TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025005070
公報種別
公開特許公報(A)
公開日
2025-01-16
出願番号
2023105075
出願日
2023-06-27
発明の名称
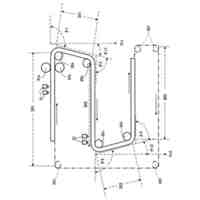
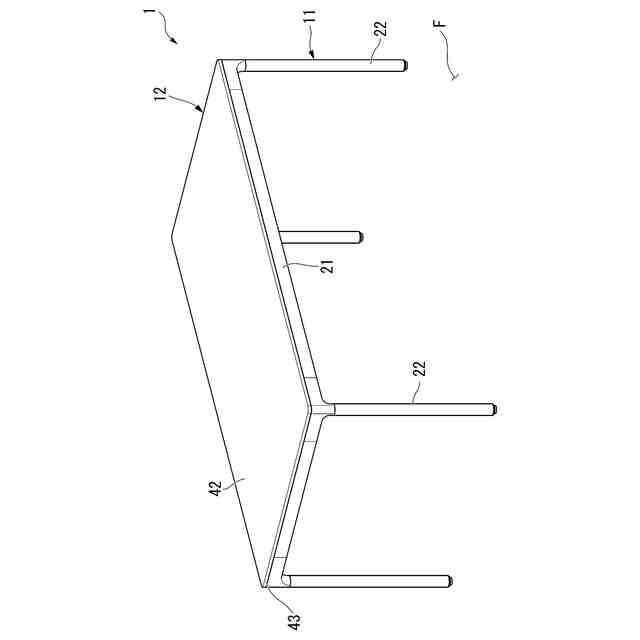
木製部材、木製部材の製造方法及び什器
出願人
エースジャパン株式会社
,
株式会社オカムラ
代理人
個人
主分類
B27N
3/02 20060101AFI20250108BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】強度を確保した上で、低コストで良好な感触を得ることができる木製部材、木製部材の製造方法及び什器を提供する。
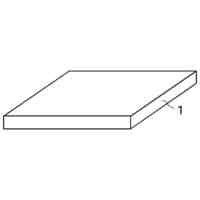
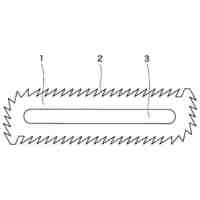
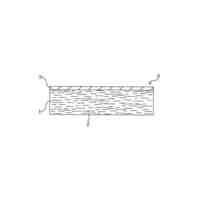
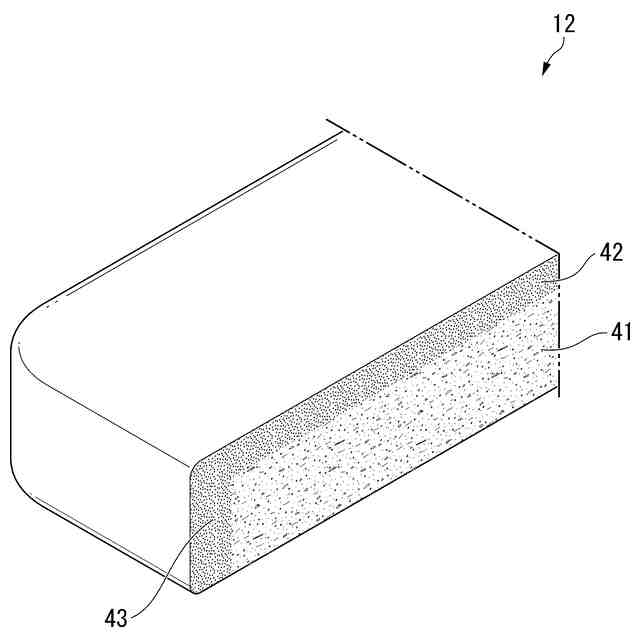
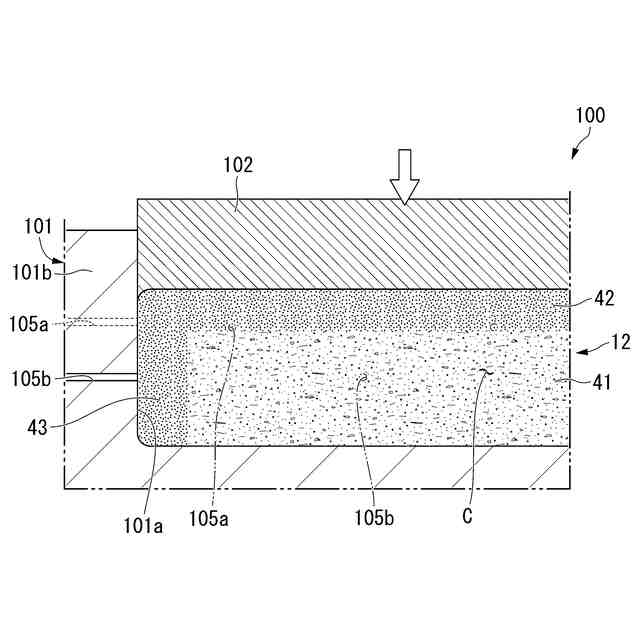
【解決手段】本発明の一態様に係る木製部材は、複数のチップ状の木質材と接着剤とを含む混合材によって成形された基材を備えている。基材は、基材の中央部を構成する芯層部と、基材の外表面のうち第1面上に露出するとともに、芯層部を被覆する第1表層部と、外表面のうち第1面と異なる方向を向き、かつ第1面に隣り合って配置される第2面上に露出するとともに、芯層部を被覆する第2表層部と、を備えている。木質材のうち、第1表層部及び第2表層部で用いられる表層用木質材のチップサイズは、芯層部で用いられる芯層用木質材のチップサイズよりも小さい。
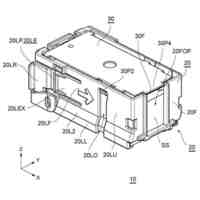
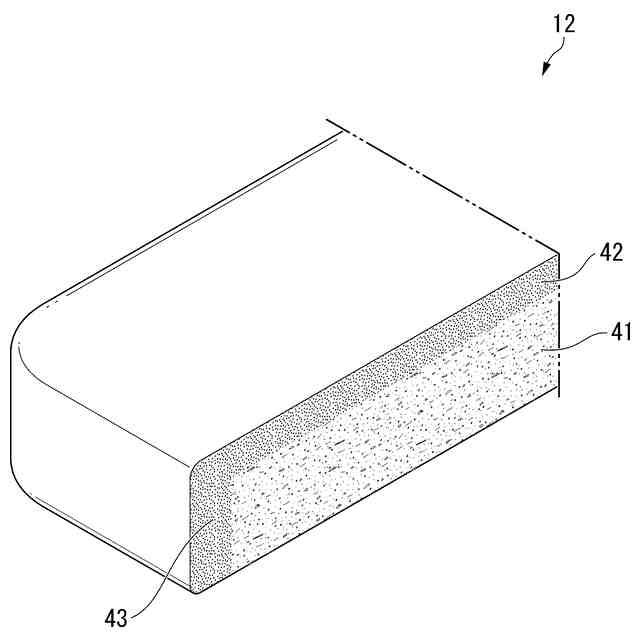
【選択図】図2
特許請求の範囲
【請求項1】
