TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024180068
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023099501
出願日
2023-06-16
発明の名称
異種金属接合継手
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B23K
9/23 20060101AFI20241219BHJP(工作機械;他に分類されない金属加工)
要約
【課題】鋼板からなる第1部材と、アルミニウム系材料又はマグネシウム系材料からなる第2部材と、を接合する異材接合継手において、高強度の異種金属接合継手を提供する。
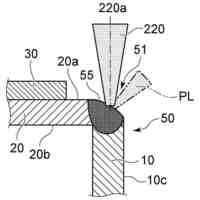
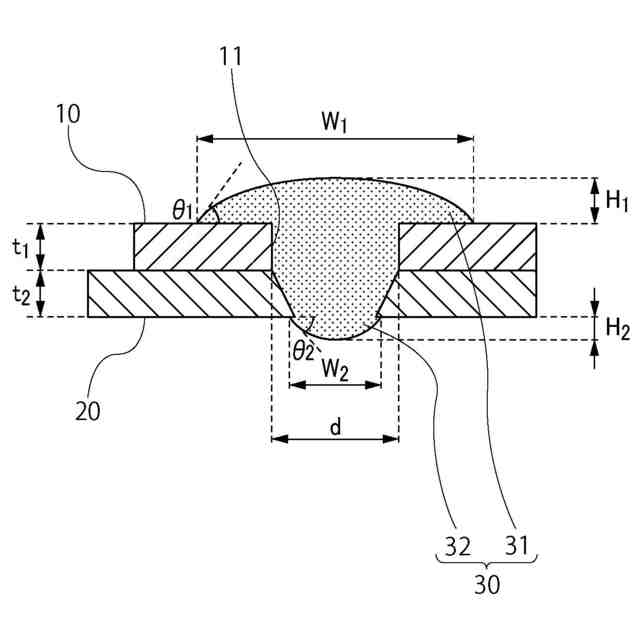
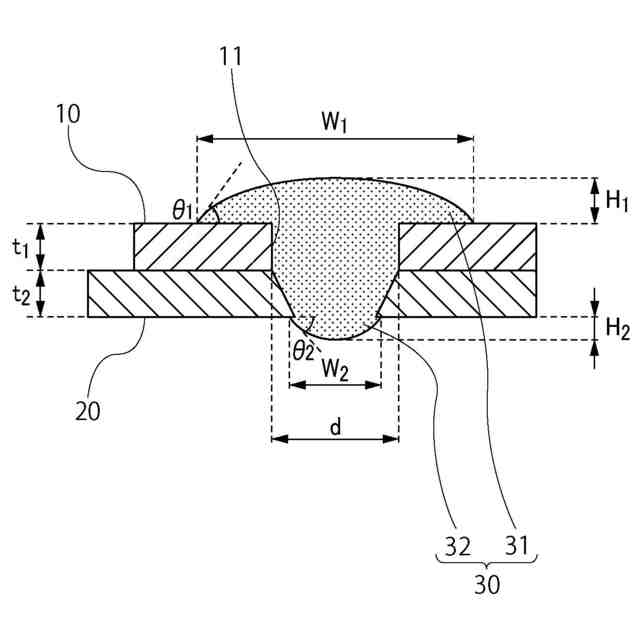
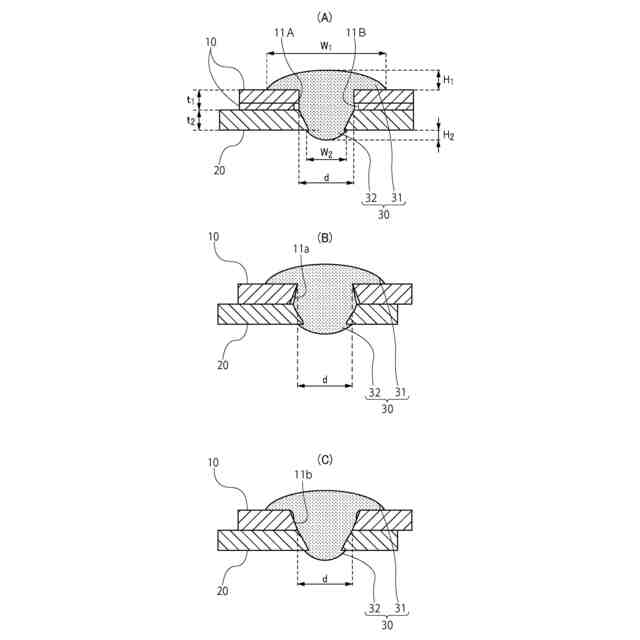
【解決手段】鋼板からなる第1部材と、アルミニウム系材料又はマグネシウム系材料からなる第2部材と、前記第1部材と前記第2部材とを接合する接合部と、を備え、第1部材は、第2部材との重ね合わせ面に臨む板厚方向の貫通孔を有し、接合部は、貫通孔に充填されて第2部材と溶接した溶接金属であって、少なくとも前記第1部材の表面に表余盛を形成し、貫通孔の直径を、3.0mm以上、15.0mm以下とし、表余盛の直径を、貫通孔の直径をdとした場合、d以上、5.0d以下とし、表余盛の高さを、第2部材の板厚をt
2
とした場合、0.1t
2
以上、5.0t
2
以下とする。
【選択図】図2
特許請求の範囲
【請求項1】
1つ又は複数の鋼板からなる第1部材と、
1つ又は複数のアルミニウム系材料又はマグネシウム系材料からなる板状の第2部材と、
前記第1部材と前記第2部材とを接合する接合部と、
を備え、
前記第1部材は、前記第2部材との重ね合わせ面に臨む板厚方向の貫通孔を有し、
前記接合部は、前記貫通孔に充填されて前記第2部材と溶接した溶接金属であって、前記第1部材の表面に配置される表余盛を有し、
前記貫通孔の直径dと、前記表余盛の幅W
1
と、前記表余盛の高さH
1
と、前記第2部材の板厚t
2
との関係が、以下の式を満たすことを特徴とする、
異材接合継手。
3.0mm≦d≦15.0mm
d<W
