TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025014630
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023117336
出願日
2023-07-19
発明の名称
樹脂成形装置、及び樹脂成形品の製造方法
出願人
TOWA株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B29C
43/34 20060101AFI20250123BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形対象物を効率良く搬送することによって樹脂成形のスループットを向上する。
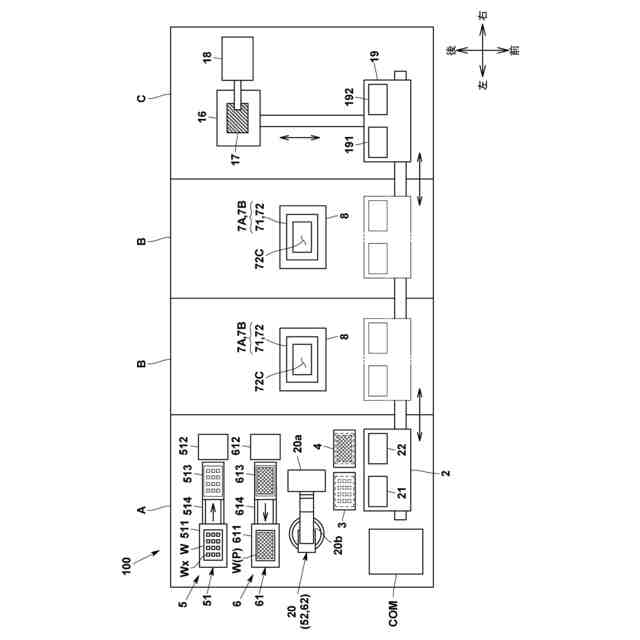
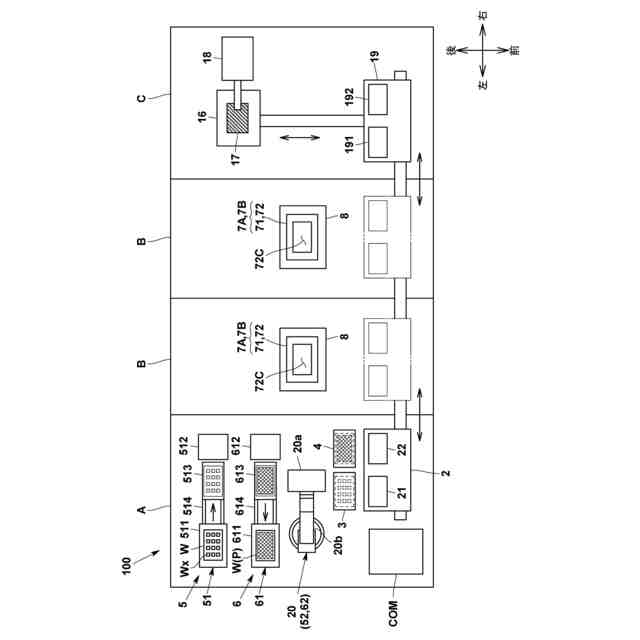
【解決手段】成形前基板Wを成形型7A、7Bに搬入し、樹脂成形品Pを成形型7A、7Bから搬出する搬送機構2と、成形前基板Wが移載される第1移載ステージ3と、樹脂成形品Pが移載される第2移載ステージ4と、第1移載ステージ3に成形前基板Wを供給する供給機構5と、第2移載ステージ4から樹脂成形品Pを回収する回収機構6とを備え、搬送機構2は、搬送機構2は、第1移載ステージ3から成形前基板Wを成形型7A、7Bに搬入する成形前搬送部21と、成形型7A、7Bから樹脂成形品Pを第2移載ステージ4に搬出する成形後搬送部22とを有し、第1移載ステージ3及び第2移載ステージ4は、横並びに配置されており、成形前搬送部21及び成形後搬送部22は、第1移載ステージ3及び第2移載ステージ4に対応して横並びに配置されている。
【選択図】図1
特許請求の範囲
【請求項1】
成形対象物に樹脂成形を行う樹脂成形装置であって、
成形型と、
成形前の前記成形対象物を前記成形型に搬入し、成形後の前記成形対象物を前記成形型から搬出する搬送機構と、
前記搬送機構に渡される成形前の前記成形対象物が移載される第1移載ステージと、
前記搬送機構により搬出される成形後の前記成形対象物が移載される第2移載ステージと、
