TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024179920
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023099257
出願日
2023-06-16
発明の名称
樹脂成形システム及び樹脂成形品の製造方法
出願人
TOWA株式会社
代理人
弁理士法人R&C
主分類
B29C
33/12 20060101AFI20241219BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形型に対する基板の位置決めを高精度に行うことができる樹脂成形システム及び樹脂成形品の製造方法を提供する。
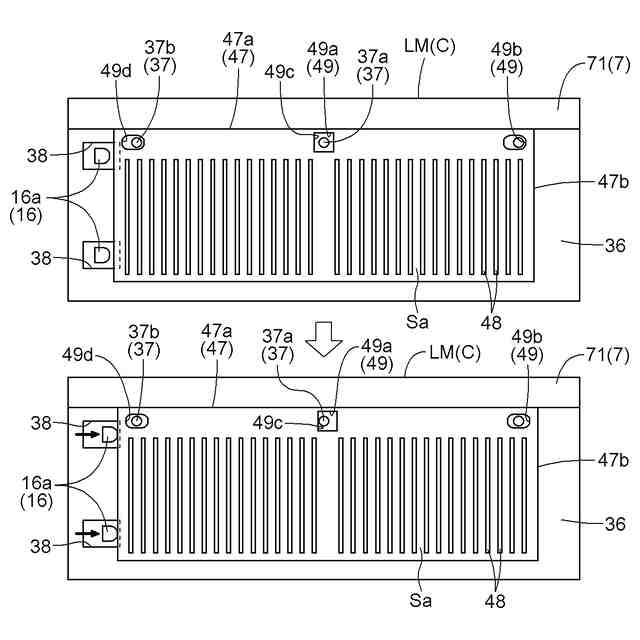
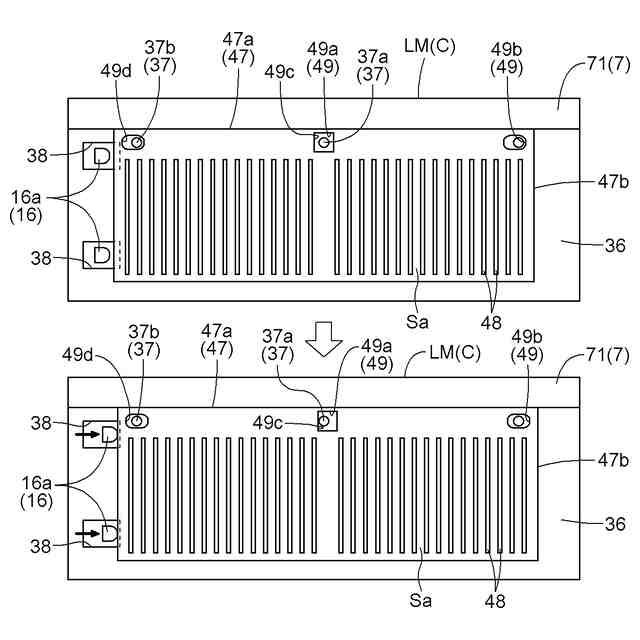
【解決手段】樹脂成形システムは、位置決め孔49aを有する成形対象物Saの位置決めを行う位置決め部37aを有し、位置決め部37aが位置決め孔49aに通された状態で成形対象物Saが載置される成形型Cと、位置決め孔49aを位置決め部37aに接触させることにより、成形対象物Saの位置決め部37aに対する位置決めを行う寄せ機構16を有する搬送装置と、を備えている。
【選択図】図7
特許請求の範囲
【請求項1】
位置決め孔を有する成形対象物の位置決めを行う位置決め部を有し、前記位置決め部が前記位置決め孔に通された状態で前記成形対象物が載置される成形型と、
前記位置決め孔を前記位置決め部に接触させることにより、前記成形対象物の前記位置決め部に対する位置決めを行う寄せ機構を有する搬送装置と、
を備えた樹脂成形システム。
続きを表示(約 1,000 文字)
【請求項2】
前記寄せ機構を制御する制御部をさらに備え、
前記寄せ機構は、前記成形対象物を押す成形対象物押し部と、前記成形対象物押し部を移動させる駆動部と、を有する請求項1に記載の樹脂成形システム。
【請求項3】
前記制御部は、前記成形対象物押し部を第1移動速度で前記成形対象物に接近させ、前記成形対象物に接触する手前で前記第1移動速度よりも低速の第2移動速度に減速させ、前記第2移動速度で前記成形対象物に接触させて位置決めを行うように前記駆動部を制御する請求項2に記載の樹脂成形システム。
