TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025006363
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023107111
出願日
2023-06-29
発明の名称
3次元構造体及びその製造方法
出願人
SOLIZE株式会社
代理人
個人
主分類
B29C
64/10 20170101AFI20250109BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ガタつきの少ない軸部及び軸受部を含む3次元構造体を容易に製造することができる方法を提供する。
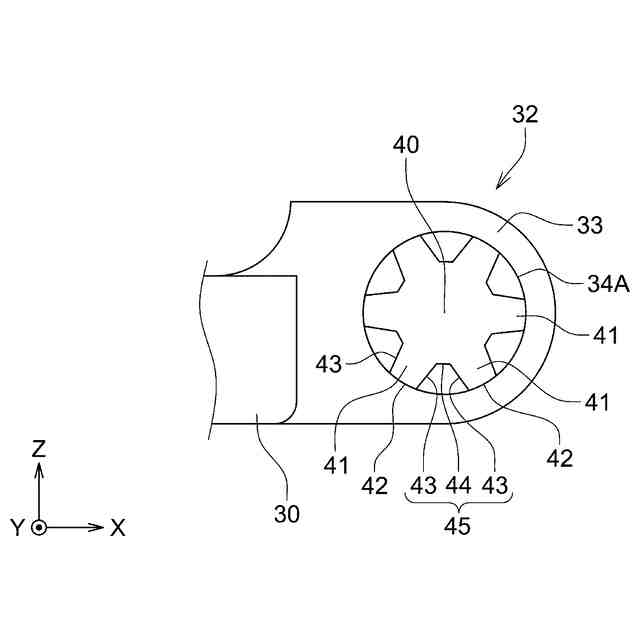
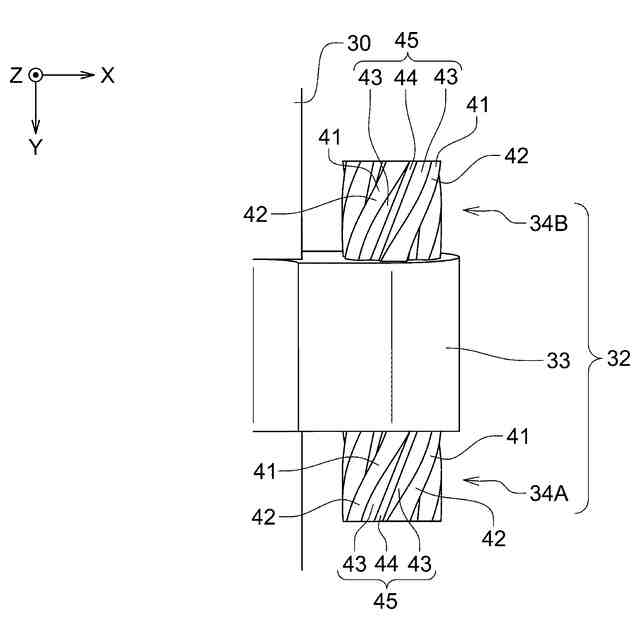
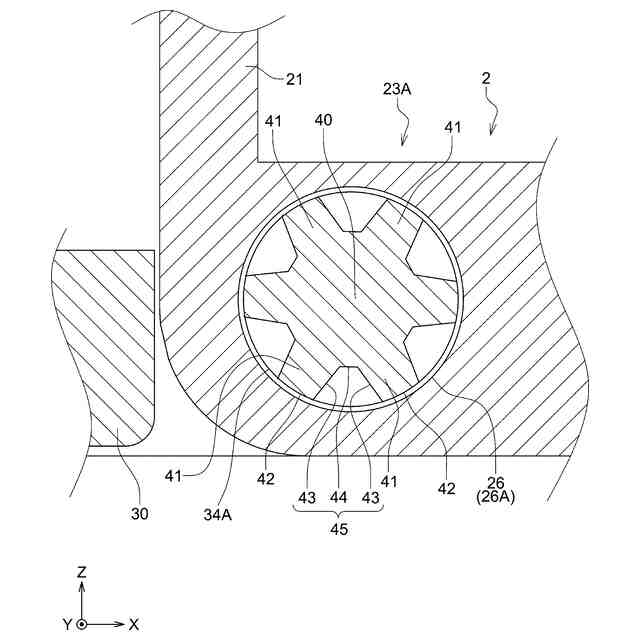
【解決手段】3次元構造体1は、軸受部23A,23Bを含むベース部材2と、軸方向に沿って延び、軸受部23A,23Bに対して回転可能に連結される軸部34A,34Bを含む蓋部材3とを備える。ベース部材2及び蓋部材3は積層造形法により作製される。蓋部材3の軸部34A,34Bは、周方向に沿って配置される複数の頂面42と、隣接する頂面42sの間を周方向に接続する複数の接続部45とを有する。頂面42は、軸受部23A,23Bの軸孔26の内周面26Aから半径方向に最小離間距離Dだけ離れた位置で軸孔26の内周面26Aに対面している。接続部45は、頂面42よりも軸孔26の内周面26Aから半径方向に離れた位置にある。
【選択図】図2
特許請求の範囲
【請求項1】
軸受面を有する軸受部を含む第1の部材と、
軸方向に沿って延び、前記軸受部に対して回転可能に連結される軸部を含む第2の部材と
を備え、
前記第2の部材の前記軸部は、
周方向に沿って配置される複数の頂面であって、前記軸受部の前記軸受面から半径方向に所定の離間距離だけ離れた位置で前記軸受面に対面する複数の頂面と、
前記複数の頂面のうち隣接する頂面の間を前記周方向に接続する複数の接続部であって、前記複数の頂面よりも前記軸受部の前記軸受面から半径方向に離れた位置にある複数の接続部と
を有する、
3次元構造体。
続きを表示(約 1,000 文字)
【請求項2】
前記第2の部材の前記軸部の前記複数の頂面のそれぞれの前記周方向における位置は前記軸方向に沿って変化する、請求項1に記載の3次元構造体。