前記第1移載ステージに成形前の前記成形対象物を供給する供給機構と、
前記第2移載ステージから成形後の前記成形対象物を回収する回収機構とを備え、
前記搬送機構は、
前記第1移載ステージから成形前の前記成形対象物を前記成形型に搬入する成形前搬送部と、
前記成形型から成形後の前記成形対象物を前記第2移載ステージに搬出する成形後搬送部とを有し、
前記第1移載ステージ及び前記第2移載ステージは、横並びに配置されており、
前記成形前搬送部及び前記成形後搬送部は、前記第1移載ステージ及び前記第2移載ステージに対応して横並びに配置されている、樹脂成形装置。
続きを表示(約 1,300 文字)
【請求項2】
前記搬送機構は、前記第1移載ステージ及び前記第2移載ステージを含む移載モジュールと前記成形型を含む成形モジュールとの間を一往復する間に、前記成形前搬送部による搬入と、前記成形後搬送部による搬出とを行う、請求項1に記載の樹脂成形装置。
【請求項3】
前記第1移載ステージ及び前記第2移載ステージは、前記搬送機構の搬送方向に沿って横並びに配置されている、請求項1又は2に記載の樹脂成形装置。
【請求項4】
前記搬送機構が前記第1移載ステージ及び前記第2移載ステージから離れている間に、前記供給機構による前記第1移載ステージへの成形前の前記成形対象物の供給、及び、前記回収機構による前記第2移載ステージからの成形後の前記成形対象物の回収が行われる、請求項1乃至3の何れか一項に記載の樹脂成形装置。
【請求項5】
上下方向に沿って配置された複数の前記成形型を備えており、
前記搬送機構は、複数の前記成形型に対応して、上下方向に複数の前記成形前搬送部及び複数の前記成形後搬送部を有しており、
前記第1移載ステージは、複数の前記成形前搬送部に対応して上下方向に複数設けられており、
前記第2移載ステージは、複数の前記成形後搬送部に対応して上下方向に複数設けられている、請求項1乃至4の何れか一項に記載の樹脂成形装置。
【請求項6】
前記第1移載ステージ又は前記第2移載ステージの少なくとも一方は、上下方向に移動可能に構成されている、請求項1乃至5の何れか一項に記載の樹脂成形装置。
【請求項7】
前記供給機構は、
成形前の前記成形対象物を供給する成形対象物供給部と、