複数のチップ状の木質材と接着剤とを含む混合材によって成形された基材を備え、
前記基材は、
前記基材の中央部を構成する芯層部と、
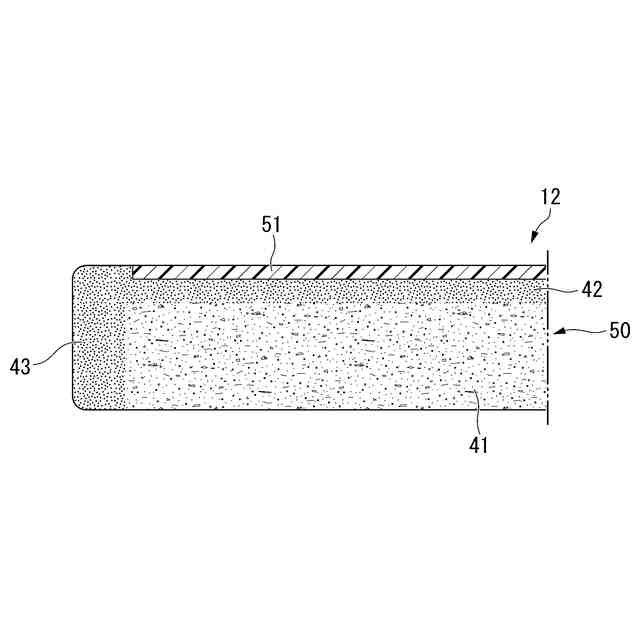
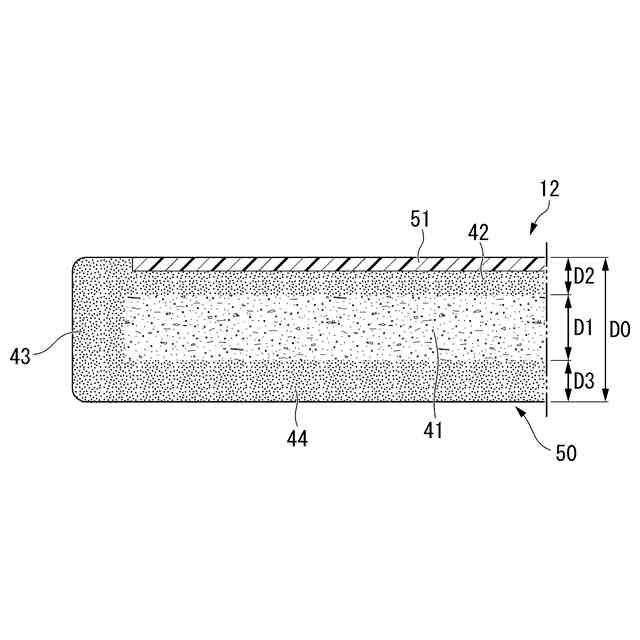
前記基材の外表面のうち第1面上に露出するとともに、前記芯層部を被覆する第1表層部と、
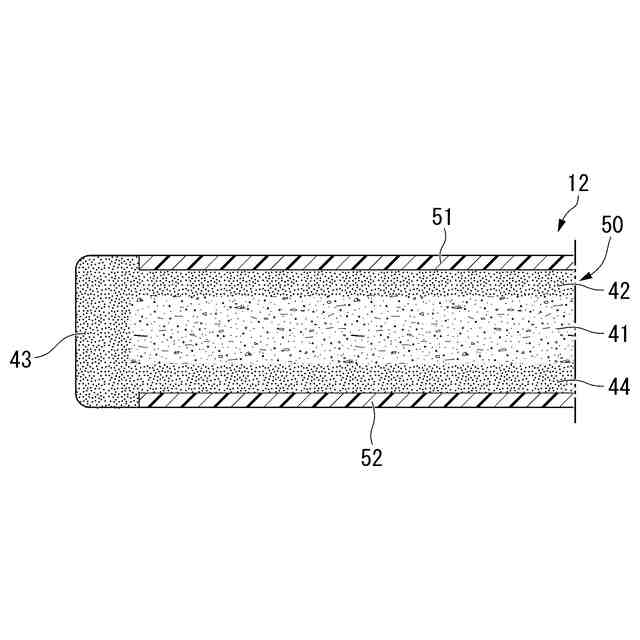
前記外表面のうち前記第1面と異なる方向を向き、かつ前記第1面に隣り合って配置される第2面上に露出するとともに、前記芯層部を被覆する第2表層部と、を備え、
前記木質材のうち、前記第1表層部及び前記第2表層部で用いられる表層用木質材のチップサイズは、前記芯層部で用いられる芯層用木質材のチップサイズよりも小さい木製部材。
続きを表示(約 700 文字)
【請求項2】
前記第1表層部は、前記第1面の全体を構成し、
前記第2表層部は、前記第2面の全体を構成している請求項1に記載の木製部材。
【請求項3】
前記芯層部は、前記基材のうち前記第1面と反対側を向く第3面に露出している請求項1又は請求項2に記載の木製部材。
【請求項4】
前記木質材の少なくとも一部に未利用材を含んでいる請求項1又は請求項2に記載の木製部材。
【請求項5】
前記未利用材は、間伐材、倒木又は流木を含んでいる請求項4に記載の木製部材。
【請求項6】
前記木質材は、葉、枝又は根を含んでいる請求項4に記載の木製部材。
【請求項7】
基材のうち中央部を構成する芯層部と、
前記基材の外表面のうち第1面上に露出するとともに、前記芯層部を被覆する第1表層部と、
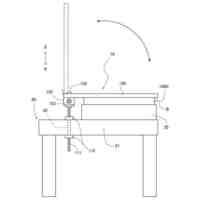
前記外表面のうち前記第1面と異なる方向を向き、かつ前記第1面に隣り合って配置される第2面上に露出するとともに、前記芯層部を被覆する第2表層部と、を備えた木製部材の製造方法であって、
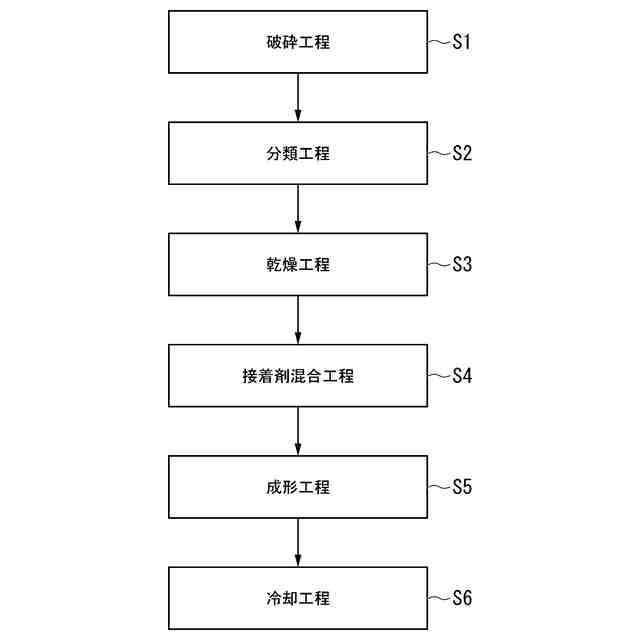
前記基材は、前記芯層部、前記第1表層部及び前記第2表層部それぞれを構成する複数のチップ状の木質材と、接着剤と、を含む混合材をまとめて加熱圧縮することにより成形され、