【請求項3】
前記第1の部材の前記軸受部には、前記軸受面の半径方向内側に形成される内部空間を前記軸受部の外部に接続する連絡通路が形成されている、請求項1又は2に記載の3次元構造体。
【請求項4】
軸受面を有する軸受部を含む第1の部材と、軸方向に沿って延び、前記軸受部に対して回転可能に連結される軸部を含む第2の部材とを備える3次元構造体を製造する方法であって、
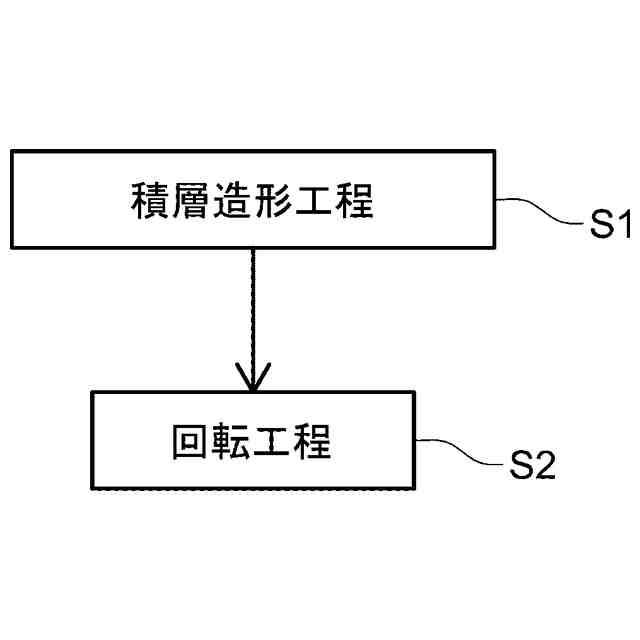
第1の材料層及び第2の材料層を積層方向に積層して前記第1の材料層により構成される前記第1の部材及び前記第2の材料層により構成される前記第2の部材を形成する積層造形工程を有し、
前記積層造形工程は、前記第1の材料層及び前記第2の材料層を同一の積層平面上で連続的に形成する連続層形成工程を前記積層方向に繰り返すことで前記軸受部及び前記軸部を形成する軸構造造形工程を含み、
前記軸構造造形工程では、
前記第1の材料層により、前記軸受部の前記軸受面を形成し、
前記第2の材料層により、周方向に沿って配置される複数の頂面であって、前記軸受部の前記軸受面から半径方向に所定の離間距離だけ離れた位置で前記軸受面に対面する複数の頂面と、前記複数の頂面のうち隣接する頂面の間を前記周方向に接続する複数の接続部であって、前記複数の頂面よりも前記軸受部の前記軸受面から半径方向に離れた位置にある複数の接続部とを形成する、
方法。
【請求項5】
前記積層造形工程の後に、前記第1の部材の前記軸受部に対して前記第2の部材の前記軸部を回転する回転工程をさらに有する、請求項4に記載の3次元構造体の製造方法。
【請求項6】
前記軸構造造形工程において、前記軸部の前記複数の頂面及び前記複数の接続部のそれぞれの前記周方向における位置が前記積層方向に沿って変化するように前記連続層形成工程を前記積層方向に繰り返す、請求項4又は5に記載の3次元構造体の製造方法。
【請求項7】
前記積層造形工程は、前記軸構造造形工程の前又は後に、前記軸受部の前記軸受面の半径方向内側に形成される内部空間を前記軸受部の外部に接続する連絡通路が前記軸受部に形成されるように前記第1の材料層を積層する通路形成工程をさらに含む、
