TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024178307
公報種別
公開特許公報(A)
公開日
2024-12-24
出願番号
2024163398,2022580564
出願日
2024-09-20,2022-01-31
発明の名称
半製品管、半製品管製造方法、管及び管製造方法
出願人
株式会社ナンシン
代理人
めぶき弁理士法人
主分類
B23B
1/00 20060101AFI20241217BHJP(工作機械;他に分類されない金属加工)
要約
【課題】外径が小さいとチャッキング治具による把持が困難なため切削加工が困難な旋盤であっても、当該旋盤を用いて、外径が小さい管(最終製品管)を製造することに供する半製品管を提供する。
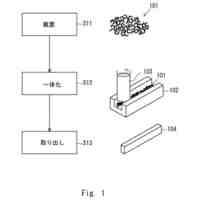
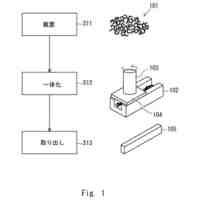
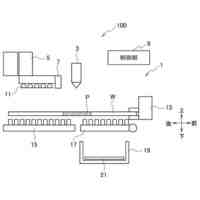
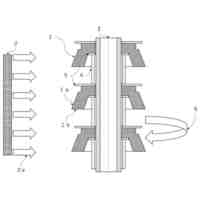
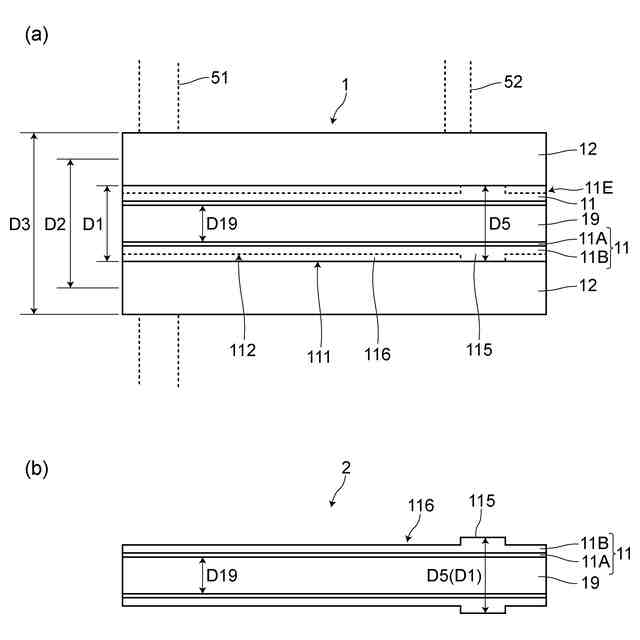
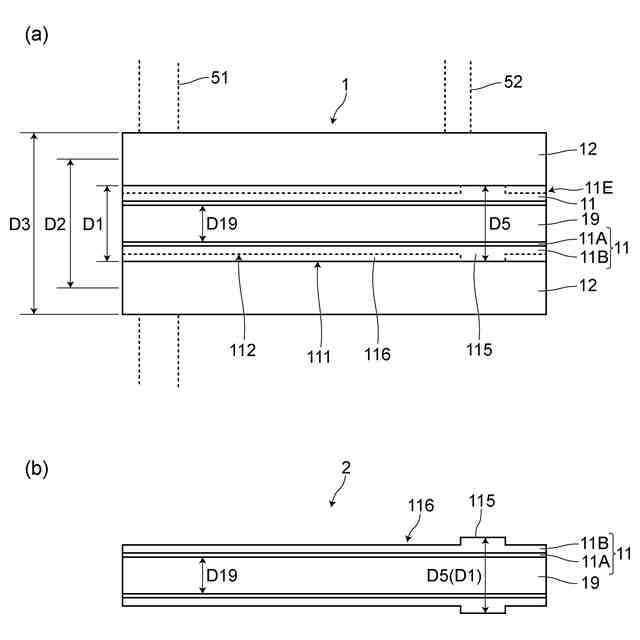
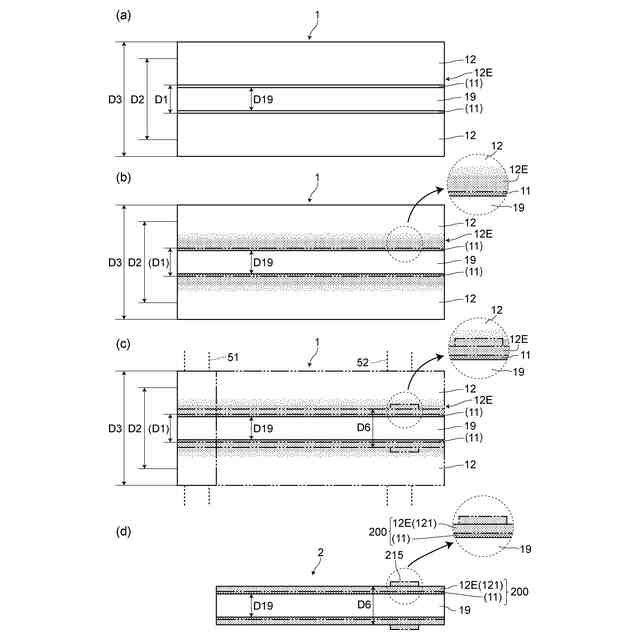
【解決手段】旋盤による被切削で最終製品管2とされる前の半製品管1であって、旋盤による被切削後も残存する最終製品管構成用の第1層11と、第1層11の外側に形成され、旋盤による被切削後は残存しないダミー用の第2層12と、を備えた半製品管1とする。
【選択図】図1
特許請求の範囲
【請求項1】
旋盤による被切削で最終製品管とするために用いられる半製品管であって、
前記旋盤による被切削後も残存する最終製品管構成用の第1層と、
前記第1層の外側に形成され、前記旋盤による被切削対象となるダミー用の第2層と、
を備えたことを特徴とする半製品管。
続きを表示(約 1,400 文字)
【請求項2】
請求項1に記載の半製品管において、
前記第1層の外径は、前記最終製品管の外径近傍の外径である
ことを特徴とする半製品管。
【請求項3】
請求項1又は2に記載の半製品管において、
前記第1層は前記旋盤のチャッキング治具による把持が困難な小さな外径を有し、
前記第2層は前記旋盤のチャッキング治具による把持が可能な大きな外径を有する
ことを特徴とする半製品管。
【請求項4】
請求項1又は2に記載の半製品管において、
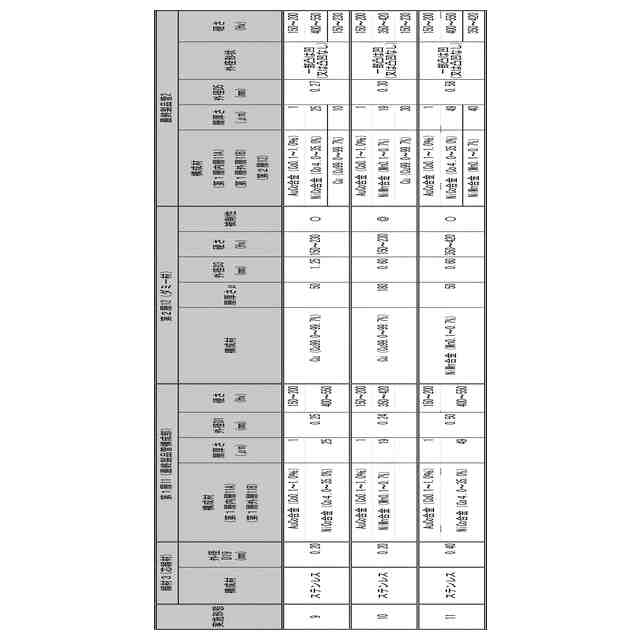
