向に凹む溝19とを有する。溝19は、ツール回転による摩擦熱で生成される被接合材の固相流動層の一部を貯留し、貯留された固相流動層をツール回転に伴い回転方向後方のショルダー面17の対向領域に戻し、対向領域における固相流動層の厚みを周期的に変化させる溝内空間を有する。
【選択図】図3
特許請求の範囲
【請求項1】
円柱状の本体部の先端に形成されたショルダーと、該ショルダーの中心に配置されて前記本体部の軸方向に突出するプローブとを有する摩擦撹拌接合用ツールであって、
前記ショルダーは、中央部が前記軸方向に突出する凸面形状のショルダー面と、前記軸方向に凹む溝とを有し、
前記溝は、ツール回転による摩擦熱で生成される被接合材の固相流動層の一部を貯留し、貯留された前記固相流動層を前記ツール回転に伴い回転方向後方の前記ショルダー面の対向領域に戻し、前記対向領域における前記固相流動層の厚みを周期的に変化させる溝内空間を有する、
摩擦撹拌接合ツール。
続きを表示(約 760 文字)
【請求項2】
前記溝は、前記ショルダーの径方向内側から径方向外側に向かって直線状に形成されている、
請求項1に記載の摩擦撹拌接合ツール。
【請求項3】
前記溝は、前記ショルダーの内周縁から前記ショルダーの半径方向に形成されている、
請求項2に記載の摩擦撹拌接合ツール。
【請求項4】
前記溝は、前記プローブの外周円の接線方向に形成されている、
請求項2に記載の摩擦撹拌接合ツール。
【請求項5】
前記溝は、前記ショルダーの径方向内側から径方向外側に向かって曲線状に形成されている、
請求項1に記載の摩擦撹拌接合ツール。
【請求項6】
前記ショルダーに複数の前記溝が形成されている、
請求項1に記載の摩擦撹拌接合ツール。
【請求項7】
前記溝は、4本以上形成されている、
請求項6に記載の摩擦撹拌接合ツール。
【請求項8】
前記溝の周方向に沿った断面形状は、V字形である、
請求項1に記載の摩擦撹拌接合ツール。
【請求項9】
前記ショルダーの前記凸面形状は、前記軸方向に膨出する曲面形状である、
請求項1に記載の摩擦撹拌接合ツール。
【請求項10】
請求項1から9のいずれか1項に記載の摩擦撹拌接合ツールの前記先端を、被接合材の接合部に押し当てて回転駆動させ、前記被接合材と前記摩擦撹拌接合ツールとの間に生じる摩擦によって前記被接合材に前記固相流動層を生成させながら、前記摩擦撹拌接合ツールと前記被接合材とを相対移動させて前記被接合材を接合する、
摩擦撹拌接合方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、摩擦撹拌接合ツール及び摩擦撹拌接合方法する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
