TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024179899
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023099200
出願日
2023-06-16
発明の名称
基材および基材の製造方法
出願人
トヨタ紡織株式会社
代理人
弁理士法人暁合同特許事務所
主分類
B32B
27/12 20060101AFI20241219BHJP(積層体)
要約
【課題】繊維含有樹脂体を再利用して成形される基材において、天然繊維の焦げによる臭いを抑制する。
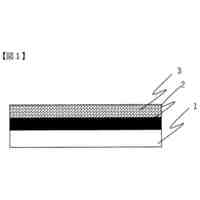
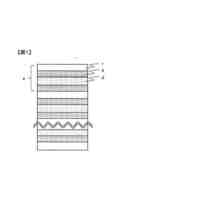
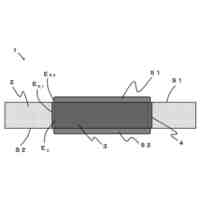
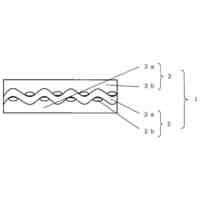
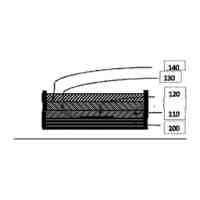
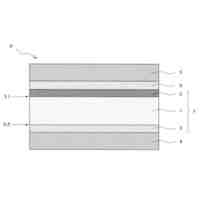
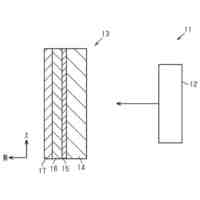
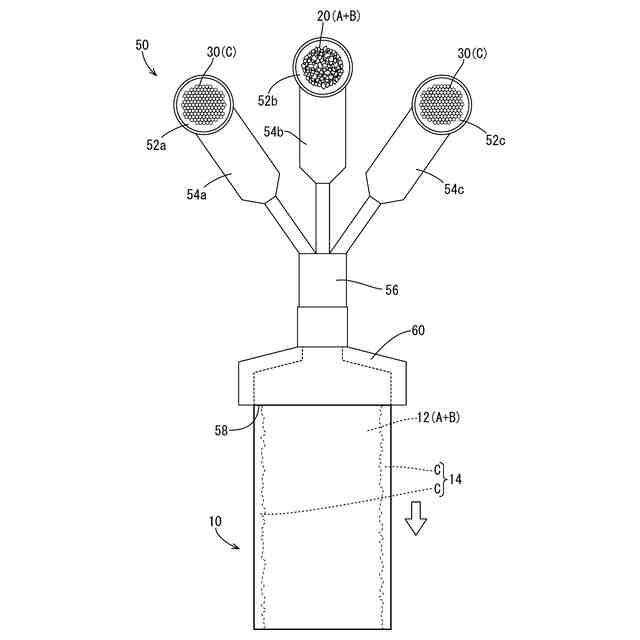
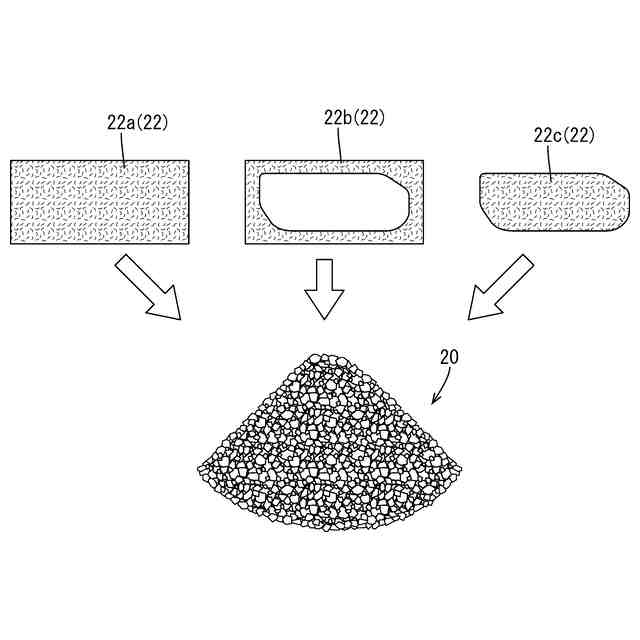
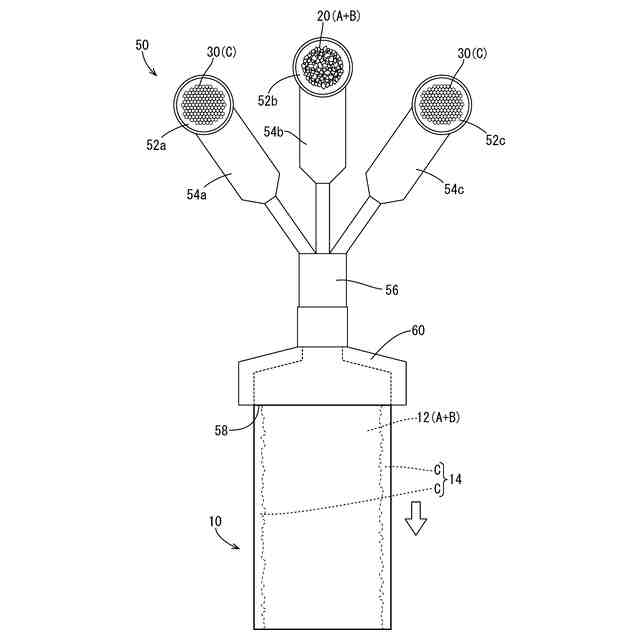
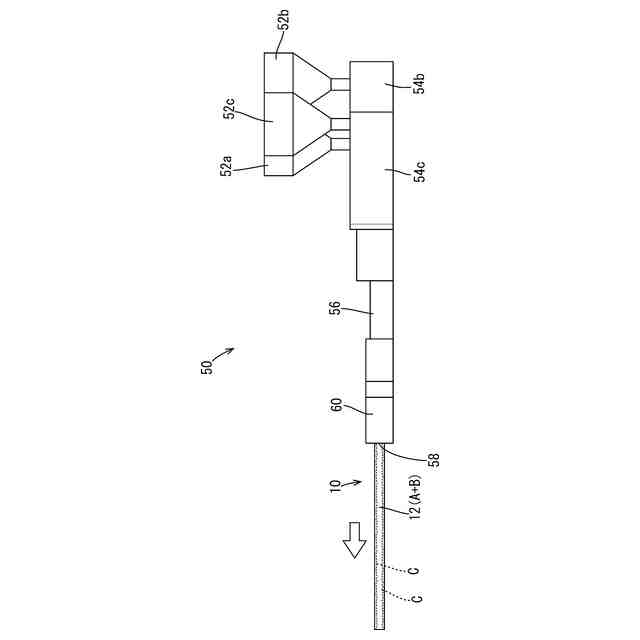
【解決手段】繊維含有樹脂体を粉砕した粉砕物20と、熱可塑性樹脂からなる樹脂材30とを準備し、押出成形機50の3つの投入部52のうち中間の層に対応するもの52bに粉砕物20を投入するとともに、残り2つの投入部52a,52cに樹脂材30を投入し、押出成形機50によって、粉砕物20からなる粉砕物層12が樹脂材30からなる2つの樹脂層に挟まれた三層の積層状態で長孔状の吐出口58から吐出する。それにより製造される基材10を、粉砕物層12と、樹脂材30の熱可塑性樹脂からなり粉砕物層12の周囲を覆う被覆層14と、を備える平面状のものとする。
【選択図】図3
特許請求の範囲
【請求項1】
天然繊維と熱可塑性樹脂が結着した繊維含有樹脂体の粉砕物からなる粉砕物層と、熱可塑性樹脂からなり前記粉砕物層の周囲を覆う被覆層と、を備える平面状の基材。
続きを表示(約 650 文字)
【請求項2】
天然繊維と熱可塑性樹脂とが結着した繊維含有樹脂体を再利用して成形される基材の製造方法であって、
前記繊維含有樹脂体を粉砕した粉砕物と、前記基材の主な材料となる熱可塑性樹脂からなる樹脂材と、を準備する準備工程と、
