TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024179836
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023099049
出願日
2023-06-16
発明の名称
成形体の製造方法
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
代理人
個人
,
個人
,
個人
主分類
B29C
45/78 20060101AFI20241219BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】本開示は、インサート部材の変形を抑制可能な成形体の製造方法を提供することを主目的とする。
【解決手段】
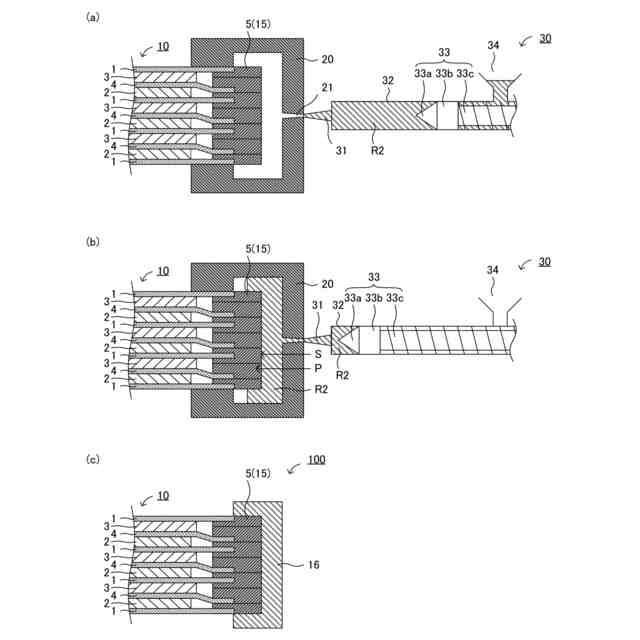
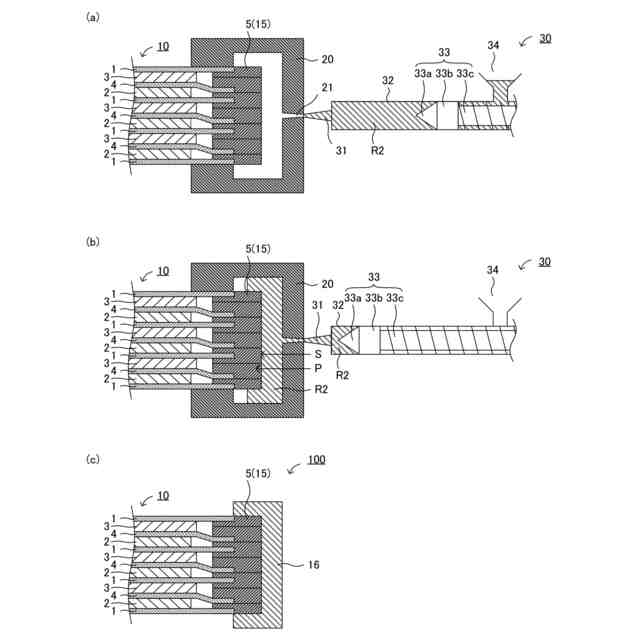
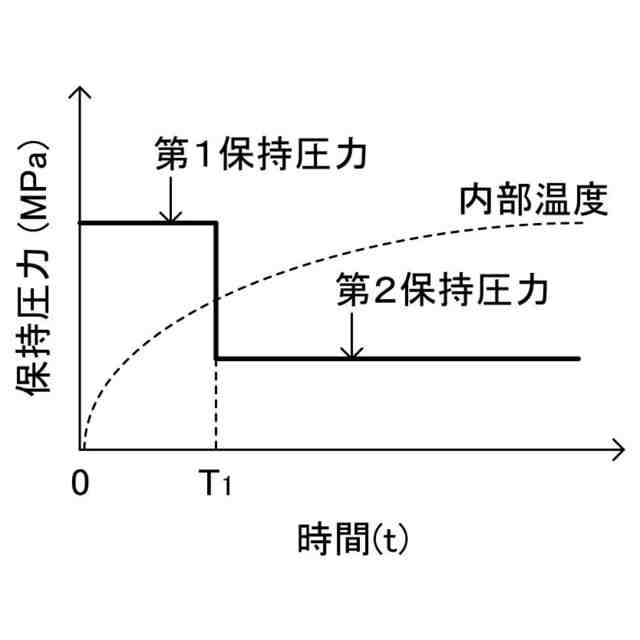
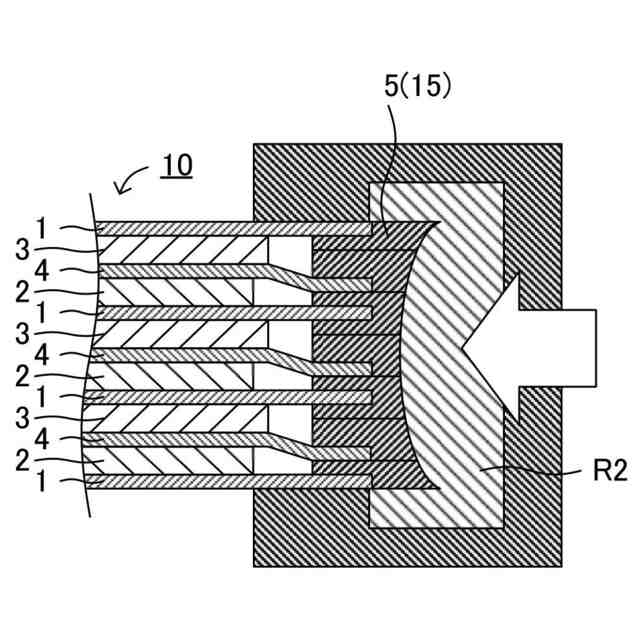
本開示においては、第1熱可塑性樹脂を含有する第1樹脂部を表面に有するインサート部材を準備する準備工程と、上記インサート部材における上記第1樹脂部を金型に挿入して固定し、射出成形装置を用いて、溶融した第2熱可塑性樹脂を、上記第1樹脂部および上記金型の間の空間に充填する充填工程と、上記空間に充填された上記第2熱可塑性樹脂に保持圧力を印加する保圧工程と、を有する成形体の製造方法であって、上記保圧工程において、上記第1樹脂部の内部温度が上記第1熱可塑性樹脂の荷重たわみ温度に達するまでは、第1保持圧力を印加し、上記内部温度が上記荷重たわみ温度に達した後は、上記第1保持圧力よりも低い第2保持圧力を印加する、成形体の製造方法を提供することにより、上記課題を解決する。
【選択図】図1
特許請求の範囲
【請求項1】
第1熱可塑性樹脂を含有する第1樹脂部を表面に有するインサート部材を準備する準備工程と、
前記インサート部材における前記第1樹脂部を金型に挿入して固定し、射出成形装置を用いて、溶融した第2熱可塑性樹脂を、前記第1樹脂部および前記金型の間の空間に充填する充填工程と、
前記空間に充填された前記第2熱可塑性樹脂に保持圧力を印加する保圧工程と、
を有する成形体の製造方法であって、
前記保圧工程において、前記第1樹脂部の内部温度が前記第1熱可塑性樹脂の荷重たわみ温度に達するまでは、第1保持圧力を印加し、前記内部温度が前記荷重たわみ温度に達した後は、前記第1保持圧力よりも低い第2保持圧力を印加する、成形体の製造方法。