請求項6に記載の3次元構造体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、3次元構造体及びその製造方法に係り、特に軸部とその軸部を受ける軸受部とを含む3次元構造体の製造方法に関するものである。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来から3Dプリンタにより材料を1層ずつ積み重ねて3次元構造体を造形する積層造形法が知られている。このような積層造形法は、軸部とこの軸部を受ける軸受部とを含む3次元構造体を作製する際にも用いられている(例えば、特許文献1参照)。このような3次元構造体を積層造形法により作製する場合には、造形中や2次硬化中に軸部と軸受部とが癒着してしまい、軸部と軸受部の機能が阻害されてしまうことがある。このような癒着は、軸部と軸受部との間に十分な間隙を確保することにより抑制することができるが、軸部と軸受部との間の間隙を大きくすると、軸部が軸受部に対して回転する際にガタつきが生じやすくなってしまう。
【先行技術文献】
【特許文献】
【0003】
特開2018-12981号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、このような従来技術の問題点に鑑みてなされたもので、ガタつきの少ない軸部及び軸受部を含む3次元構造体を提供することを第1の目的とする。
【0005】
また、本発明は、ガタつきの少ない軸部及び軸受部を含む3次元構造体を容易に製造することができる方法を提供することを第2の目的とする。
【課題を解決するための手段】
【0006】
本発明の第1の態様によれば、ガタつきの少ない軸部及び軸受部を含む3次元構造体が提供される。この3次元構造体は、軸受面を有する軸受部を含む第1の部材と、軸方向に沿って延び、上記軸受部に対して回転可能に連結される軸部を含む第2の部材とを備える。上記第2の部材の上記軸部は、周方向に沿って配置される複数の頂面であって、上記軸受部の上記軸受面から半径方向に所定の離間距離だけ離れた位置で上記軸受面に対面する複数の頂面と、上記複数の頂面のうち隣接する頂面の間を上記周方向に接続する複数の接続部であって、上記複数の頂面よりも上記軸受部の上記軸受面から半径方向に離れた位置にある複数の接続部とを有する。
【0007】
本発明の第2の態様によれば、ガタつきの少ない軸部及び軸受部を含む3次元構造体を容易に製造することができる方法が提供される。この方法は、軸受面を有する軸受部を含む第1の部材と、軸方向に沿って延び、上記軸受部に対して回転可能に連結される軸部を含む第2の部材とを備える3次元構造体を製造する方法である。この方法は、第1の材料層及び第2の材料層を積層方向に積層して上記第1の材料層により構成される上記第1の部材及び上記第2の材料層により構成される上記第2の部材を形成する積層造形工程を有する。