前記第1層は外径が0.05mm以上0.60mm未満であり、
前記第2層は外径が0.40mm以上3.00mm以下である
ことを特徴とする半製品管。
【請求項5】
請求項1~4のいずれかに記載の半製品管において、
前記第2層は、少なくとも前記第1層の前記第2層との隣接部より切削性がよい
ことを特徴とする半製品管。
【請求項6】
請求項5に記載の半製品管において、
前記第1層は、前記第2層との隣接部を形成する第1層外層と、前記第1層外層の内側に形成された第1層内層と、を有し、
前記第1層外層はビッカース硬さが350~550HVの範囲内にある
ことを特徴とする半製品管。
【請求項7】
請求項6に記載の半製品管において、
前記第1層内層は、金、金コバルト合金、パラジウム、パラジウム合金又はポリテトラフルオロエチレンとニッケルとの共析物のいずれかからなり、
前記第1層外層は、ニッケルコバルト合金、ニッケルマンガン合金又は純ニッケルのいずれかからなり、
前記第2層は、銅、純ニッケル又はニッケルマンガン合金のいずれかからなる
ことを特徴とする半製品管。
【請求項8】
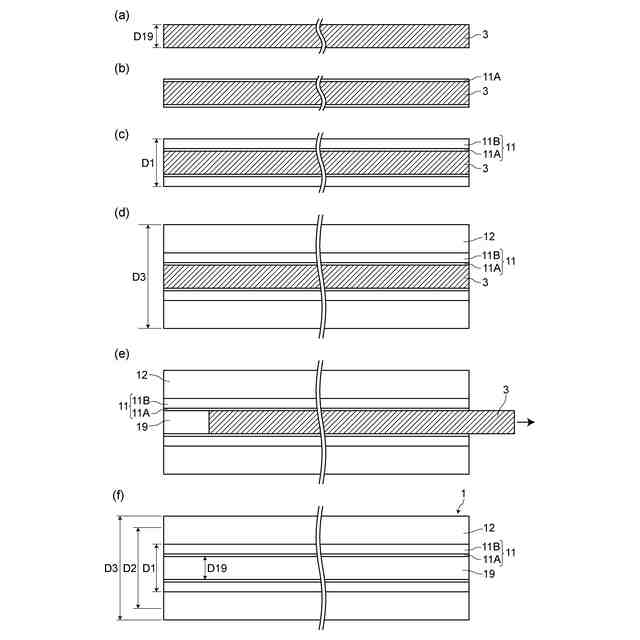
旋盤による被切削で最終製品管とするために用いられる半製品管製造方法であって、
線材を準備する工程と、
前記線材の外周側に、前記旋盤による被切削後も残存する最終製品管構成用の第1層を形成する工程と、
前記第1層の外周側に、前記旋盤による被切削対象となるダミー用の第2層を形成する工程と、
を含むことを特徴とする半製品管製造方法。
【請求項9】
旋盤を用いて半製品管から更に最終製品管に近い第2の半製品管を製造する半製品管製造方法であって、
請求項1~7のいずれかに記載の半製品管を準備する工程と、
前記半製品管を、前記第2層外側から把持する把持工程と、
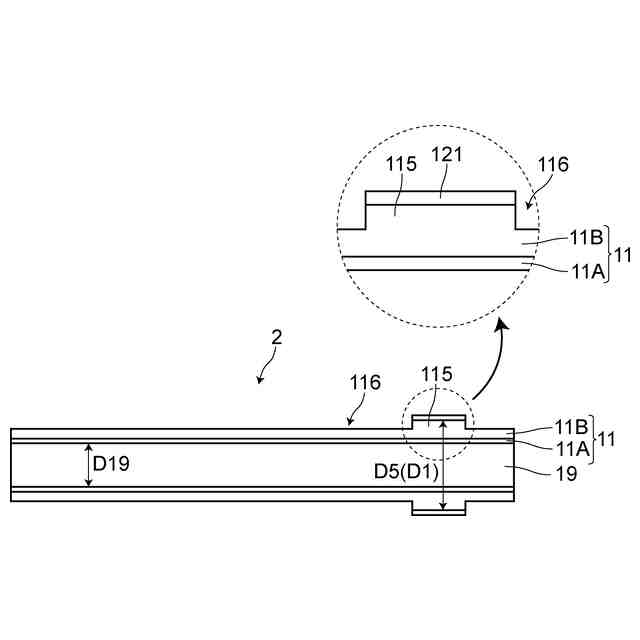
前記第2層の外側からの切削により、前記第1層に凹部又は凸部を形成する切削工程と、
前記把持した箇所と前記凹部又は凸部を形成した箇所とが繋がった状態で前記第2の半製品管とする工程と、
を含むことを特徴とする半製品管製造方法。
【請求項10】
所定箇所の切断により最終製品管とするために用いられる半製品管であって、
最終製品管構成用の第1層と、前記第1層の外側に形成されたダミー用の第2層と、が積層されたダミー層積層箇所と、
凹部又は凸部が形成された第1層凹凸形成箇所と、
を備えたことを特徴とする半製品管。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、半製品管製造方法、半製品管、管製造方法及び管に関する。