【請求項4】
前記制御部は、前記成形対象物に接触する手前の位置まで速度制御を行い、前記成形対象物に接触する手前の位置で押付け力制御を行って位置決めを行うように前記駆動部を制御する請求項2に記載の樹脂成形システム。
【請求項5】
前記駆動部は、電動アクチュエータであり、
前記制御部は、前記電動アクチュエータの駆動電流が所定値を上回ると、前記電動アクチュエータへの通電を停止させることにより前記成形対象物押し部の移動を停止させる請求項2から4のいずれか一項に記載の樹脂成形システム。
【請求項6】
前記制御部は、前記電動アクチュエータの前記駆動電流が前記所定値を上回って前記電動アクチュエータへの通電を停止させた後、再び前記電動アクチュエータに通電する請求項5に記載の樹脂成形システム。
【請求項7】
前記位置決め部は断面が円形状のピンであり、前記位置決め孔のうち少なくとも前記位置決め部に接触する面は平面状である請求項1から6のいずれか一項に記載の樹脂成形システム。
【請求項8】
前記位置決め孔は、前記成形対象物が載置される前記成形型の面に垂直な方向に沿って見たときに矩形状である請求項1から7のいずれか一項に記載の樹脂成形システム。
【請求項9】
請求項1から8のいずれかに記載の樹脂成形システムを用いた樹脂成形品の製造方法であって、
前記位置決め部が前記位置決め孔に通るように前記成形対象物を前記成形型に載置した後、前記寄せ機構により前記位置決め孔を前記位置決め部に接触させて前記成形対象物の前記位置決め部に対する位置決めを行うと共に樹脂材料を供給する供給工程と、
型締め機構により前記成形型を型締めする型締め工程と、
前記成形対象物の樹脂成形を行う成形工程と、を含む樹脂成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形システム及び樹脂成形品の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
半導体チップ等が固定された基板は、一般的に樹脂封止することにより電子部品として用いられる。従来、基板等を樹脂封止するための樹脂成形システムとして成形型を備えたものが知られている(例えば、特許文献1参照)。
【0003】