従来より、車両における乗員の安全性向上が求められており、係る目的のために車体の強度を向上させてきた。他方、地球温暖化問題等の深刻化を背景に、自動車の燃費改善の動きが加速している。燃費改善には車体の軽量化が有効であることが知られている。そこで、車体に用いられる鋼材に代えてアルミニウム材等の軽金属の使用が促進されるようになった。ところで、金属材料同士を接合する技術として、摩擦撹拌接合(FSW:Friction Stir Welding)がある。摩擦撹拌接合は、プローブと呼ばれるピンとショルダーとからなる摩擦撹拌接合ツールを回転させながら、ツール先端を被接合材に差し込み、発生する摩擦熱により接合部を固相撹拌して接合する接合方法である。
【0003】
通常の摩擦撹拌接合ツールは、ショルダーが軸方向に凹んだ形状を備えるが、被接合材の形状や接合形態等に応じて、ショルダーが軸方向に突出した凸面からなる摩擦撹拌接合ツール、更にはツール先端面に同心円状又は渦巻状の溝を設けた摩擦撹拌接合ツールが提案されている(先行文献1~6)。
【先行技術文献】
【特許文献】
【0004】
特許第4450728号公報
特開2003-245783号公報
特開2019-166568号公報
特開2000-153374号公報
特開2022-79568号公報
特開2021-112767号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
一般に、摩擦撹拌接合においては、被接合材を溶融させない温度で接合を行うため、歪が少ない接合ができるものの、接合速度が遅いという欠点がある。また、摩擦撹拌接合ツールにかかる負荷(荷重)が大きく、一定の撹拌力を得るには摩擦撹拌接合ツールを接合線に対して一定角度傾けながら回転させる必要がある。そのため、摩擦撹拌接合を行うには負荷に耐える専用の設備が必要となり、設備の導入等のコストが増加する問題があった。
【0006】
また、特許文献1のようなショルダー部を凸面にした摩擦撹拌接合ツールは、被溶接材が曲面を有し、この曲面で相互に摩擦撹拌接合する用途には適している。しかし、平板同士を接合する用途では、ショルダー部を凸面にしたり、ショルダー部に同心円状、渦巻状の溝を設けたりすると、ショルダー部と被接合材との摩擦が低下する。その結果、被接合材の撹拌に伴う温度上昇が少なくなり、被接合材の接合速度を増加させることが難しくなる。また、十分な摩擦熱が得られにくいため、接合部が不安定となって空洞欠陥が発生しやすくなる。
【0007】
そこで本発明は、欠陥の発生を抑制しつつ接合速度を速めることができ、しかも汎用の工作機械を用いた接合が可能となる摩擦撹拌接合ツール及び摩擦撹拌方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は下記の構成からなる。
(1) 円柱状の本体部の先端に形成されたショルダーと、該ショルダーの中心に配置されて前記本体部の軸方向に突出するプローブとを有する摩擦撹拌接合用ツールであって、