前記成形対象物供給部から成形前の前記成形対象物を前記第1移載ステージに移載する成形対象物移載部とを有する、請求項1乃至6の何れか一項に記載の樹脂成形装置。
【請求項8】
前記回収機構は、
成形後の前記成形対象物を収納する成形対象物収納部と、
前記第2移載ステージから成形後の前記成形対象物を前記成形対象物収納部に回収する成形対象物回収部とを有する、請求項1乃至7の何れか一項に記載の樹脂成形装置。
【請求項9】
前記成形対象物移載部及び前記成形対象物回収部は、前記成形対象物を保持する保持ユニットと、当該保持ユニットを移動させる多関節アーム部とを備える共通の搬送ロボットを有する、請求項7を引用する請求項8に記載の樹脂成形装置。
【請求項10】
前記成形対象物は、一面に電子部品が固定されたものであり、
前記成形対象物供給部は、前記電子部品が上側にある第1状態で成形前の前記成形対象物を供給するものであり、
前記第1移載ステージは、前記電子部品が下側にある第2状態で成形前の前記成形対象物が移載されるものであり、
前記成形対象物移載部は、前記第1状態で供給された前記成形対象物を保持し、前記第2状態として、前記第1移載ステージに渡すものである、請求項7又は9に記載の樹脂成形装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形装置、及び樹脂成形品の製造方法に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、特許文献1に示すように、複数のワークを圧縮成形する樹脂モールド装置が考えられている。この樹脂モールド装置は、ワーク搬送機構がワーク供給収納部とプレス部との間を往復移動する構成である。具体的には、ワーク搬送機構が、型開きした圧縮成形用金型へ進退移動する際に成形後のワークの取り出しと成形前のワークの供給を行うものである。
【先行技術文献】
【特許文献】
【0003】
特開2019-136943号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記の樹脂モールド装置は、ワーク搬送機構がワーク供給収納部からワークを受け取った後にプレス部に移動し、プレス部から成形後のワークを取り出した後に成形前のワークを供給し、受け取った成形後のワークをワーク供給収納部に収納するという一連の動作を行うものである。