前記第1表層部及び前記第2表層部で用いられる表層用木質材のチップサイズは、前記芯層部で用いられる芯層用木質材のチップサイズよりも小さく設定されている木製部材の製造方法。
【請求項8】
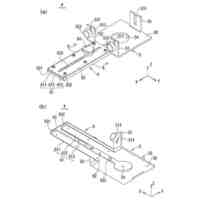
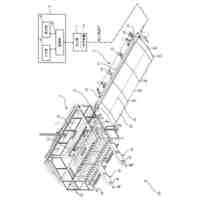
請求項1又は請求項2に記載の木製部材を備えている什器。
発明の詳細な説明
【技術分野】
【0001】
本発明は、木製部材、木製部材の製造方法及び什器に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
木製部材として、いわゆるパーティクルボードやストランドボードのように、複数のチップ状の木質材が押し固められることで板状に形成された構成が知られている(例えば、下記特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2007-160722号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
什器の天板等、利用者が触れる部分に木製部材を利用する場合には、木製部材の感触を良好にする必要がある。一方で、木製部材を什器に搭載するにあたっては、低コスト化を図った上で、木製部材自体の強度や各部材間の連結強度を確保する必要がある。特に、近時では、国連が主導する持続可能な開発目標(SDGs)を達成するべく、環境貢献や災害防止等に配慮した製品を提供することが求められている。
【0005】
本発明は、強度を確保した上で、低コストで良好な感触を得ることができる木製部材、木製部材の製造方法及び什器を提供する。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明は以下の態様を採用した。
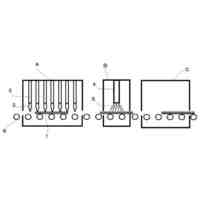
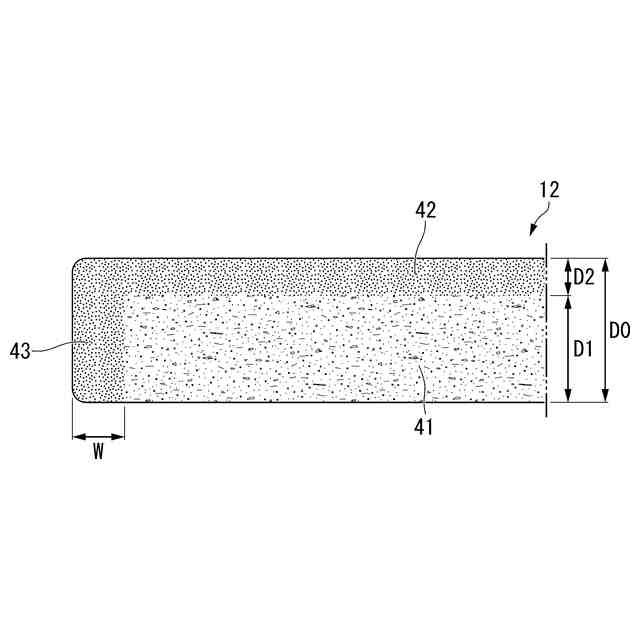