1
≦5.0d
0.1t
2
≦H
1
≦5.0t
2
続きを表示(約 520 文字)
【請求項2】
前記第2部材の裏面に裏余盛を有し、
前記貫通孔の直径dと、前記裏余盛の幅W
2
と、前記裏余盛の高さH
2
と、前記第2部材の板厚t
2
との関係が、以下の式を満たすことを特徴とする、
請求項1に記載の異材接合継手。
W
2
≦3.0d
H
2
≦5.0t
2
【請求項3】
請求項1又は2に記載の異材接合継手の製造方法であって、
前記第1部材に前記貫通孔を空ける孔空け工程と、
前記第1部材と前記第2部材とを重ね合わせる重ね合わせ工程と、
溶接材料を溶融させた溶接金属を前記貫通孔に充填し、前記溶接金属と前記第2部材とを溶接する溶接工程と、
を備え、
アーク、プラズマ、レーザーから選択される少なくとも1つの熱源により、前記溶接材料を溶融させる、
異材接合継手の製造方法。
【請求項4】
前記溶接工程の前に、前記第2部材に当接する裏当て部材を当接する当接工程を有する、
請求項3に記載の異材接合継手の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、異種金属接合継手に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
自動車を代表とする輸送機器には、(a)有限資源である石油燃料消費、(b)燃焼に伴って発生する地球温暖化ガスであるCO
2
、(c)走行コストといった各種の抑制を目的として、走行燃費の向上が常に求められている。その手段としては、電気駆動の利用など動力系技術の改善の他に、車体重量の軽量化も改善策の一つである。軽量化には現在の主要材料となっている鋼を、軽量素材であるアルミニウム合金、マグネシウム合金、炭素繊維等に置換する手段がある。しかし、全てをこれらの軽量素材に置換するには、高コスト化や強度不足になるといった問題点がある。このため、解決策として、鋼と軽量素材を適材適所に組み合わせた、いわゆるマルチマテリアルと呼ばれる設計手法が注目を浴びている。
【0003】
従来の鋼とアルミニウム又はマグネシウムの異材接合技術としては、アルミニウム製の下板と、該下板との重ね合わせ面に臨む穴が設けられた鋼製の上板と、中空部を有し上板の穴に挿入されるアルミニウム製の接合補助部材とを備え、接合補助部材の中空部にアーク溶接によって溶接金属を充填して、アルミニウム同士の拘束力により下板と上板とを接合する、特許文献1に記載の異材接合技術が知られている。同様に、鋼製の下板と、アルミニウム製の上板とを、鉄製のワイヤを用いて接合する異材接合技術として、例えば、特許文献2が知られている。