続きを表示(約 710 文字)
【請求項2】
第1熱可塑性樹脂を含有する第1樹脂部を表面に有するインサート部材を準備する準備工程と、
前記インサート部材における前記第1樹脂部を金型に挿入して固定し、射出成形装置を用いて、溶融した第2熱可塑性樹脂を、前記第1樹脂部および前記金型の間の空間に充填する充填工程と、
前記空間に充填された前記第2熱可塑性樹脂に保持圧力を印加する保圧工程と、
を有する成形体の製造方法であって、
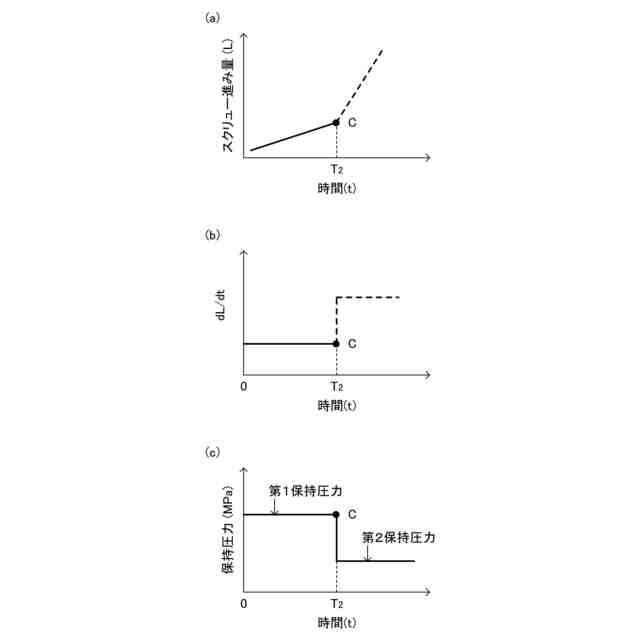
前記保圧工程において、前記射出成形装置のスクリュの単位時間あたりの進み量(dL/dt)が変化点に達するまでは、第1保持圧力を印加し、前記dL/dtが前記変化点に達した後は、前記第1保持圧力よりも低い第2保持圧力を印加する、成形体の製造方法。
【請求項3】
前記第1熱可塑性樹脂および前記第2熱可塑性樹脂は、それぞれ、ポリオレフィンであり、
前記第1保持圧力は、1.5MPa以上であり、
前記第2保持圧力は、1.5MPa未満である、請求項1または請求項2に記載の成形体の製造方法。
【請求項4】
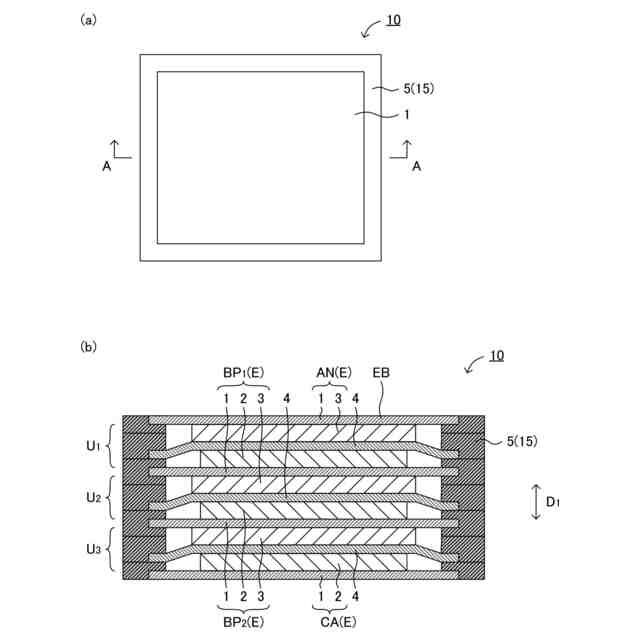
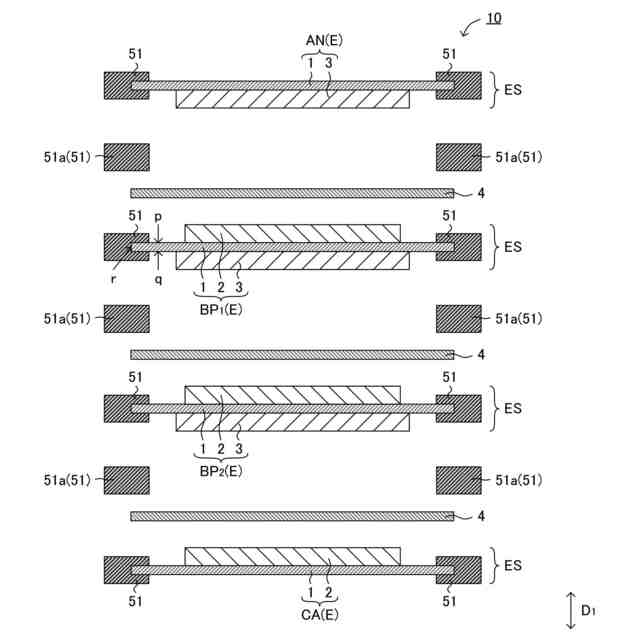
前記成形体は、蓄電モジュールに用いられる部材であり、
前記インサート部材は、複数の電極が厚さ方向に積層された電極体と、前記電極体の外縁に沿って配置された樹脂製のシール部と、を有し、
前記電極は、集電体および活物質層を有し、
前記シール部が、前記第1樹脂部である、請求項1または請求項2に記載の成形体の製造方法。
【請求項5】
前記電極体は、前記電極として、バイポーラ電極を有する、請求項4に記載の成形体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、成形体の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
射出成形においては、通常、金型内の空間(キャビティ)に、溶融樹脂を充填する充填工程と、上記空間に充填された樹脂に保持圧力を印加する保圧工程と、が行われる。例えば特許文献1には、型締め後、金型キャビティの温度が所定の温度以上になっていることを確認して射出動作を開始し、射出スクリュが設定された充填完了位置に到達したこと、及び金型キャビティが所定温度に到達したことを検知確認して射出充填工程を完了し、その後、保圧工程に切換え、保圧工程は設定保圧時間、及び/又は、設定金型キャビティ温度によって完了する射出成形方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2006-110905号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