特許文献1には上型と下型とを含む成形型を有する樹脂成形システム(特許文献1では半導体装置)が開示されている。特許文献1の樹脂成形システムでは、下型に対して基板を位置決めする構成について記載されている。基板は、その長手方向の中央部に基準点となる円形の開口形状を有する主位置決め孔(特許文献1では孔部)と、長手方向における主位置決め孔の両側に細長く形成された開口形状を有する2つの副位置決め孔とを備えている。下型は、基板の3つの位置決め孔に対応する、円形の平面外形を有する3つの位置決め部(特許文献1ではピン)を有している。そして、3つの位置決め孔に対応する3つの位置決め部が通されることにより、下型に対して基板が位置決めされる。特に、主位置決め孔と対応する位置決め部とにより、基板の位置決めがなされる。
【先行技術文献】
【特許文献】
【0004】
特開2011-077267号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の樹脂成形システムにおいては、下型に基板を載置しやすくするため、主位置決め孔の内径を、対応する位置決め部の外径よりも若干大きくしている。また、基板の短手方向に沿う副位置決め孔の細長く形成された開口の長さは主位置決め孔の内径よりも大きい。そのため、基板を下型に載置した状態、すなわち、位置決め部が主位置決め孔に通された状態であっても、基板は下型に対してあらゆる方向に僅かに移動可能となり、半導体チップの種類によっては、必要な位置決め精度が得られないおそれがある。
【0006】
そこで、成形型に対する基板の位置決めを高精度に行うことができる樹脂成形システム及び樹脂成形品の製造方法が望まれている。
【課題を解決するための手段】
【0007】
本発明に係る樹脂成形システムの一つの実施形態は、位置決め孔を有する成形対象物の位置決めを行う位置決め部を有し、前記位置決め部が前記位置決め孔に通された状態で前記成形対象物が載置される成形型と、前記位置決め孔を前記位置決め部に接触させることにより、前記成形対象物の前記位置決め部に対する位置決めを行う寄せ機構を有する搬送装置と、を備えている。
【0008】