上記積層造形工程は、上記第1の材料層及び上記第2の材料層を同一の積層平面上で連続的に形成する連続層形成工程を上記積層方向に繰り返すことで上記軸受部及び上記軸部を形成する軸構造造形工程を含む。上記軸構造造形工程では、上記第1の材料層により、上記軸受部の上記軸受面を形成し、上記第2の材料層により、周方向に沿って配置される複数の頂面であって、上記軸受部の上記軸受面から半径方向に所定の離間距離だけ離れた位置で上記軸受面に対面する複数の頂面と、上記複数の頂面のうち隣接する頂面の間を上記周方向に接続する複数の接続部であって、上記複数の頂面よりも上記軸受部の上記軸受面から半径方向に離れた位置にある複数の接続部とを形成する。
【図面の簡単な説明】
【0008】
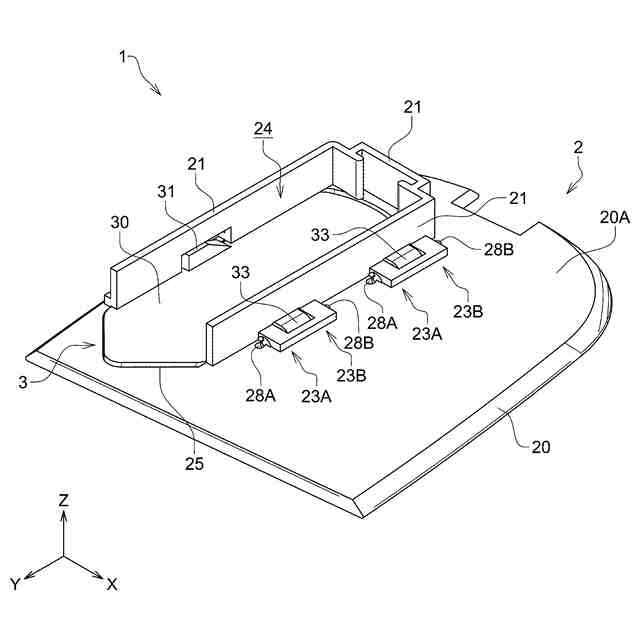
図1は、本発明の一実施形態における3次元構造体を示す斜視図である。
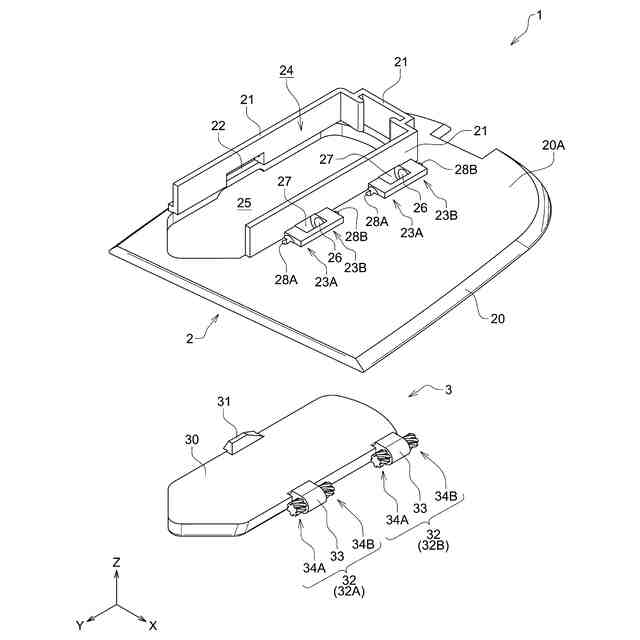
図2は、図1に示す3次元構造体の分解斜視図である。
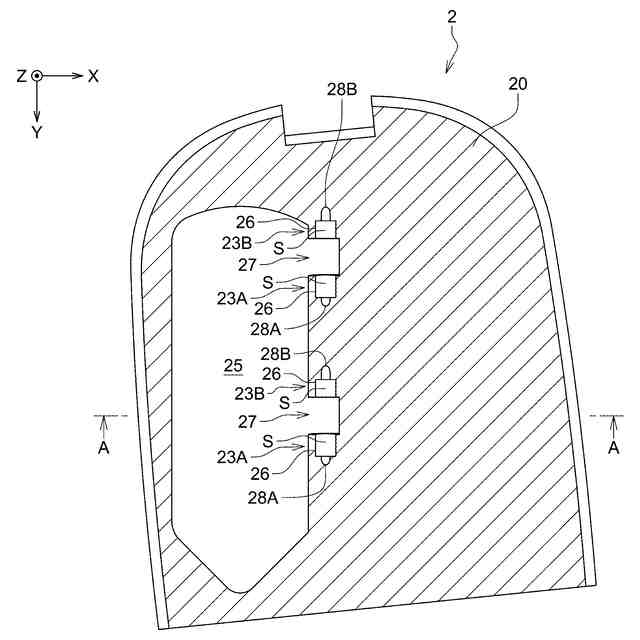
図3Aは、図2に示す3次元構造体におけるベース部材の横断面図である。
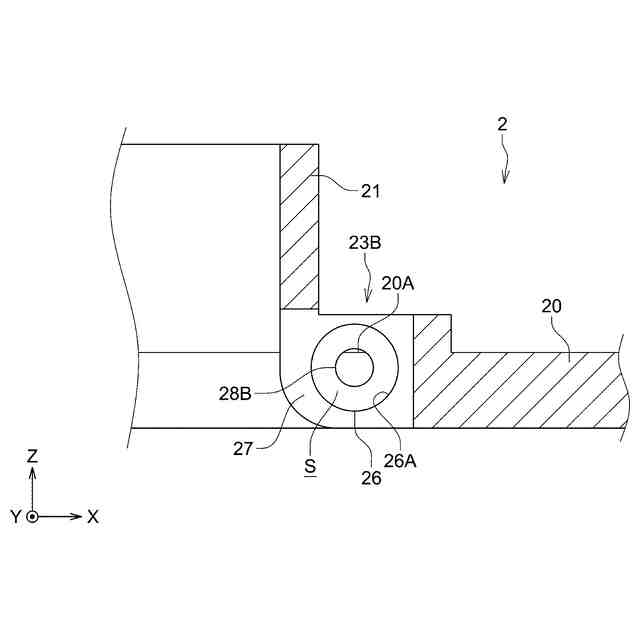
図3Bは、図3AのA-A線断面の一部を拡大して示す図である。
図4Aは、図2に示す3次元構造体における蓋部材の一部を拡大して示す斜視図である。
図4Bは、図4Aに示す蓋部材の一部の正面図である。
図4Cは、図4Aに示す蓋部材の一部の平面図である。
図5は、図1に示す3次元構造体の一部を拡大して示す断面図である。
図6Aは、本発明の一実施形態における3次元構造体を製造する工程の一例を示すフローチャートである。
図6Bは、図6Aに示す積層造形工程の一部を示すフローチャートである。
【発明を実施するための形態】
【0009】
以下、本発明に係る3次元構造体及びその製造方法の実施形態について図1から図6Bを参照して詳細に説明する。図1から図6Bにおいて、同一又は相当する構成要素には、同一の符号を付して重複した説明を省略する。また、図1から図6Bにおいては、各構成要素の縮尺や寸法が誇張されて示されている場合や一部の構成要素が省略されている場合がある。以下の説明では、特に言及がない場合には、「第1」や「第2」などの用語は、構成要素を互いに区別するために使用されているだけであり、特定の順位や順番を表すものではない。
