TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025003023
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2023103464
出願日
2023-06-23
発明の名称
プレス成形装置
出願人
トヨタ車体株式会社
代理人
個人
,
個人
主分類
B29C
51/30 20060101AFI20241226BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】簡単な構成により、主成形部からの板材の流出を抑制できるプレス成形装置を提供する。
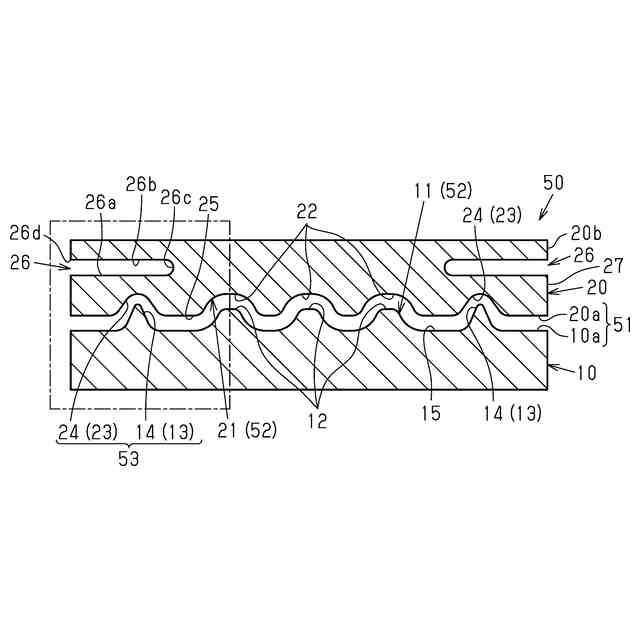
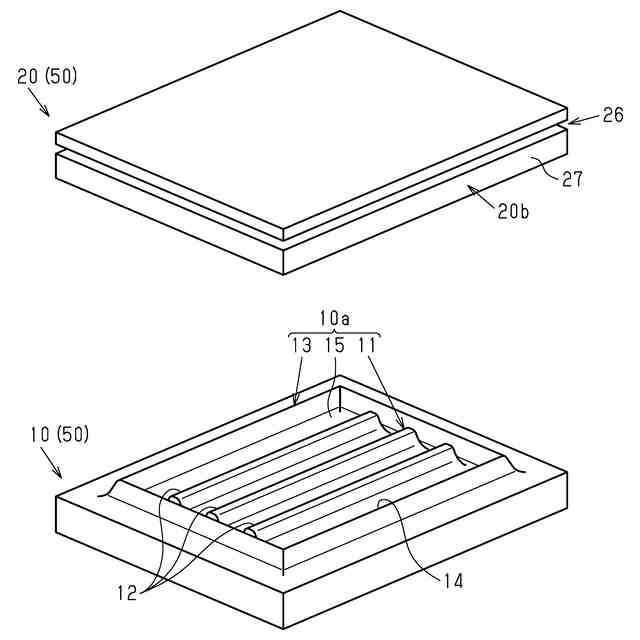
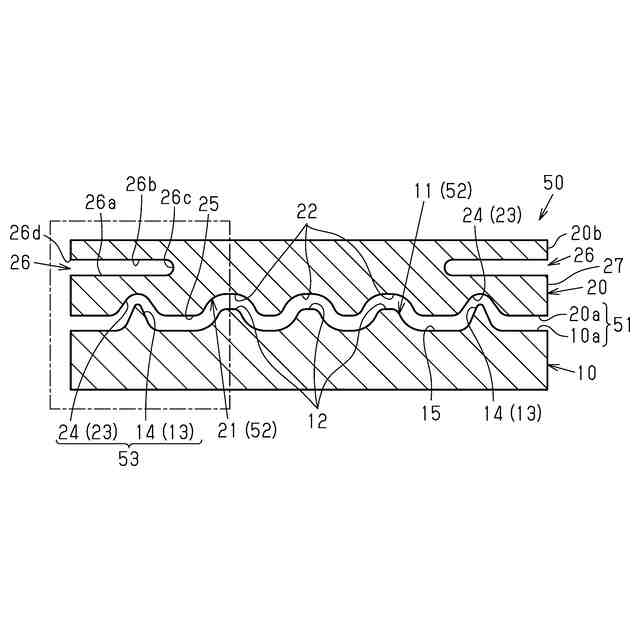
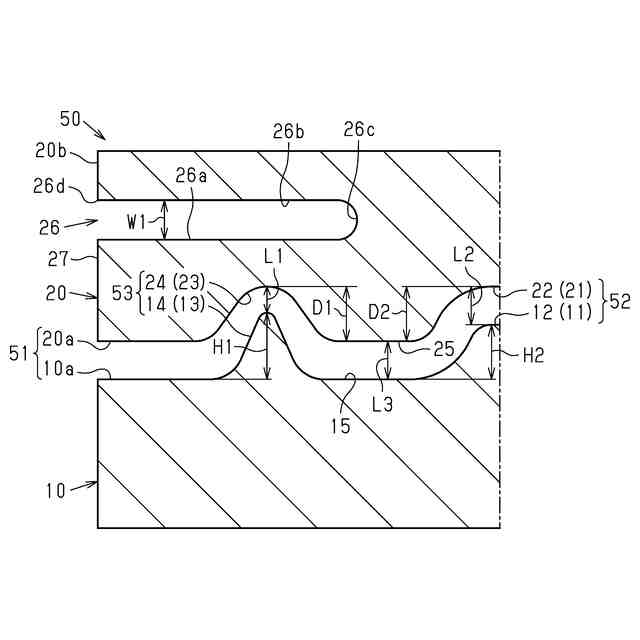
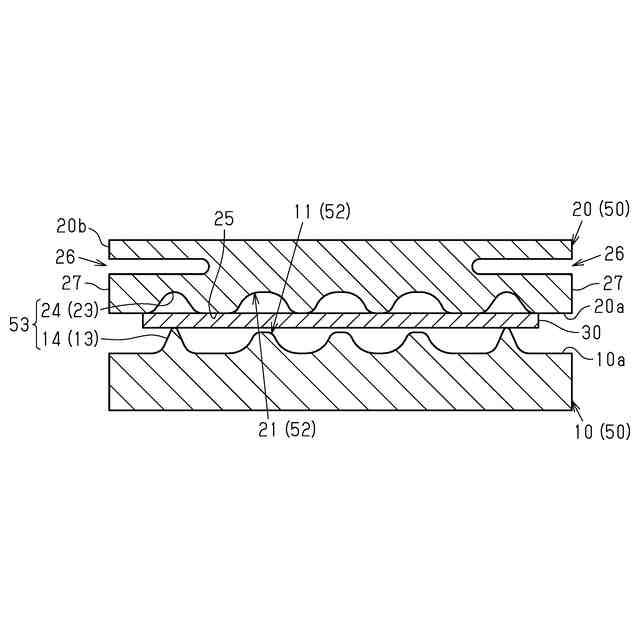
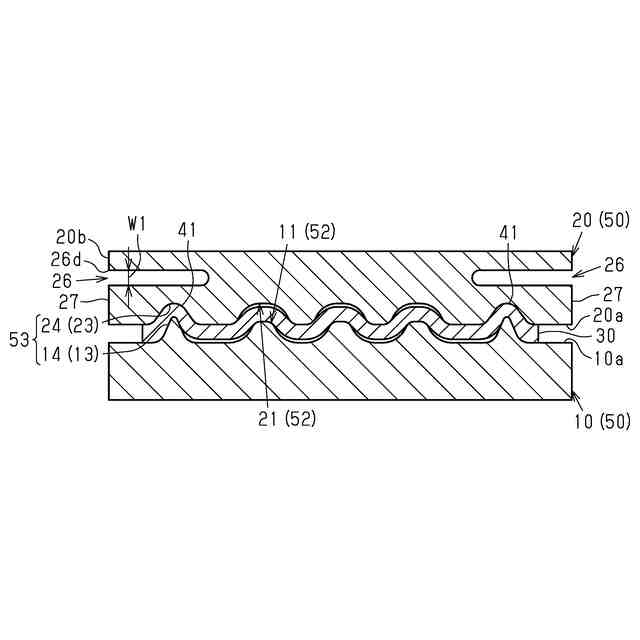
【解決手段】プレス成形装置50は、板材が載置される第1面10aを有する第1型10と、第1面10aとともに板材を成形する成形部51を構成する第2面20aを有する第2型20とを備えている。成形部51は、主成形部52と、主成形部52の外周側に形成され、第1面10aと第2面20aとの間の距離が主成形部52における距離よりも小さくされた副成形部53とを備えている。第2型20には、スリット部26と、スリット部26と副成形部53との間に設けられ、スリット部26の幅を小さくするように弾性変形可能に構成された撓み部27とが設けられている。
【選択図】図2
特許請求の範囲
【請求項1】
板材をプレス成形する装置であって、
前記板材が載置される第1面を有する第1型と、
前記第1型に対して接近及び離間するように相対移動可能に設けられ、前記第1面とともに前記板材を成形する成形部を構成する第2面を有する第2型と、を備え、
前記成形部は、主成形部と、前記主成形部の外周側に形成され、前記第1面と前記第2面との間の距離が前記主成形部の外周縁における前記距離よりも小さくされた副成形部と、を備えており、
前記第1型及び前記第2型のうちいずれか一方には、外周面を切り欠いたスリット部と、前記第1型及び前記第2型が相対移動する移動方向において前記スリット部と前記副成形部との間に設けられ、前記移動方向において前記スリット部の幅を小さくするように弾性変形可能に構成された撓み部と、が設けられている、