【0004】
また、特許文献3には、あらかじめ貫通穴を溶接線に沿って設けた鋼材とアルミニウム材とを互いに重ねて合わせ、溶接トーチに後退角を設けて溶接線に沿って走らせながら、アルミニウム溶接ワイヤによって、鋼材側に設けた貫通孔にアルミニウム溶接材料を溶融充填させつつ、ビードを形成してアーク溶接する、いわゆるスクラムリベット法が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2021-171765号公報
WO2018/030272号公報
特許第4944923号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載の技術は、上板である鋼材に形成した貫通穴に、板厚方向に貫通する中空部が形成されたアルミニウム系材料又はマグネシウム系材料性からなる接合補助部材を設けるものであって、溶接時間を短くすることを目的としている。この場合、貫通穴に嵌合する接合補助部材を製造するコストと、製造した接合補助部材を貫通孔に挿入する手間が掛かるという課題がある。また、特許文献2の技術は、鋼板を下板に、アルミニウム合金又はマグネシウム合金製の上板を接合する技術であって、アルミニウム合金製の下板に、鋼製の上板を接合する技術とは異なる。また、特許文献3の技術によれば、線溶接で連続的に複数の予備穴を埋めていくのが特徴であるため、鋼を溶かしすぎて溶接金属に割れが生じやすく、継手強度が低くなり易いという課題がある。
【0007】
本発明は、上記状況に鑑みてなされたものであり、その目的は、鋼板からなる第1部材と、アルミニウム系材料又はマグネシウム系材料からなる第2部材と、を接合する異材接合継手において、高強度の異種金属接合継手を提供することにある。
【課題を解決するための手段】
【0008】
本発明の上記目的は、下記の構成により達成される。
[1] 1つ又は複数の鋼板からなる第1部材と、
1つ又は複数のアルミニウム系材料又はマグネシウム系材料からなる板状の第2部材と、
前記第1部材と前記第2部材とを接合する接合部と、
を備え、
前記第1部材は、前記第2部材との重ね合わせ面に臨む板厚方向の貫通孔を有し、
前記接合部は、前記貫通孔に充填されて前記第2部材と溶接した溶接金属であって、前記第1部材の表面に配置される表余盛を有し、
前記貫通孔の直径dと、前記表余盛の幅W
1
と、前記表余盛の高さH
1