(1)本発明の一態様に係る木製部材は、複数のチップ状の木質材と接着剤とを含む混合材によって成形された基材を備え、前記基材は、前記基材の中央部を構成する芯層部と、前記基材の外表面のうち第1面上に露出するとともに、前記芯層部を被覆する第1表層部と、前記外表面のうち前記第1面と異なる方向を向き、かつ前記第1面に隣り合って配置される第2面上に露出するとともに、前記芯層部を被覆する第2表層部と、を備え、前記木質材のうち、前記第1表層部及び前記第2表層部で用いられる表層用木質材のチップサイズは、前記芯層部で用いられる芯層用木質材のチップサイズよりも小さい。
【0007】
本態様によれば、芯層部に対して第1面側及び第2面側が、芯層用木質材のチップサイズよりも小さい表装用木質材により構成された第1表層部及び第2表層部によって覆われる。これにより、芯層部の凹凸を各表層部で吸収することができ、木製部材の外表面を平滑に維持し易い。そのため、什器の天板等、利用者が触れる部分に木製部材を採用した場合であっても、良好な感触を与えることができる。
しかも、芯層用木質材で構成された芯層部を備えることで、表層用木質材のみで木製部材を製造する場合に比べ、木製部材自体の強度を確保し易い。また、芯層部に対して締結部材を締結することで、締結部材が木製部材に引っ掛かり易くなり、木製部材と他部材と間での連結強度を確保し易い。また、芯層用木質材のチップサイズを、表層用木質材のチップサイズよりも大きくすることで、芯層用木質材を得るための破砕工程に掛かる工数を短縮し易い。そのため、低コスト化を図ることができる。
【0008】
(2)上記(1)の態様に係る木製部材において、前記第1表層部は、前記第1面の全体を構成し、前記第2表層部は、前記第2面の全体を構成していることが好ましい。
本態様によれば、木製部材の第1面及び第2面全体に亘って良好な感触を与えることができる。
【0009】
(3)上記(1)又は(2)の態様に係る木製部材において、前記芯層部は、前記基材のうち前記第1面と反対側を向く第3面に露出していることが好ましい。
本態様によれば、木製部材の第3面に対して締結部材を固定するにあたって、木製部材と他部材との間の連結強度を確保し易い。
【0010】
(4)上記(1)から(3)の何れかの態様に係る木製部材において、前記木質材の少なくとも一部に未利用材を含んでいることが好ましい。