プレス成形装置。
続きを表示(約 410 文字)
【請求項2】
前記副成形部は、前記第1面及び前記第2面のいずれか一方に形成され、前記主成形部を取り囲む凸条を含む、
請求項1に記載のプレス成形装置。
【請求項3】
前記スリット部は、前記撓み部を構成する第1対向面と、前記移動方向において前記第1対向面に対向する第2対向面と、を備え、
前記移動方向における前記スリット部の幅は、前記撓み部が弾性変形した際に前記第1対向面が前記第2対向面に当接するように設定されている、
請求項1または請求項2に記載のプレス成形装置。
【請求項4】
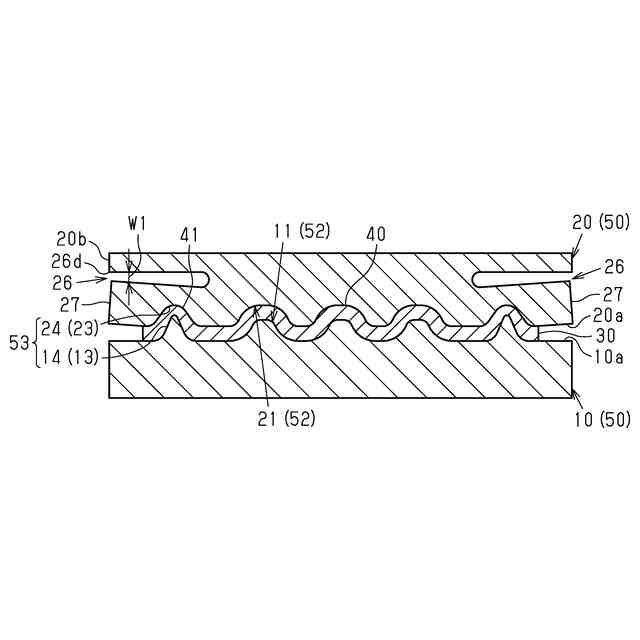
前記スリット部は、前記撓み部を構成する第1対向面と、前記移動方向において前記第1対向面に対向する第2対向面と、前記第1対向面と前記第2対向面とを連結する連結面と、を備え、
前記連結面は、前記移動方向に対して湾曲した凹面状である、
請求項1に記載のプレス成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス成形装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
特許文献1には、プレス成形用の金型が記載されている。この金型は、上型と、下型とを備えている。上型は、ダイスを有している。ダイスの中央部には、成形用凹部が形成されている。ダイスの周縁部には、ビード用凸部が形成されている。下型は、パンチ、ホルダ、及びクッションを有している。パンチには、ダイスの成形用凹部と係合する成形用凸部が形成されている。ホルダは、パンチの周囲に配置されている。ホルダには、ダイスのビード用凸部に係合するビード用凹部が形成されている。クッションは、ホルダの下面に当接するように配置されている。
【0003】
こうした金型では、ビード用凸部及びビード用凹部が成形用凸部及び成形用凹部に対して先行して板材を成形することでビード部が形成される。そのため、プレス成形時に成形用凹部及び成形用凸部の間への板材の流入、及び当該間からの板材の流出がビード部により抑制される。また、プレス成形の進行に伴ってビード用凸部及びビード用凹部における成形圧力が高くなった場合であっても、クッションにより板材への成形圧力が調整される。
【先行技術文献】
【特許文献】
【0004】
特開2009-45653号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、こうした金型においては、下型が、それぞれ別体のホルダ、パンチ、及びクッションを備える。そのため、金型の構成が複雑化するといった問題がある。
【課題を解決するための手段】