【0005】
ところで、樹脂成形のスループットを向上させる場合には、ワーク搬送機構の移動速度を速くして、ワーク供給収納部とプレス部との間における成形前のワーク及び成形後のワークの搬送を速く行うことが考えられる。
【0006】
しかしながら、ワーク搬送機構の移動速度を速くすることには限界がある。また、ワーク搬送機構は一度に搬送するワークの枚数が増えれば増えるほど、ワーク供給収納部からワーク搬送機構へのワークの供給にかかる時間が増えてしまい、スループットの向上を妨げることになる。
【0007】
そこで本発明は、上記問題点を解決すべくなされたものであり、成形対象物を効率良く搬送することによって樹脂成形のスループットを向上することをその主たる課題とするものである。
【課題を解決するための手段】
【0008】
すなわち本発明に係る樹脂成形装置は、成形対象物に樹脂成形を行う樹脂成形装置であって、成形型と、成形前の前記成形対象物を前記成形型に搬入し、成形後の前記成形対象物を前記成形型から搬出する搬送機構と、前記搬送機構に渡される成形前の前記成形対象物が移載される第1移載ステージと、前記搬送機構により搬出される成形後の前記成形対象物が移載される第2移載ステージと、前記第1移載ステージに成形前の前記成形対象物を供給する供給機構と、前記第2移載ステージから成形後の前記成形対象物を回収する回収機構とを備え、前記搬送機構は、前記第1移載ステージから成形前の前記成形対象物を前記成形型に搬入する成形前搬送部と、前記成形型から成形後の前記成形対象物を前記第2移載ステージに搬出する成形後搬送部とを有し、前記第1移載ステージ及び前記第2移載ステージは、横並びに配置されており、前記成形前搬送部及び前記成形後搬送部は、前記第1移載ステージ及び前記第2移載ステージに対応して横並びに配置されていることを特徴とする。
【発明の効果】
【0009】
このように構成した本発明によれば、成形対象物を効率良く搬送することによって樹脂成形のスループットを向上することができる。
【図面の簡単な説明】
【0010】
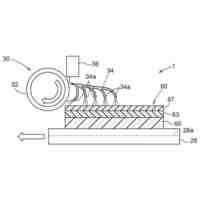