前記ショルダーは、中央部が前記軸方向に突出する凸面形状のショルダー面と、前記軸方向に凹む溝とを有し、
前記溝は、ツール回転による摩擦熱で生成される被接合材の固相流動層の一部を貯留し、貯留された前記固相流動層を前記ツール回転に伴い回転方向後方の前記ショルダー面の対向領域に戻し、前記対向領域における前記固相流動層の厚みを周期的に変化させる溝内空間を有する、
摩擦撹拌接合ツール。
(2) (1)に記載の摩擦撹拌接合ツールの前記先端を、被接合材の接合部に押し当てて回転駆動させ、前記被接合材と前記摩擦撹拌接合ツールとの間に生じる摩擦によって前記被接合材に前記固相流動層を生成させながら、前記摩擦撹拌接合ツールと前記被接合材とを相対移動させて前記被接合材を接合する、
摩擦撹拌接合方法。
【発明の効果】
【0009】
本発明によれば、欠陥の発生を抑制しつつ接合速度を速めることができ、しかも汎用の工作機械を用いた接合が可能となる。
【図面の簡単な説明】
【0010】
図1は、摩擦撹拌接合ツールの外観を示す斜視図である。
図2は、摩擦撹拌接合ツールを先端から見た平面図である。
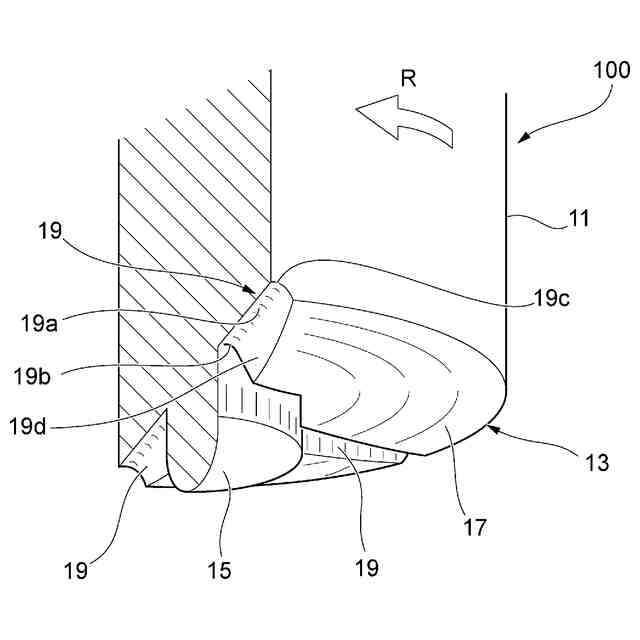
図3は、摩擦撹拌接合ツールの先端におけるショルダーとプローブの拡大斜視図である。
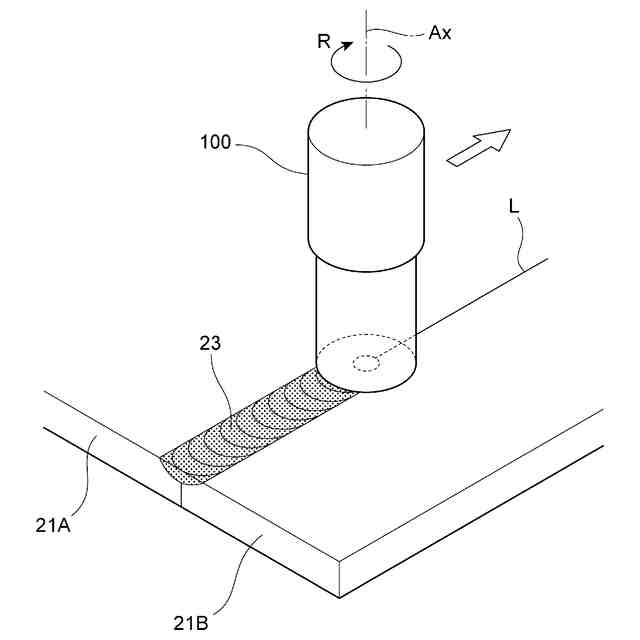
図4は、2枚の被接合材の端部同士を突合せた位置で被接合材同士を摩擦撹拌接合ツールにより摩擦撹拌接合する様子を示す説明図である。
図5は、摩擦撹拌接合ツールを一部断面で示す断面斜視図である。
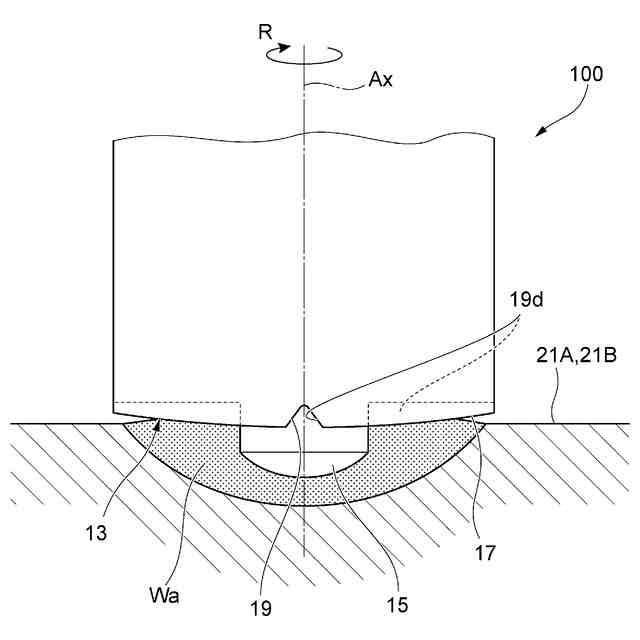
図6は、摩擦撹拌接合ツールの回転により生成される固相流動層を模式的に示す説明図である。
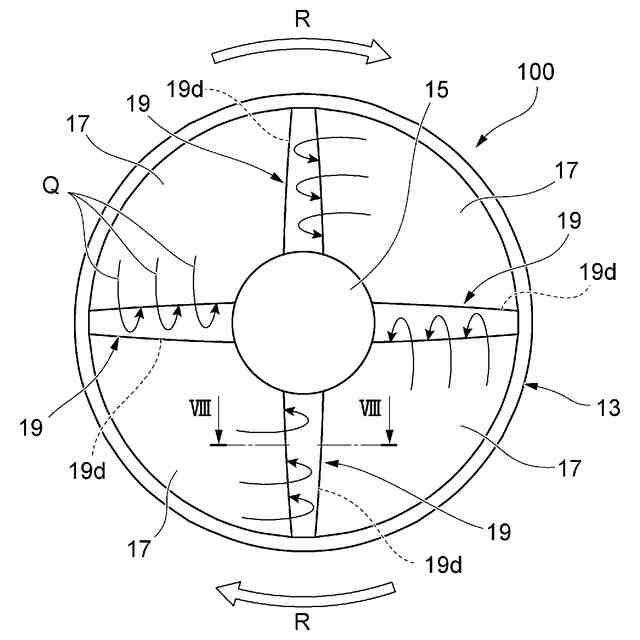
図7は、摩擦撹拌接合ツールにより撹拌される固相流動層の流れを、摩擦撹拌接合ツールの先端の平面図で模式的に示す説明図である。
図8は、図7に示すVIII-VIII線に沿った断面図である。
図9は、摩擦撹拌接合ツールの先端の側面図である。
図10は、摩擦撹拌接合ツールの第1変形例を示す斜視図である。
図11は、摩擦撹拌接合ツールの第2変形例を示す斜視図である。
図12は、摩擦撹拌接合ツールの第3変形例を示す斜視図である。
図13は、摩擦撹拌接合ツールの第4変形例を示す斜視図である。
図14は、摩擦撹拌接合ツールの第5変形例を示す斜視図である。
図15は、摩擦撹拌接合ツールの第6変形例を示す斜視図である。
図16は、摩擦撹拌接合ツールの第7変形例を示す斜視図である。
図17は、摩擦撹拌接合ツールをマシニングセンタの主軸に装着して摩擦撹拌接合を行う様子を模式的に示す説明図である。
