TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025003634
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2024187465,2022117680
出願日
2024-10-24,2022-07-25
発明の名称
レーザ加工装置及びレーザ加工方法
出願人
株式会社ワイヤード
,
旭化成株式会社
代理人
弁理士法人 東和国際特許事務所
主分類
B23K
26/382 20140101AFI20241226BHJP(工作機械;他に分類されない金属加工)
要約
【課題】長尺の薄板に多数の貫通孔を連続的に繰り返し形成する穿孔加工を行うに際し、加工幅に制約を受けることなく広幅の薄板に対して、穿孔不良を生じさせず、かつ、薄板の上下揺動の影響を受けずに安定して所望の開孔形状を低コストかつ高効率で実現する穿孔加工を行うことができるレーザ加工装置及びレーザ加工方法を提供すること。
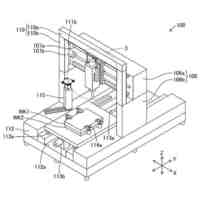
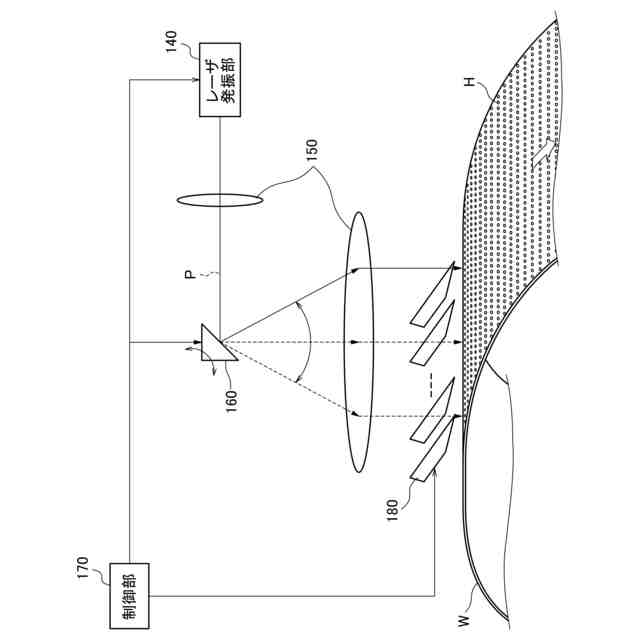
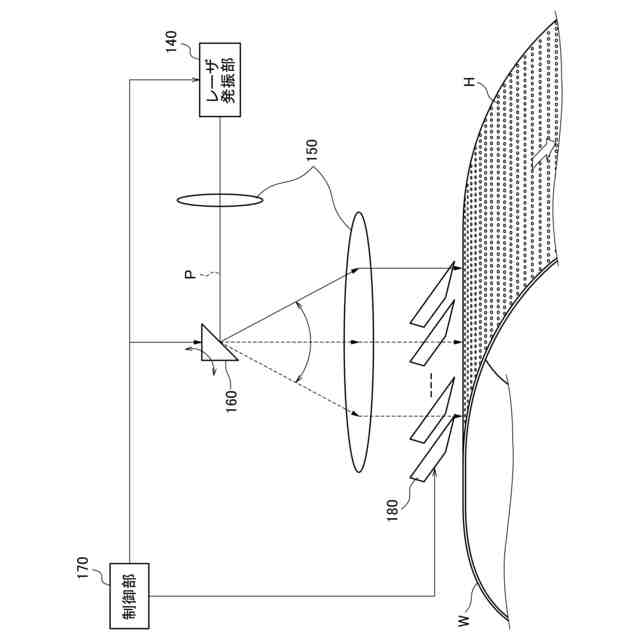
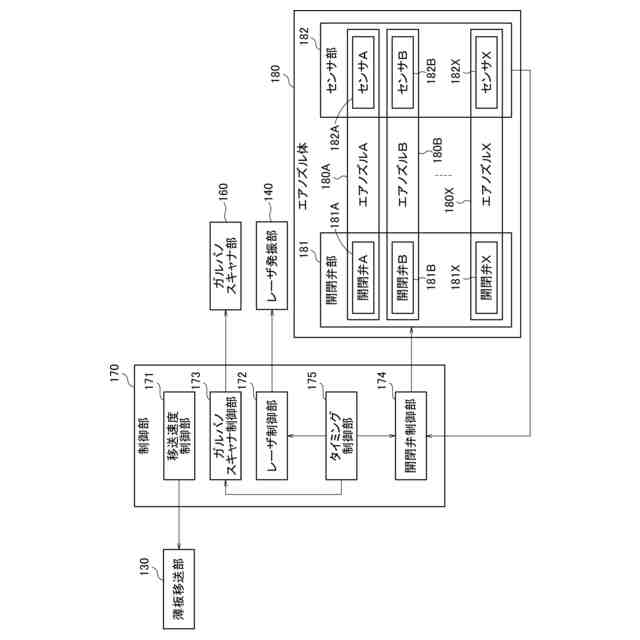
【解決手段】加工対象の薄板Wを薄板Wの板長手方向に移送させながら、レーザ発振部140から放出したパルス光Pが集光部150により薄板Wに集光するように構成されており、ガルバノスキャナ部160によってパルス光Pを薄板Wの表裏を貫通する方向に向くように反射して薄板Wを照射しながら薄板Wの板幅方向に掃引して、多数の貫通孔Hを連続して穿孔加工する際に、エアノズル体180から薄板Wの板幅方向にわたって加工領域PAに向けてガスを噴出するように制御部170が制御するレーザ加工装置100。
【選択図】図1
特許請求の範囲
【請求項1】
加工対象の長尺の薄板を該薄板の板長手方向に移送させる薄板移送部と、
パルス光を放出するレーザ発振部と、
前記パルス光を前記薄板に集光する集光部と、
前記パルス光を前記薄板の表裏を貫通する方向に向けて反射して前記薄板の板幅方向に掃引するガルバノスキャナ部と、
前記薄板移送部と前記レーザ発振部と前記ガルバノスキャナ部の動作をそれぞれ制御する制御部とを備え、
前記薄板を板長手方向に移送させつつ前記パルス光を照射して前記薄板に多数の貫通孔を連続的に繰り返し形成するレーザ加工装置であって、
前記薄板の板幅方向にわたって配列して加工領域に向けてガスを噴出する複数のエアノズルを有するエアノズル体を備えていることを特徴とするレーザ加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、長尺かつ広幅の薄板に対して多数の貫通孔を均一な開孔間隔で形成するレーザ加工装置及びレーザ加工方法に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、金属薄板等の被加工物に多数の貫通孔を形成する場合、エッチング処理、パンチング加工又はレーザ加工が行われている。