【0006】
上記課題を解決するためのプレス成形装置の各態様を記載する。
[態様1]板材をプレス成形する装置であって、前記板材が載置される第1面を有する第1型と、前記第1型に対して接近及び離間するように相対移動可能に設けられ、前記第1面とともに前記板材を成形する成形部を構成する第2面を有する第2型と、を備え、前記成形部は、主成形部と、前記主成形部の外周側に形成され、前記第1面と前記第2面との間の距離が前記主成形部の外周縁における前記距離よりも小さくされた副成形部と、を備えており、前記第1型及び前記第2型のうちいずれか一方には、外周面を切り欠いたスリット部と、前記第1型及び前記第2型が相対移動する移動方向において前記スリット部と前記副成形部との間に設けられ、前記移動方向において前記スリット部の幅を小さくするように弾性変形可能に構成された撓み部と、が設けられている、プレス成形装置。
【0007】
上記構成によれば、第1型と第2型とを互いに接近させて板材をプレス成形する際、副成形部が主成形部の外周縁に対して先行して板材をプレスする。そのため、成形圧力により主成形部から外周側に流出する板材が副成形部よりも外周側に流出しにくくなる。これにより、主成形部からの板材の流出を抑制できる。
【0008】
ここで、副成形部が主成形部の外周縁に対して先行して板材を成形すると、プレス成形の進行に伴って副成形部における成形圧力が高くなる。副成形部における成形圧力が過剰になると、主成形部において板材に対して充分に成形圧力を作用させることが困難な場合がある。この点、上記構成によれば、第1型及び第2型のうちいずれか一方には、スリット部及び撓み部が設けられている。そのため、プレス成形時に副成形部における成形圧力が高くなったとしても、撓み部が移動方向においてスリット部の幅を小さくするように弾性変形することによって上記成形圧力が吸収される。これにより、副成形部において板材に対して必要以上に成形圧力が作用することを抑制できる。以上のことから、クッションを別途設けるといった従来の構成よりも簡単な構成により主成形部において板材に対して充分に成形圧力を作用させることができる。また、板材が加熱された樹脂材である場合、クッションを別途設けるといった従来の技術のように、別体のクッションと第1型または第2型との間に隙間が生じることがないため、当該隙間に樹脂材が流入すること、ひいてはバリが生じることがない。
【0009】
したがって、簡単な構成により、主成形部からの板材の流出を抑制できる。
[態様2]
前記副成形部は、前記第1面及び前記第2面のいずれか一方に形成され、前記主成形部を取り囲む凸条を含む、[態様1]に記載のプレス成形装置。
【0010】