ここで、「半製品管」とは、最終製品としての管のいわば中間的製品であり、販売できる状態のものをいう。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
近年、様々な分野で、非常に外径の小さな細長い管のニーズが高くなってきた。例えば、半導体検査用コンタクトプローブ用の管、医療用・印刷用のノズル、光通信用コネクタ用の管、光通信用メタルフェルール用の管等で使用される、マイクロチューブ、マイクロパイプ等と呼ばれる金属製の管である。
このような管は、管を装着する装置への取り付け、管製造元表示等のため、管の表面への凹部又は凸部を形成をしたい場合がある。
例えば、管(バレル)に、コンタクトピン(プランジャー)や復元力用のバネを入れて半導体検査用コンタクトプローブとする場合、管の外側に凸部が形成されていると、被取付部に設けられた凹部に嵌合させることにより、コンタクトプローブが抜けにくくなり、微細化、高密度化した半導体の電極に対し一層信頼性の高い検査をすることが可能となる。
【先行技術文献】
【特許文献】
【0003】
特開2001-162404号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
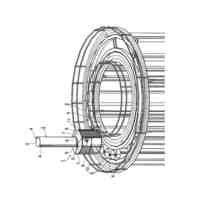
特許文献1には、図14に示すように、従来の旋盤をそのまま用いて、円筒状被加工物表面の切削加工して、精度の高い円筒形基体を製造する技術が開示されている。この技術では、円筒状被加工物9120を保持させる旋盤用治具は、円柱状の一対の押さえ部材9112及び9114と、を有し、押さえ部材9112及び9114はシャフト9116の端部が嵌挿し得る凹部9122及び9124を有する。そして、当該旋盤用治具を用いて円筒状被加工物表面の切削加工する場合、シャフト9116を円筒状被加工物9120に挿通させ、シャフト9116と円筒状被加工物9120との空隙を充填部材9118で充填することにより円筒状被加工物9120を保持して、その表面を切削加工する。特許文献1に開示された技術は、円筒形基体が電子写真感光体の基体や電子写真用現像スリーブを製造する場合のように、円筒状被加工物9120の径が大きいときには有用である。
【0005】
しかし、例えば、外径が0.6~1.0mm未満のように非常に小さな管では、管の内径は更に小さい。そのため、その中に、特許文献1に記載されているようなシャフト9116を挿通させたり、空隙を充填部材9118で充填したりすることは殆ど不可能であり、特許文献1の方法で管の表面を切削加工することは困難である。