3つの投入部から投入された材料を溶融し、同時に単一の吐出口から三層の積層状態で押し出して成形する押出成形機を用意し、3つの前記投入部のうち中間の層に対応するものに前記粉砕物を投入するとともに、残り2つの前記投入部に前記樹脂材を投入する投入工程と、
前記押出成形機によって、前記粉砕物からなる粉砕物層が前記樹脂材からなる2つの樹脂層に挟まれた三層の積層状態で長孔状の前記吐出口から吐出する押出工程と、
を含み、
前記粉砕物層と、前記樹脂材の熱可塑性樹脂からなり前記粉砕物層の周囲を覆う被覆層と、を備える平面状の基材を成形する基材の製造方法。
【請求項3】
前記押出工程は、前記樹脂層の厚みが120μm以上となるように吐出する請求項2に記載の基材の製造方法。
【請求項4】
前記押出工程は、前記吐出口から吐出する材料の温度を、前記樹脂材の熱可塑性樹脂の融点以上で、かつ、前記融点から20℃高い温度以内に調整する請求項2または請求項3に記載の基材の製造方法。
【請求項5】
前記投入部に投入する前に、前記粉砕物を乾燥させる乾燥工程を含む請求項2または請求項3に記載の基材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、天然繊維と熱可塑性樹脂とが結着した繊維含有樹脂体を再利用して成形される基材に関し、また、その基材の製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
天然繊維と熱可塑性樹脂とが結着した繊維含有樹脂体、例えば、賦形された成形体や、その成形体の成形時に残ってしまう端材等を、再利用することが従来から検討されている。下記特許文献1には、天然繊維と熱可塑性樹脂とが決着した繊維含有樹脂体(複合材)の再生処理方法が開示されている。下記特許文献1に記載の方法は、複合材を破砕する破砕工程と、破砕された複合材に繊維濃度調整材を投入し、加熱しながら混練する加熱・混練工程と、混練された複合材を成形する成形工程と、を含んで構成される。なお、下記特許文献1において、繊維濃度調整材としては、熱可塑性樹脂に対して可溶性を有する樹脂であって、例えば熱可塑性樹脂が用いられている。そして、加熱・混練工程において、繊維濃度調整材を投入し, 加熱しながら混練することにより、熱可塑性樹脂及び繊維濃度調整材が溶融され、その中に天然繊維を均等に分散させるとともに、天然繊維間に熱可塑性樹脂及び繊維濃度調整材を十分に含浸させると、記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2013-202988号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献1に記載の技術では、天然繊維が均等に分散された状態で、次の成形工程が行われることになる。その成形時には、熱可塑性樹脂を含むことから加熱することが必要であるが、その加熱によって、天然繊維に焦げが発生する場合がある。