熱可塑性樹脂を含有する樹脂部を表面に有するインサート部材に対して、射出成形を行うと、射出された樹脂の熱が樹脂部に伝導し、樹脂部が軟化する場合がある。軟化した樹脂部に、保圧工程において高い保持圧力が印加されると、軟化した樹脂部が変形し、インサート部材が変形する場合がある。
【0005】
本開示は、上記実情に鑑みてなされたものであり、インサート部材の変形を抑制可能な成形体の製造方法を提供することを主目的とする。
【課題を解決するための手段】
【0006】
[1]
第1熱可塑性樹脂を含有する第1樹脂部を表面に有するインサート部材を準備する準備工程と、
上記インサート部材における上記第1樹脂部を金型に挿入して固定し、射出成形装置を用いて、溶融した第2熱可塑性樹脂を、上記第1樹脂部および上記金型の間の空間に充填する充填工程と、
上記空間に充填された上記第2熱可塑性樹脂に保持圧力を印加する保圧工程と、
を有する成形体の製造方法であって、
上記保圧工程において、上記第1樹脂部の内部温度が上記第1熱可塑性樹脂の荷重たわみ温度に達するまでは、第1保持圧力を印加し、上記内部温度が上記荷重たわみ温度に達した後は、上記第1保持圧力よりも低い第2保持圧力を印加する、成形体の製造方法。
【0007】
[2]
第1熱可塑性樹脂を含有する第1樹脂部を表面に有するインサート部材を準備する準備工程と、
上記インサート部材における上記第1樹脂部を金型に挿入して固定し、射出成形装置を用いて、溶融した第2熱可塑性樹脂を、上記第1樹脂部および上記金型の間の空間に充填する充填工程と、
上記空間に充填された上記第2熱可塑性樹脂に保持圧力を印加する保圧工程と、
を有する成形体の製造方法であって、
上記保圧工程において、上記射出成形装置のスクリュの単位時間あたりの進み量(dL/dt)が変化点に達するまでは、第1保持圧力を印加し、上記dL/dtが上記変化点に達した後は、上記第1保持圧力よりも低い第2保持圧力を印加する、成形体の製造方法。
【0008】
[3]
上記第1熱可塑性樹脂および上記第2熱可塑性樹脂は、それぞれ、ポリオレフィンであり、
上記第1保持圧力は、1.5MPa以上であり、
上記第2保持圧力は、1.5MPa未満である、[1]または[2]に記載の成形体の製造方法。
【0009】
[4]
上記成形体は、蓄電モジュールに用いられる部材であり、