また、外径が非常に小さい管は、通常、旋盤のチャッキング治具で把持できず、又は把持しても把持が不安定となり、表面を切削加工して凹部又は凸部を形成した管を提供することは大変困難である。
【0006】
そこで、本発明は、外径が小さいとチャッキング治具による把持が困難なため切削加工が困難な旋盤であっても、当該旋盤を用いて、表面に凹部又は凸部を有する、外径が小さい管を製造する方法、及び当該管を提供することを目的とする。
また、最終製品としての管(最終製品管)ではなく、その前段階の管、いわば半製品としての管(半製品管)の提供を受け、それを旋盤切削して、表面に好みの形状の凹部又は凸部を有する外径が小さな管(最終製品管)を製造したいユーザーもおり、こうした半製品管の市場ニーズもある。そこで、外径が小さいとチャッキング治具による把持が困難なため切削加工が困難な旋盤であっても、当該旋盤を用いて、表面に凹部又は凸部を有する、外径が小さな管(最終製品管)を製造することに供する(役立てる、利用できる)半製品管及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
[1]本発明の半製品管(第1の半製品管)は、旋盤による被切削で最終製品管とするために用いられる半製品管(第1の半製品管)であって、前記旋盤による被切削後も残存する最終製品管構成用の第1層と、前記第1層の外側に形成され、前記旋盤による被切削対象となるダミー用の第2層と、を備えたことを特徴とする。
「最終製品管」とは「半製品管」と対比されるもので、最終製品となる管をいう。管自体が取引対象となるか、管がある製品の一部となるかは問わない。
「ダミー用」とは最終製品管構成用として用いられず、チャッキング治具による把持用に用いられることをいう。
なお、第1層を主としてレアメタル(希少金属)を用いて構成し、第2層をコモンメタル(ベースメタル)を用いて構成してもよい。
【0008】
このような半製品管(第1の半製品管)によれば、旋盤による被切削後も残存する最終製品管構成用の第1層の外側に、旋盤による被切削対象となるダミー用の第2層が形成されているため、ダミー用の第2層を把持することにより、外径が小さいとチャッキング治具による把持が困難なため切削加工が困難な旋盤であっても、当該旋盤を用いて、表面に凹部又は凸部を有する、外径が小さな管(最終製品管)を製造することに供する半製品管提供することが可能となる。
なお、この明細書では「チャッキング治具」とは3爪チャック、爪チャック(ジョー)のような爪で把持する治具の他、開きヤトイ、閉ヤトイのように接触又は面接触で把持する治具も含む。なお、コレットチャックは閉ヤトイの一種であり、本願ではコレットチャックをチャッキング治具として用いることが好ましい。