本発明に係る樹脂成形品の製造方法の一つの実施形態は、上記に記載の樹脂成形システムを用いた樹脂成形品の製造方法であって、前記位置決め部が前記位置決め孔に通るように前記成形対象物を前記成形型に載置した後、前記寄せ機構により前記位置決め孔を前記位置決め部に接触させて前記成形対象物の前記位置決め部に対する位置決めを行うと共に樹脂材料を供給する供給工程と、型締め機構により前記成形型を型締めする型締め工程と、前記成形対象物の樹脂成形を行う成形工程と、を含んでいる。
【発明の効果】
【0009】
本発明の実施形態によれば、成形型に対する基板の位置決めを高精度に行うことができる樹脂成形システム及び樹脂成形品の製造方法を提供することができる。
【図面の簡単な説明】
【0010】
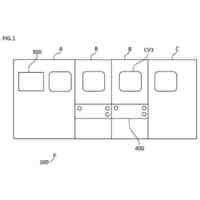
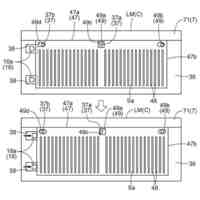
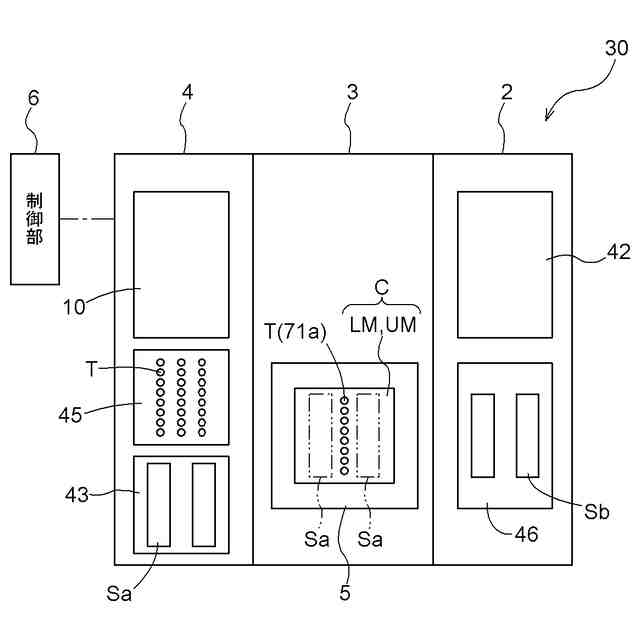
樹脂成形システムを示す平面模式図である。
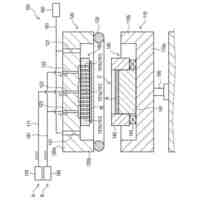
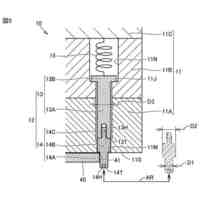
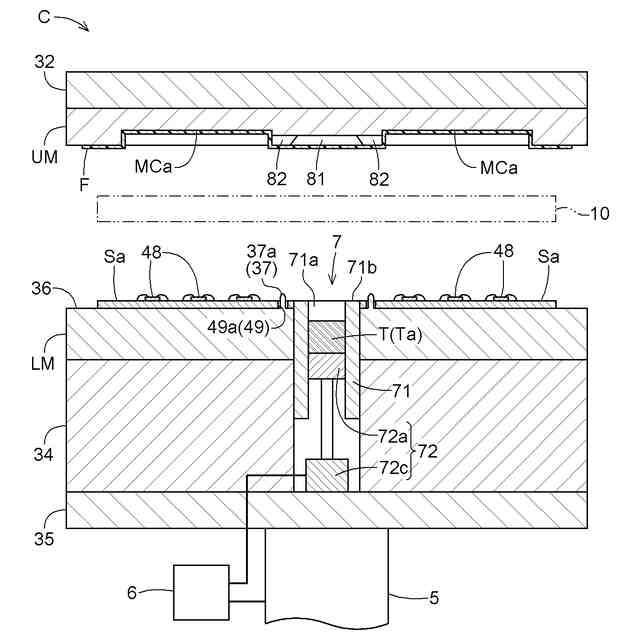
成形型を表す正面模式図である。
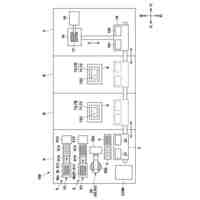
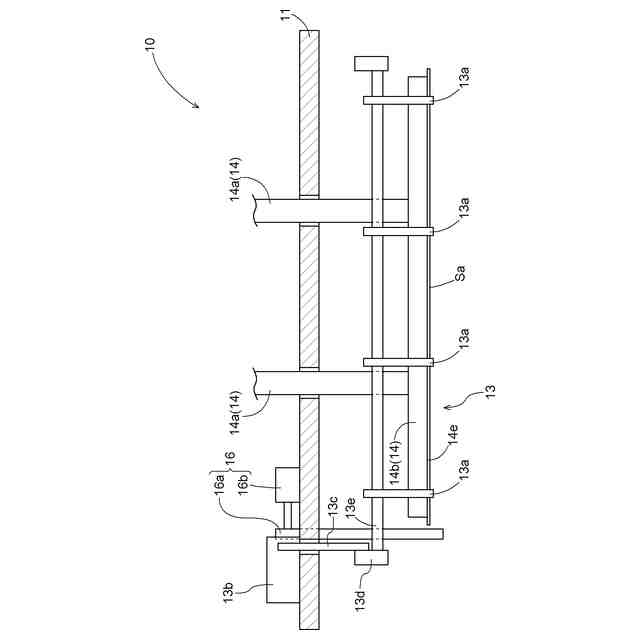
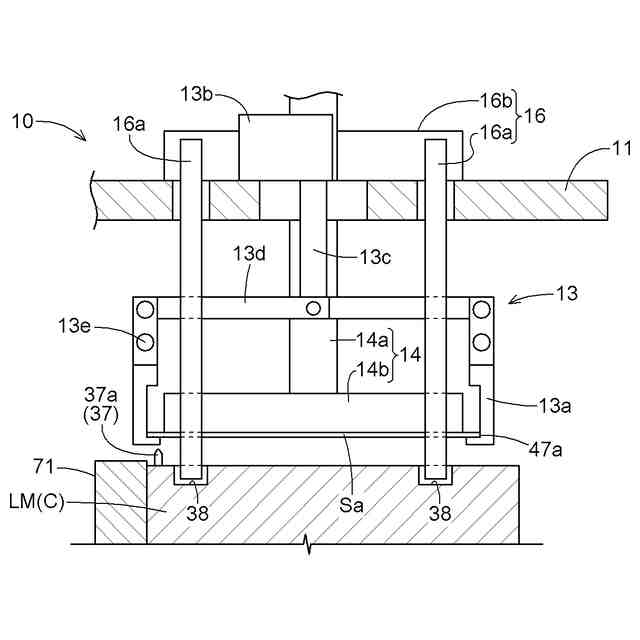
ローダを表す正面模式図である。
成形前基板を下型に載置するときのローダの動きを表す断面図である。
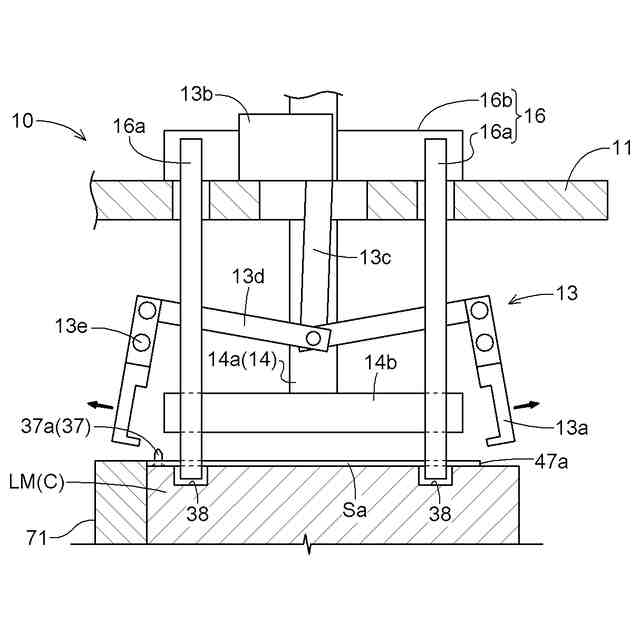
成形前基板を下型に載置するときのローダの動きを表す断面図である。
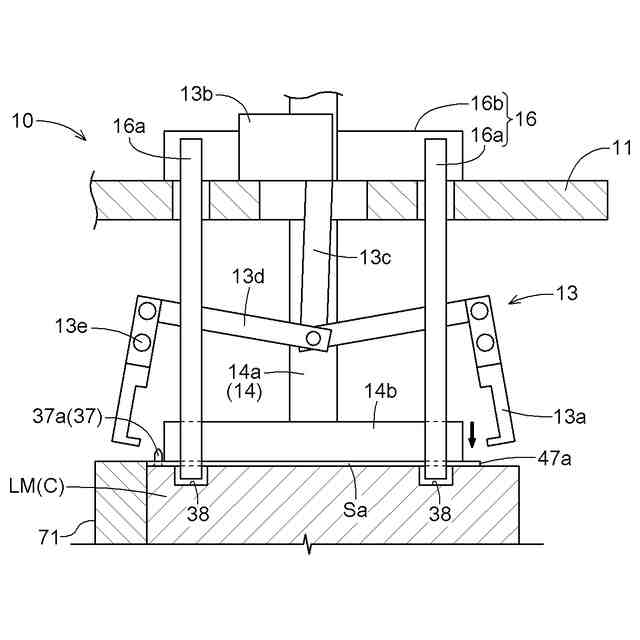
成形前基板を下型に載置するときのローダの動きを表す断面図である。
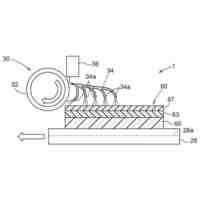
成形前基板を下型に対して位置決めするときの寄せ機構の動きを表す模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
TOWA株式会社
供給ジグ及び樹脂成形品の製造方法
2日前
TOWA株式会社
樹脂成形装置及び樹脂成形品の製造方法