【0003】
これらの加工のうち、レーザ光による穿孔等の加工に際し、加工部位の空気を吸引してデブリ等の不要溶融物を除去するレーザ加工装置が知られている(特許文献1、特許文献2)
【0004】
また、レーザ光による切断加工又はパターニング加工において、射出光学系と一体になったノズルからアシストガスを噴出して、デブリ等の不要溶融物を除去するレーザ加工装置が知られている(特許文献3乃至特許文献6)。
【先行技術文献】
【特許文献】
【0005】
特開2021―109183号公報
特開2018―114543号公報
特開2021-133389号公報
特開平7-100681号公報
特開平9-239572号公報
特開平9-271965号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1及び特許文献2に記載のレーザ加工装置は、レーザ加工時に発生したデブリを単に吸引して除去するものであって、穿孔加工自体の効率向上にはほとんど寄与せず、また、特許文献3乃至特許文献6に記載のレーザ加工装置は、アシストガスを噴出してデブリ等の不要溶融物を除去することによりレーザ加工自体の精度又は効率が向上するものの、いずれのレーザ加工装置を用いる場合であっても、広幅かつ長尺の素材に対して多数の貫通孔を均一な開孔間隔で形成する穿孔加工を行うためには、XYテーブルにより加工対象素材を精密に移動させて逐次加工する必要があって効率が悪く、かつ、アシストガス噴出のコストが嵩むという問題があった。
【0007】
そこで本発明は、前述したような従来技術の問題を解決するものであって、すなわち、本発明の目的は、長尺の薄板に多数の貫通孔を形成する穿孔加工を行うに際し、加工幅に制約を受けることなく広幅の薄板に対して、穿孔不良を生じさせず、かつ、薄板の上下揺動の影響を受けずに安定して所望の開孔形状を低コストかつ高効率で実現する穿孔加工を行うことができるレーザ加工装置及びレーザ加工方法を提供することである。
【課題を解決するための手段】
【0008】
本請求項1に係る発明のレーザ加工装置は、加工対象の長尺の薄板を該薄板の板長手方向に移送させる薄板移送部と、パルス光を放出するレーザ発振部と、前記パルス光を前記薄板に集光する集光部と、前記パルス光を前記薄板の表裏を貫通する方向に向けて反射して前記薄板の板幅方向に掃引するガルバノスキャナ部と、前記薄板移送部と前記レーザ発振部と前記ガルバノスキャナ部の動作をそれぞれ制御する制御部とを備え、前記薄板を板長手方向に移送させつつ前記パルス光を照射して前記薄板に多数の貫通孔を連続的に繰り返し形成するレーザ加工装置であって、前記薄板の板幅方向にわたって配列して加工領域に向けてガスを噴出する複数のエアノズルを有するエアノズル体を備えていることにより、前述した課題を解決するものである。
【0009】