と、前記第2部材の板厚t
2
との関係が、以下の式を満たすことを特徴とする、
異材接合継手。
3.0mm≦d≦15.0mm
d<W
1
≦5.0d
0.1t
2
≦H
1
≦5.0t
2
[2] 前記第2部材の裏面に裏余盛を有し、
前記貫通孔の直径dと、前記裏余盛の幅W
2
と、前記裏余盛の高さH
2
と、前記第2部材の板厚t
2
との関係が、以下の式を満たすことを特徴とする、
[1]に記載の異材接合継手。
W
2
≦3.0d
H
2
≦5.0t
2
[3] [1]又は[2]に記載の異材接合継手の製造方法であって、
前記第1部材に前記貫通孔を空ける孔空け工程と、
前記第1部材と前記第2部材とを重ね合わせる重ね合わせ工程と、
溶接材料を溶融させた溶接金属を前記貫通孔に充填し、前記溶接金属と前記第2部材とを溶接する溶接工程と、
を備え、
アーク、プラズマ、レーザーから選択される少なくとも1つの熱源により、前記溶接材料を溶融させる、
異材接合継手の製造方法。
[4] 前記溶接工程の前に、前記第2部材に当接する裏当て部材を当接する当接工程を有する、
[3]に記載の異材接合継手の製造方法。
【発明の効果】
【0009】
本発明によれば、鋼板からなる第1部材と、アルミニウム系材料又はマグネシウム系材料からなる第2部材と、第1部材と第2部材とを接合する接合部と、を備えた異材接合継手において、接合部が有する表余盛を所定のサイズに収めることにより、高強度の異材接合継手を得ることができる。
【図面の簡単な説明】
【0010】
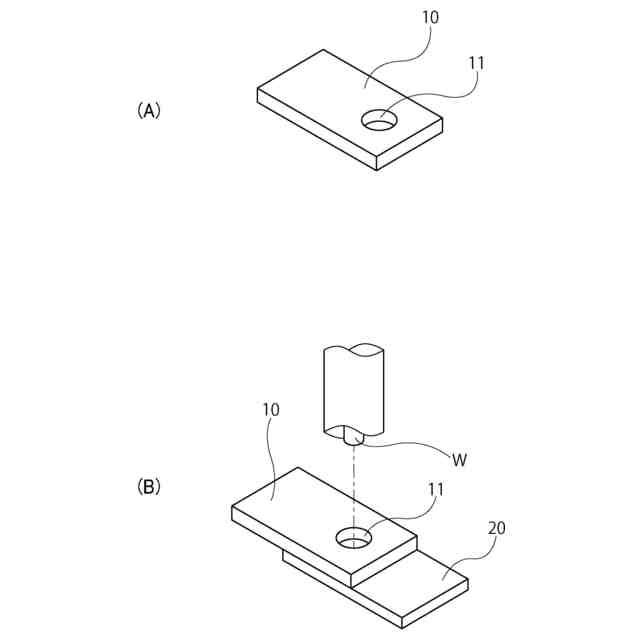
図1(A)は、本実施形態の異材接合継手の製造方法の孔空け工程を示す図であり、図1(B)は、本実施形態の異材接合継手の製造方法の溶接工程を示す図である。
図2は、接合部の形状を示したモデル図である。
図3(A)は、上板として複数の板状部材を設けた例を示した図であり、図3(B)は、貫通孔に下板に向かって幅広になるテーパーを設けた図であり、図3(C)は、貫通孔に下板に向かって幅狭になるテーパーを設けた図である。
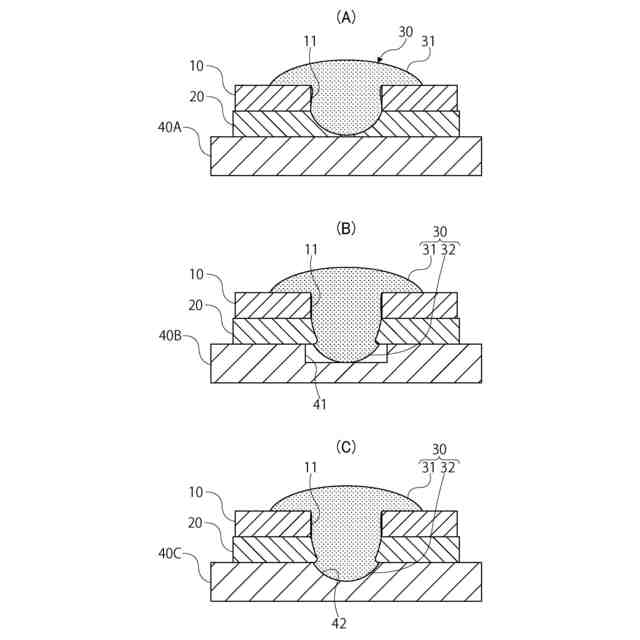
図4(A)は、本実施形態の異材接合継手の製造方法の第1裏当て部材を用いた当接工程を示した図であり、図4(B)は、本実施形態の異材接合継手の製造方法の第2裏当て部材を用いた当接工程を示した図であり、図4(C)は、本実施形態の異材接合継手の製造方法の第3裏当て部材を用いた当接工程を示した図である。