【0005】
本発明は、そのような実情に鑑みてなされたものであり、繊維含有樹脂体を再利用して成形される基材において、天然繊維の焦げによる臭いを抑制することを課題とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本願に開示される基材は、下記の構成とされている。
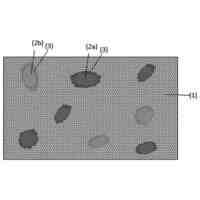
(1)天然繊維と熱可塑性樹脂が結着した繊維含有樹脂体の粉砕物からなる粉砕物層と、熱可塑性樹脂からなり前記粉砕物層の周囲を覆う被覆層と、を備える平面状の基材。
【0007】
例えば、天然繊維と熱可塑性樹脂が結着した繊維含有樹脂体を再利用する場合、その繊維含有樹脂体を粉砕した粉砕物に含まれる熱可塑性樹脂を融解して再度結着させるために加熱する必要がある。その加熱によって天然繊維に焦げが生じ、その焦げによって臭いが発生する場合がある。本願に開示の基材は、粉砕物からなる粉砕物層が熱可塑性樹脂からなる被覆層で覆われているため、粉砕物層の天然繊維に焦げが生じたとしても、被覆層によって焦げによる臭いを抑制することができる。
【0008】
また、本願に開示の基材において、粉砕物層は、天然繊維を含むものの、繊維含有樹脂体を粉砕したことで、粉砕物に含まれる天然繊維の長さは短くなってしまう。そのため、粉砕物層は、再利用前の繊維含有樹脂体に比較して、剛性が低くなってしまうという問題がある。それに対して、本願に開示の基材は、その粉砕物層の両面に、熱可塑性樹脂からなる被覆層が積層されていること、つまり、基材に作用する曲げモーメントによる圧縮や引っ張りへの影響が小さい中間層に、粉砕物層を配していることで、基材の剛性低下が抑えられたものとなる。
【0009】
また、上記課題を解決するために、本願に開示される基材の製造方法は、下記の構成とされている。
(2)天然繊維と熱可塑性樹脂とが結着した繊維含有樹脂体を再利用して成形される基材の製造方法であって、
前記繊維含有樹脂体を粉砕した粉砕物と、前記基材の主な材料となる熱可塑性樹脂からなる樹脂材と、を準備する準備工程と、
3つの投入部から投入された材料を溶融し、同時に単一の吐出口から三層の積層状態で押し出して成形する押出成形機を用意し、3つの前記投入部のうち中間の層に対応するものに前記粉砕物を投入するとともに、残り2つの前記投入部に前記樹脂材を投入する投入工程と、
前記押出成形機によって、前記粉砕物からなる粉砕物層が前記樹脂材からなる2つの樹脂層に挟まれた三層の積層状態で長孔状の前記吐出口から吐出する押出工程と、
を含み、
前記粉砕物層と、前記樹脂材の熱可塑性樹脂からなり前記粉砕物層の周囲を覆う被覆層と、を備える平面状の基材を成形する基材の製造方法。
【0010】