上記構成によれば、主成形部からの板材の流出を抑制するといった効果が主成形部の全周にわたって発揮される。したがって、主成形部からの板材の流出を一層抑制できる。
[態様3]前記スリット部は、前記撓み部を構成する第1対向面と、前記移動方向において前記第1対向面に対向する第2対向面と、を備え、前記移動方向における前記スリット部の幅は、前記撓み部が弾性変形した際に前記第1対向面が前記第2対向面に当接するように設定されている、[態様1]または[態様2]に記載のプレス成形装置。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
溶融紡糸設備
7か月前
東レ株式会社
プリプレグテープ
4か月前
CKD株式会社
型用台車
1か月前
シーメット株式会社
光造形装置
1か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
3か月前
グンゼ株式会社
ピン
1か月前
株式会社FTS
ロッド
13日前
個人
樹脂可塑化方法及び装置
20日前
帝人株式会社
成形体の製造方法
7か月前
株式会社FTS
成形装置
1か月前
株式会社シロハチ
真空チャンバ
3か月前
東レ株式会社
一体化成形品の製造方法
5か月前
株式会社リコー
シート剥離装置
6か月前
株式会社FTS
セパレータ
7日前
株式会社リコー
画像形成システム
2か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
三菱自動車工業株式会社
予熱装置
4か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社リコー
シート処理システム
6か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
小林工業株式会社
振動溶着機
7か月前
トヨタ自動車株式会社
真空成形装置
9か月前
個人
ノズルおよび熱風溶接機
29日前
トヨタ自動車株式会社
真空成形方法
8か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
日東工業株式会社
インサート成形機
2か月前
KTX株式会社
シェル型の作製方法
7か月前
東レ株式会社
溶融押出装置および押出方法
28日前
株式会社リコー
シート処理システム
5か月前
ヒロホー株式会社
搬送容器の製造方法
7か月前
株式会社コスメック
磁気クランプ装置
28日前
株式会社日本製鋼所
射出成形機
7か月前
中川産業株式会社
防火板材の製造方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