【0010】
図1は本発明の一実施形態における3次元構造体1を示す斜視図、図2は分解斜視図である。図1及び図2に示すように、3次元構造体1は、略平板状のベース部材2(第1の部材)と、ベース部材2に対して回転可能に設けられる蓋部材3(第2の部材)とを含んでいる。ベース部材2及び蓋部材3は、後述するように3Dプリンタを用いた積層造形法によって製造されるものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
溶融紡糸設備
7か月前
シーメット株式会社
光造形装置
1か月前
東レ株式会社
プリプレグテープ
4か月前
CKD株式会社
型用台車
1か月前
個人
射出ミキシングノズル
3か月前
グンゼ株式会社
ピン
1か月前
株式会社日本製鋼所
押出機
4か月前
個人
樹脂可塑化方法及び装置
20日前
株式会社FTS
ロッド
13日前
東レ株式会社
一体化成形品の製造方法
5か月前
株式会社リコー
シート剥離装置
6か月前
株式会社FTS
成形装置
1か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社シロハチ
真空チャンバ
3か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社FTS
セパレータ
7日前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社リコー
画像形成システム
2か月前
大塚テクノ株式会社
樹脂製の構造体
10か月前
トヨタ自動車株式会社
真空成形装置
9か月前
株式会社城北精工所
押出成形用ダイ
10か月前
トヨタ自動車株式会社
真空成形方法
8か月前
日東工業株式会社
インサート成形機
2か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
個人
ノズルおよび熱風溶接機
29日前
東レ株式会社
溶融押出装置および押出方法
28日前
小林工業株式会社
振動溶着機
7か月前
株式会社リコー
シート処理システム
6か月前
KTX株式会社
シェル型の作製方法
7か月前
株式会社リコー
シート処理システム
5か月前
東ソー株式会社
高純度薬品用容器の製造方法
7か月前
NISSHA株式会社
加飾成形品の製造方法
9か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