上記インサート部材は、複数の電極が厚さ方向に積層された電極体と、上記電極体の外縁に沿って配置された樹脂製のシール部と、を有し、
上記電極は、集電体および活物質層を有し、
上記シール部が、上記第1樹脂部である、[1]から[3]までのいずれかに記載の成形体の製造方法。
【0010】
[5]
上記電極体は、上記電極として、バイポーラ電極を有する、[4]に記載の成形体の製造方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
2か月前
CKD株式会社
型用台車
1か月前
シーメット株式会社
光造形装置
1か月前
東レ株式会社
プリプレグテープ
4か月前
株式会社日本製鋼所
押出機
4か月前
グンゼ株式会社
ピン
2か月前
個人
射出ミキシングノズル
4か月前
株式会社FTS
ロッド
17日前
個人
樹脂可塑化方法及び装置
24日前
株式会社FTS
成形装置
1か月前
株式会社リコー
シート剥離装置
6か月前
株式会社シロハチ
真空チャンバ
3か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社リコー
画像形成システム
2か月前
株式会社FTS
セパレータ
11日前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社日本製鋼所
押出成形装置
5か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
日東工業株式会社
インサート成形機
2か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
個人
ノズルおよび熱風溶接機
1か月前
株式会社リコー
シート処理システム
6か月前
株式会社リコー
シート処理システム
5か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
株式会社コスメック
磁気クランプ装置
4か月前
株式会社カネカ
再生アクリル樹脂の製造方法
3か月前
株式会社日本製鋼所
射出成形機
3か月前
中川産業株式会社
防火板材の製造方法
2か月前
トヨタ自動車株式会社
電池の製造方法
2か月前
株式会社日本製鋼所
射出成形機
2か月前
豊田鉄工株式会社
接合体及び接合方法
4か月前
株式会社FTS
ブローニードル
2か月前
三菱ケミカル株式会社
複合物品の製造方法。
4か月前
株式会社コスメック
磁気クランプ装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