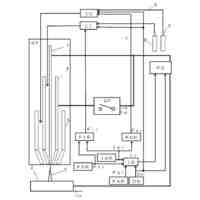
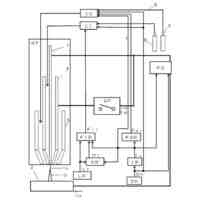
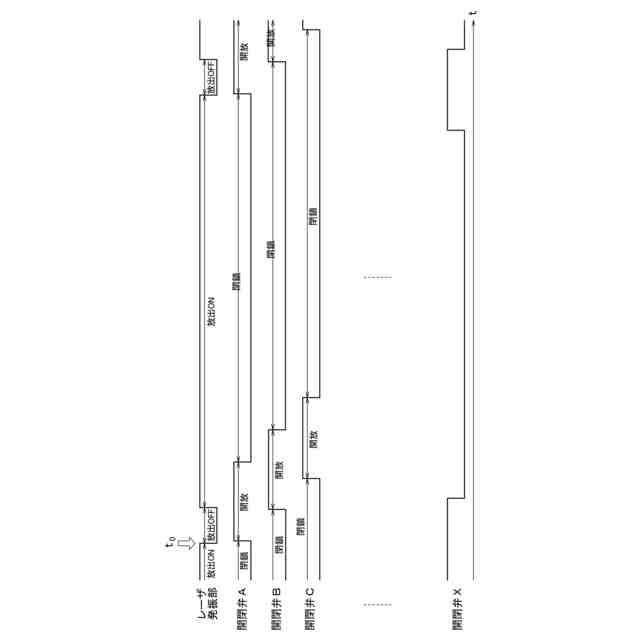
本請求項2に係る発明のレーザ加工装置は、請求項1に記載されたレーザ加工装置の構成に加えて、前記複数のエアノズルが、それぞれ開閉弁を備え、前記制御部が、前記レーザ発振部によるパルス光の放出動作を制御するレーザ制御部と、前記開閉弁の開閉動作をそれぞれ制御する開閉弁制御部と、前記レーザ発振部によるパルス光の放出動作タイミングと前記開閉弁の開閉タイミングとを同期させるタイミング制御部とを備えていることにより、前述した課題をさらに解決するものである。
【0010】
本請求項3に係る発明のレーザ加工装置は、請求項2に記載されたレーザ加工装置の構成に加えて、前記開閉弁が、電磁弁であることにより、前述した課題をさらに解決するものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
作業用治具
2か月前
個人
トーチノズル
2か月前
日東精工株式会社
検査装置
2か月前
日東精工株式会社
組み付け装置
2か月前
シヤチハタ株式会社
組立ライン
2か月前
有限会社津谷工業
切削工具
1か月前
エンシュウ株式会社
工作機械
2か月前
株式会社不二越
タップ
1か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
トヨタ自動車株式会社
積層コア
2日前
ダイハツ工業株式会社
冷却構造
2か月前
株式会社メドメタレックス
ドリル
1日前
株式会社不二越
歯車加工機
29日前
株式会社不二越
歯車研削盤
1か月前
トヨタ自動車株式会社
位相測定方法
1日前
株式会社メタルクリエイト
切削装置
1か月前
株式会社FUJI
自動化用パレット
17日前
サムテック株式会社
加工物製造方法
1日前
株式会社ヤマダスポット
抵抗溶接機
1か月前
住友重機械工業株式会社
レーザ装置
1か月前
株式会社浪速試錐工業所
防風カバー
1か月前
津田駒工業株式会社
工作機械用の主軸装置
2か月前
工機ホールディングス株式会社
作業機
29日前
ブラザー工業株式会社
工作機械
2か月前
工機ホールディングス株式会社
作業機
29日前
株式会社不二越
工具の製造方法
2日前
エンシュウ株式会社
摩擦撹拌接合装置
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
3日前
株式会社ダイヘン
熱加工システム
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
トヨタ自動車株式会社
冷却器の製造方法
29日前
株式会社FUJI
加工寸法管理システム
2か月前
オークマ株式会社
切削液循環装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