本態様によれば、木製部材の材料として未利用材を用いることで、環境貢献や災害防止等に配慮した製品を低コストで提供することができ、国連が主導する持続可能な開発目標を達成することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
薪割り台
9か月前
個人
わら縄針金造形木
10か月前
個人
木材精密加工用ジグ
4か月前
丸大株式会社
竹粉製造装置
5か月前
株式会社日本設計
耐火木材
11か月前
株式会社日本設計
耐火木材
10か月前
個人
貼付装置及び貼付方法
3か月前
個人
電動ボードカッターのブレード
12日前
アイカ工業株式会社
化粧板の製造方法
11か月前
個人
跳ね上げ式ガイドクランプ
3か月前
コニシ株式会社
集成材の製造方法
4日前
株式会社岡田金属工業所
ブレード
4か月前
NKE株式会社
トリマー治具
3か月前
株式会社ノダ
木削薄片板および床材
7か月前
株式会社ノダ
木削薄片板および床材
10か月前
工機ホールディングス株式会社
作業機
7か月前
宮川工機株式会社
プレカット加工装置
8か月前
舛元木工株式会社
フレーム材の端部処理方法
9か月前
工機ホールディングス株式会社
作業機
11か月前
大建工業株式会社
焼杉風化粧板とその製造方法
5か月前
三和合板株式会社
化粧板の製造装置
8か月前
旭興進株式会社
人工木材及びその製造方法
10か月前
トヨタ自動車株式会社
木粉の熱圧縮成形方法
7か月前
清水建設株式会社
ビス打ち装置
4か月前
清水建設株式会社
自動ビス打ち機
4か月前
マックス株式会社
リフィル
8か月前
広平凱王圧密科技有限公司
圧密木強制焼入れ装置
11か月前
株式会社大林組
木質板材の加工方法
6か月前
広平凱王圧密科技有限公司
高周波に基づく定尺圧密板
11か月前
トヨタエンジニアリング有限会社
竹割機
2か月前
デンカ株式会社
敷板
11か月前
トヨタエンジニアリング有限会社
竹割機
2か月前
株式会社トーアエンジニアリング
プレカット加工方法
11か月前
有限会社太悦鉄工
ヤニ取り装置および木材切断用鋸盤
1か月前
株式会社マキタ
携帯用切断機
1か月前
マックス株式会社
ステープラ
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