本願に開示の基材の製造方法は、いわゆる共押出し成形によって、基材を成形する方法であり、繊維含有樹脂体の粉砕物を溶融したものを、溶融した熱可塑性樹脂で上下に挟んで、平面状(シート状,ボード状)に吐出することで、前述した基材を成形することができる。なお、本願に開示の製造方法は、押出方向に交差する方向の両端部(吐出口の長手方向における両端側から吐出される部分)は、流動性の高い熱可塑性樹脂が充填され易く、粉砕物層を熱可塑性樹脂で覆った構成となる。つまり、押出成形機によって、吐出口から押し出す前に粉砕物を加熱することになるが、熱可塑性樹脂が溶融して分離した粉砕物は、樹脂材が溶融した熱可塑性樹脂によって覆われて被覆層が成形されるため、天然繊維の焦げによる臭いを抑制することができるのである。また、従来から粉砕物をマット化し、そのマットをプレス成形してシート状の基材を成形する方法も存在するが、その製造方法に比較して、本願に開示の基材の製造方法は、マット化する工程が不要となり、サイクルタイムの向上を図ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
積層体
6か月前
東レ株式会社
積層体
6か月前
東レ株式会社
積層体
3か月前
東レ株式会社
積層体
6か月前
東レ株式会社
積層体
5か月前
東レ株式会社
フィルム
3か月前
東レ株式会社
多層成形品
7か月前
個人
生地
9か月前
アイカ工業株式会社
化粧板
4か月前
東レ株式会社
積層フィルム
8か月前
東レ株式会社
積層フィルム
7か月前
アイカ工業株式会社
化粧板
2か月前
東洋紡株式会社
離型フィルム
8か月前
三菱ケミカル株式会社
積層体
8か月前
セーレン株式会社
導電性編物
8か月前
三菱ケミカル株式会社
積層体
9か月前
東洋紡株式会社
離型フィルム
8か月前
東ソー株式会社
蓋材用フィルム
1か月前
三菱製紙株式会社
離型フィルム
7か月前
日本バイリーン株式会社
表面材
6か月前
ダイニック株式会社
ターポリン
5か月前
株式会社エフコンサルタント
面材
7か月前
株式会社カネカ
ポリイミド積層体
7か月前
個人
加熱調理に利用可能な鉄製品
10日前
株式会社 スワコー
光学フィルム
8か月前
東レ株式会社
サンドイッチ構造体
2か月前
株式会社カネカ
ポリイミド積層体
7か月前
三洋化成工業株式会社
複層硬化膜
7か月前
株式会社カネカ
保護フィルム積層体
4か月前
東洋紡株式会社
包装用積層フィルム
8か月前
豊田合成株式会社
積層体
2か月前
平岡織染株式会社
遮熱性複合体シート
7か月前
個人
積層体
3か月前
DICデコール株式会社
化粧板
6か月前
株式会社日本触媒
積層フィルム
6か月前
株式会社エフコンサルタント
被覆方法
6か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