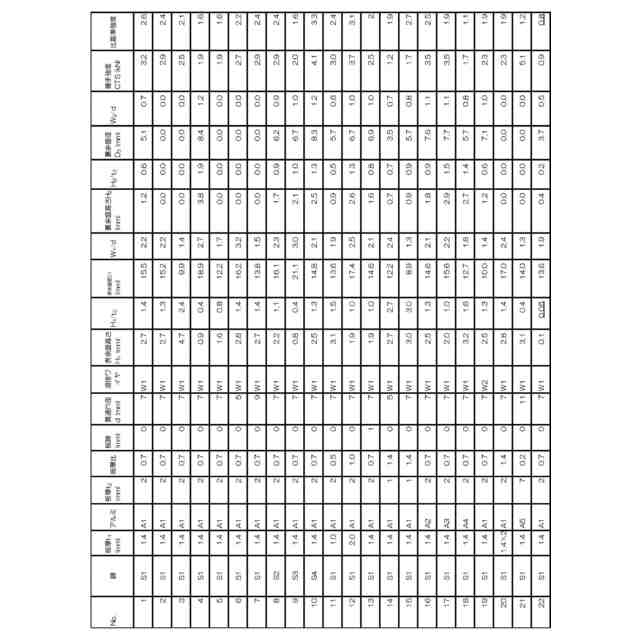
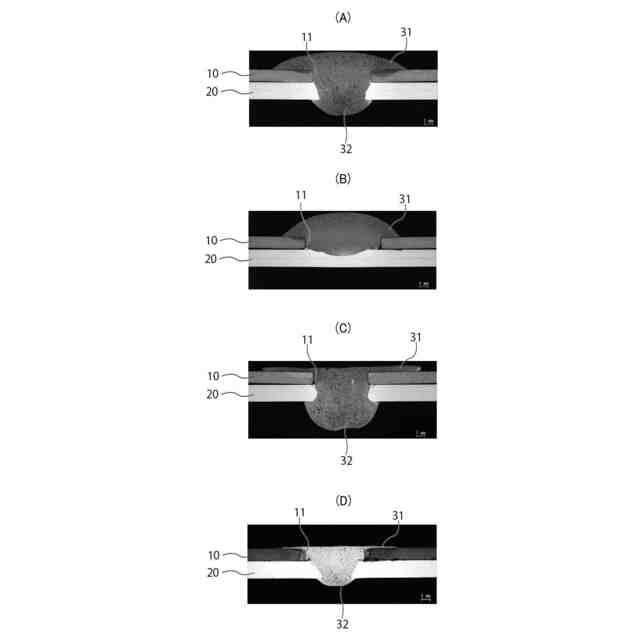
図5(A)は、表1のNo1に相当する溶接部断面写真であり、図5(B)は、表1のNo.7に相当する溶接部断面写真であり、図5(C)は、表1のNo.9に相当する溶接部の断面写真であり、図5(D)は、表1のNo.22に相当する溶接部の断面写真である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め装置
23日前
株式会社FUJI
工作機械
1か月前
有限会社 ナプラ
金属粒子
18日前
株式会社ダイヘン
積層造形溶接方法
1か月前
株式会社ナベヤ
締結装置
1か月前
株式会社FUJI
チャック装置
8日前
株式会社コスメック
クランプ装置
12日前
津田駒工業株式会社
2連回転割出し装置
18日前
オークマ株式会社
工作機械
29日前
株式会社不二越
歯車研削盤
1か月前
株式会社コスメック
クランプ装置
3日前
オークマ株式会社
診断装置
29日前
大和ハウス工業株式会社
溶接方法
24日前
オークマ株式会社
工作機械
17日前
株式会社ダイヘン
溶接トーチ
2か月前
株式会社ダイヘン
溶接トーチ
2か月前
スター精密株式会社
工作機械
23日前
オーエスジー株式会社
ドリル
4日前
豊田鉄工株式会社
レーザー溶接装置
19日前
トヨタ自動車株式会社
レーザ加工機
9日前
トヨタ自動車株式会社
銅線の接合方法
1か月前
アサダ株式会社
バンドソー装置
8日前
株式会社ダイヘン
サブマージアーク溶接装置
9日前
アサダ株式会社
バンドソー装置
8日前
株式会社プロテリアル
クラッド材の製造方法
18日前
株式会社恵信工業
アプセット溶接方法
11日前
株式会社マキタ
ジグソー
12日前
株式会社恵信工業
アプセット溶接方法
4日前
エンシュウ株式会社
摩擦撹拌接合装置
3日前
株式会社プロテリアル
クラッド材の製造方法
18日前
宮川工機株式会社
プレカット加工装置
4日前
株式会社不二越
管用テーパタップ
1か月前
東レエンジニアリング株式会社
レーザ加工装置
3日前
株式会社ダイヘン
2重シールドティグ溶接方法
9日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社東芝
レーザ溶接方法
10日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