【0009】
[2]上記に記載の半製品管(第1の半製品管)においては、前記第1層の外径は、前記最終製品管の外径近傍の外径であることが好ましい。
【0010】
[3]上記に記載の半製品管(第1の半製品管)においては、前記第1層は前記旋盤のチャッキング治具による把持が困難な小さな外径を有し、前記第2層は前記旋盤のチャッキング治具による把持が可能な大きな外径を有することが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
8日前
個人
複合金属回転式ホーン
8日前
株式会社FUJI
工作機械
9日前
株式会社ツガミ
工作機械
18日前
トヨタ自動車株式会社
取付装置
8日前
株式会社ツガミ
工作機械
7日前
株式会社トーキン
溶接用トーチ
14日前
トヨタ自動車株式会社
検査方法
18日前
株式会社オーエム製作所
工作機械
21日前
株式会社ダイヘン
溶接トーチ
7日前
三菱電機株式会社
ねじ取り出し装置
22日前
株式会社関本管工
エルボ管保持装置
14日前
株式会社ダイヘン
溶接トーチ
7日前
DMG森精機株式会社
工作機械
18日前
株式会社不二越
超硬合金製ドリル
22日前
津田駒工業株式会社
バリ取り用スピンドル装置
8日前
株式会社ダイヘン
2重シールドティグ溶接方法
8日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
8日前
トヨタ自動車株式会社
銅切削屑の一体化方法
14日前
トヨタ自動車株式会社
銅切削屑の一体化方法
8日前
株式会社神戸製鋼所
溶接継手の製造方法
18日前
株式会社TMEIC
超音波振動接合装置
21日前
株式会社アマダ
レーザ加工システム
1日前
西部電機株式会社
浸漬式ワイヤ放電加工機
14日前
津田駒工業株式会社
電動バイス
21日前
戸田建設株式会社
継杭溶接用防雨・防風ユニット
1日前
ダイハツ工業株式会社
チャック装置
21日前
村田機械株式会社
工作機械及び工作機械システム
21日前
株式会社不二越
歯切工具およびその製造方法
14日前
株式会社ダイヘン
消耗電極アーク溶接の溶接終了制御方法
8日前
DMG森精機株式会社
工作機械
8日前
株式会社マキタ
コアドリル
21日前
株式会社マキタ
コアドリル
21日前
株式会社マキタ
コアドリル
21日前
浜松ホトニクス株式会社
レーザ加工装置
8日前
株式会社ディスコ
加工装置
18日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