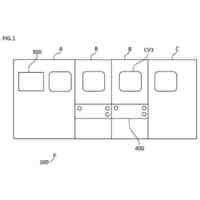
本発明に係る一実施形態の樹脂成形装置の構成を示す模式図である。
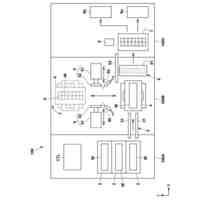
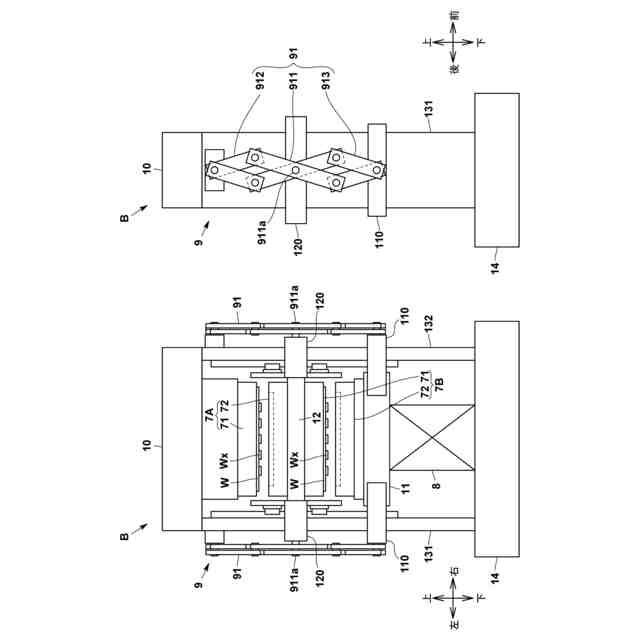
同実施形態の樹脂成形モジュールの構成を模式的に示す(a)正面図、及び、(b)側面図である。
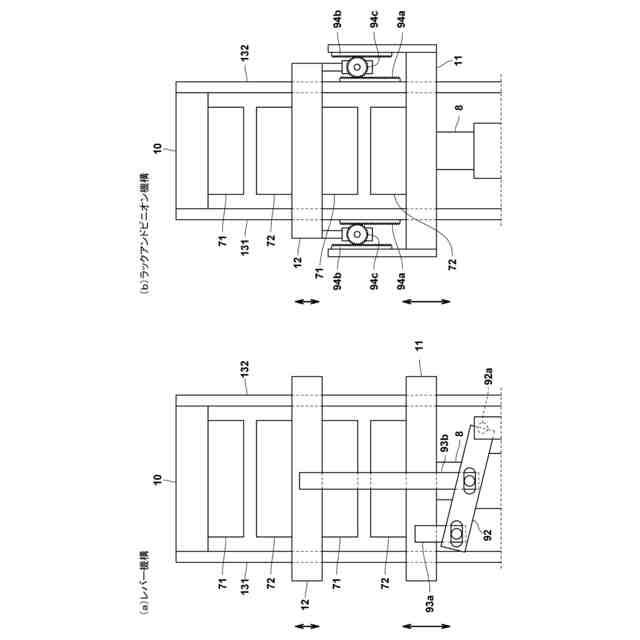
連動機構の変形例である(a)レバー機構、及び、(b)ラックアンドピニオン機構を示す模式図である。
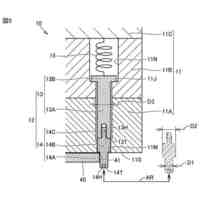
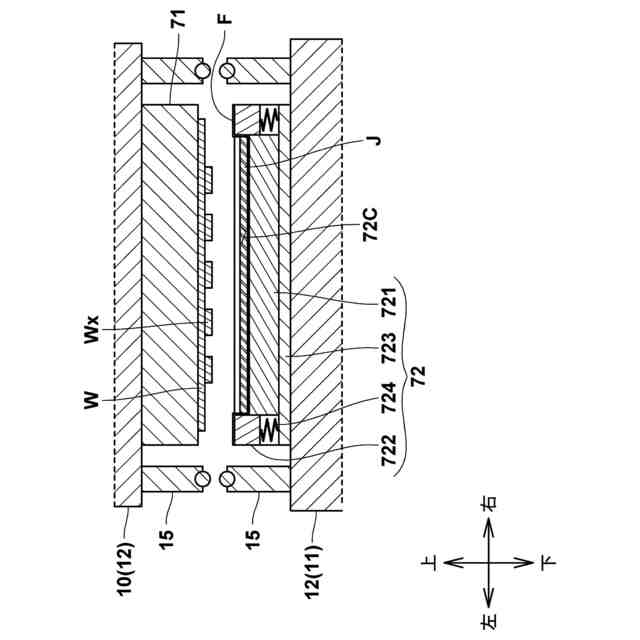
同実施形態の成形型の構成を模式的に示す断面図である。
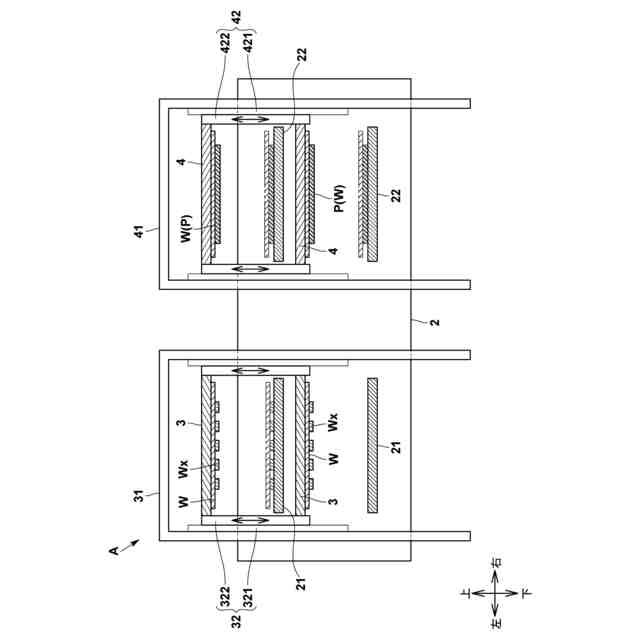
同実施形態の第1移載ステージ、第2移載ステージ及び搬送機構の構成を示す模式図である。
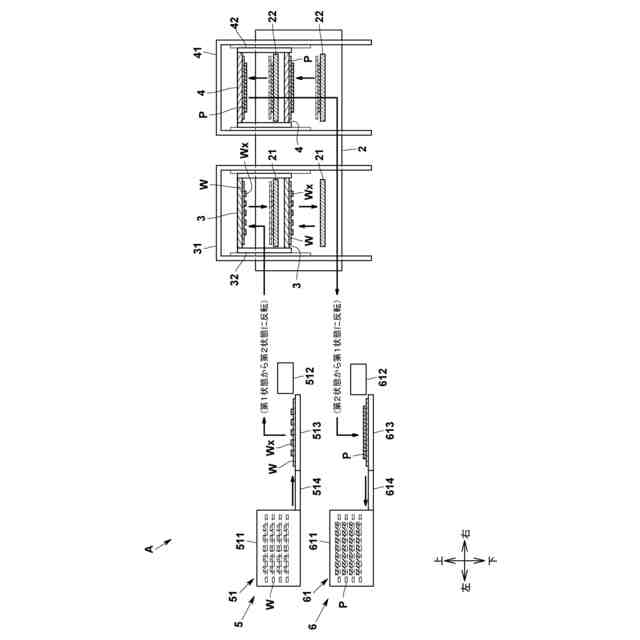
同実施形態の基板供給部及び成形品収納部の構成を模式的に示すとともに、それらと各移載ステージとの間の成形前基板の供給動作及び樹脂成形品の回収動作を示す図である。
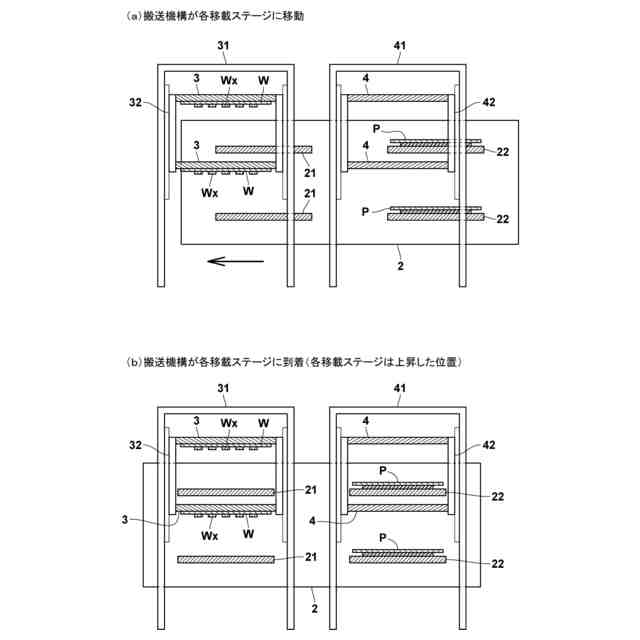
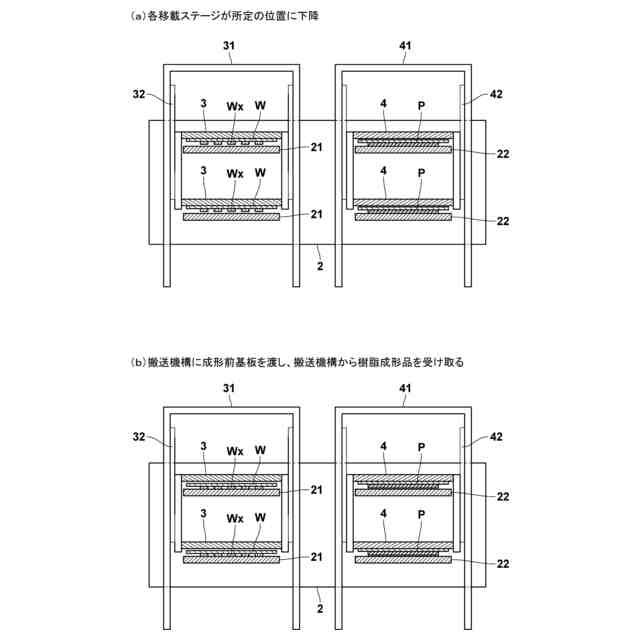
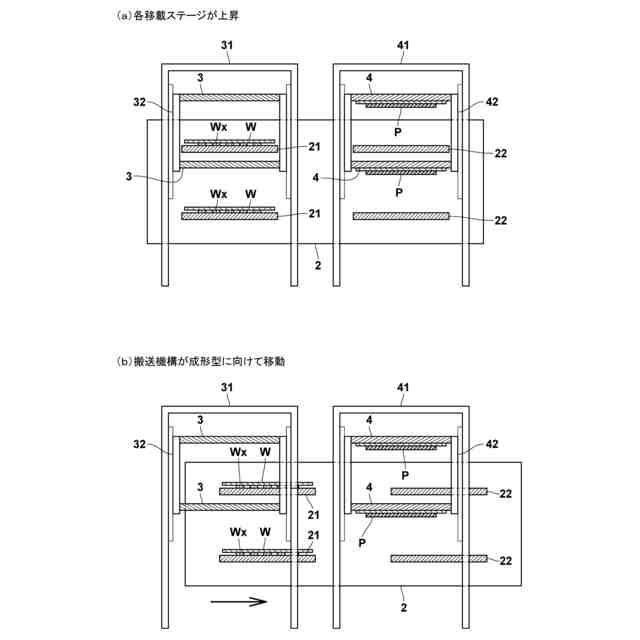
同実施形態の供給機構、回収機構及び搬送機構の具体的な動作の状態を示す模式図である。
同実施形態の供給機構、回収機構及び搬送機構の具体的な動作の状態を示す模式図である。
同実施形態の供給機構、回収機構及び搬送機構の具体的な動作の状態を示す模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
TOWA株式会社
供給ジグ及び樹脂成形品の製造方法
2日前
TOWA株式会社
切断方法、切断品の製造方法及び切断装置
10日前
TOWA株式会社