図18は、制御部による摩擦撹拌接合ツールの移動パスを模式的に示す説明図である。
図19は、一対の押出パネルの押出方向に沿った側面同士を互いに接合した構造体47の斜視図である。
図20は、図19に示す押出パネルの断面図である。
図21は、一対の押出パネルの端部同士を突き合わせた接合位置での接合前の拡大断面図である。
図22は、接合に使用した摩擦撹拌接合ツールの斜視図である。
図23は、接合に使用した摩擦撹拌接合ツールの斜視図である。
図24は、接合に使用した摩擦撹拌接合ツールの斜視図である。
図25は、接合に使用した摩擦撹拌接合ツールの斜視図である。
図26は、試験例8の接合部の断面写真である。
図27は、試験例12の接合部の断面写真である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
作業用治具
2か月前
個人
トーチノズル
2か月前
日東精工株式会社
検査装置
2か月前
個人
コンタクトチップ
3か月前
シヤチハタ株式会社
組立ライン
2か月前
日東精工株式会社
組み付け装置
2か月前
有限会社津谷工業
切削工具
1か月前
株式会社ダイヘン
スタッド溶接電源
3か月前
エンシュウ株式会社
工作機械
2か月前
株式会社不二越
タップ
2か月前
ダイハツ工業株式会社
冷却構造
2か月前
株式会社ツガミ
工作機械
2日前
株式会社ダイヘン
インチング制御方法
3か月前
ブラザー工業株式会社
工作機械
3か月前
トヨタ自動車株式会社
検査方法
2日前
トヨタ自動車株式会社
積層コア
14日前
株式会社ダイヘン
アーク溶接制御方法
2か月前
旭精工株式会社
シャフトブレーキ
3か月前
株式会社不二越
歯車加工機
1か月前
株式会社不二越
歯車研削盤
1か月前
株式会社オーエム製作所
工作機械
5日前
株式会社メドメタレックス
ドリル
13日前
住友重機械工業株式会社
レーザ装置
1か月前
株式会社ヤマダスポット
抵抗溶接機
1か月前
トヨタ自動車株式会社
位相測定方法
13日前
株式会社FUJI
自動化用パレット
29日前
サムテック株式会社
加工物製造方法
13日前
株式会社浪速試錐工業所
防風カバー
1か月前
株式会社ダイヘン
アークスタート制御方法
3か月前
三菱電機株式会社
ねじ取り出し装置
6日前
津田駒工業株式会社
工作機械用の主軸装置
3か月前
株式会社メタルクリエイト
切削装置
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
トヨタ自動車株式会社
レーザ加工装置
3か月前
DMG森精機株式会社
工作機械
2日前
株式会社大林組
構造物形成方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