20日前
TOWA株式会社
切断方法、切断品の製造方法及び切断装置
10日前
TOWA株式会社
樹脂成形装置、及び樹脂成形品の製造方法
10日前
TOWA株式会社
樹脂成形装置、及び、樹脂成形品の製造方法
9日前
TOWA株式会社
樹脂成形システム及び樹脂成形品の製造方法
1か月前
TOWA株式会社
成形型、樹脂成形装置、および樹脂成形品の製造方法
2日前
TOWA株式会社
搬送装置、樹脂成形装置、及び樹脂成形品の製造方法
10日前
TOWA株式会社
樹脂供給装置、樹脂成形装置、及び、樹脂成形品の製造方法
24日前
TOWA株式会社
保持部材、切断用テーブル、切断装置、及び、半導体装置の製造方法
3日前
TOWA株式会社
保持部材、搬送装置、切断用テーブル、切断装置、半導体製造装置、保持部材の製造方法、及び、半導体装置の製造方法
3日前
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
溶融紡糸設備
7か月前
東レ株式会社
プリプレグテープ
4か月前
シーメット株式会社
光造形装置
1か月前
CKD株式会社
型用台車
1か月前
グンゼ株式会社
ピン
1か月前
個人
射出ミキシングノズル
4か月前
株式会社日本製鋼所
押出機
4か月前
個人
樹脂可塑化方法及び装置
23日前
株式会社FTS
ロッド
16日前
株式会社FTS
成形装置
1か月前
東レ株式会社
一体化成形品の製造方法
6か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社リコー
シート剥離装置
6か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社FTS
セパレータ
10日前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社リコー
画像形成システム
2か月前
株式会社日本製鋼所
押出成形装置
4か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
株式会社リコー
シート処理システム
5か月前
株式会社リコー
シート処理システム
6か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