樹脂成形装置、及び、樹脂成形品の製造方法
9日前
TOWA株式会社
成形型、樹脂成形装置、および樹脂成形品の製造方法
2日前
TOWA株式会社
保持部材、切断用テーブル、切断装置、及び、半導体装置の製造方法
3日前
TOWA株式会社
保持部材、搬送装置、切断用テーブル、切断装置、半導体製造装置、保持部材の製造方法、及び、半導体装置の製造方法
3日前
東レ株式会社
溶融紡糸設備
7か月前
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
プリプレグテープ
4か月前
シーメット株式会社
光造形装置
1か月前
CKD株式会社
型用台車
1か月前
津田駒工業株式会社
連続成形機
11か月前
グンゼ株式会社
ピン
1か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
4か月前
個人
樹脂可塑化方法及び装置
23日前
株式会社FTS
ロッド
16日前
帝人株式会社
成形体の製造方法
7か月前
株式会社FTS
成形装置
1か月前
株式会社シロハチ
真空チャンバ
3か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社リコー
シート剥離装置
6か月前
株式会社FTS
セパレータ
10日前
TOWA株式会社
成形型清掃用のブラシ
4か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社リコー
画像形成システム
2か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
トヨタ自動車株式会社
真空成形装置
9か月前
個人
ノズルおよび熱風溶接機
1か月前
大塚テクノ株式会社
樹脂製の構造体
10か月前
株式会社リコー
シート処理システム
6か月前
トヨタ自動車株式会社
真空成形方法
8か月前
小林工業株式会社
振動溶着機
7か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
株式会社リコー
シート処理システム
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