TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024178048
公報種別
公開特許公報(A)
公開日
2024-12-24
出願番号
2023096546
出願日
2023-06-12
発明の名称
ボンド磁石の製造方法
出願人
株式会社アイシン
,
ナパック株式会社
代理人
個人
主分類
H01F
41/02 20060101AFI20241217BHJP(基本的電気素子)
要約
【課題】成形体の密度および成形体中の磁性粉末の配向度を向上させることが可能なボンド磁石の製造方法を提供する。
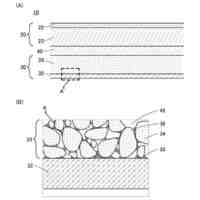
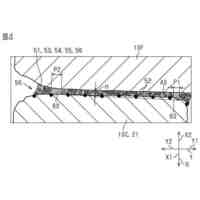
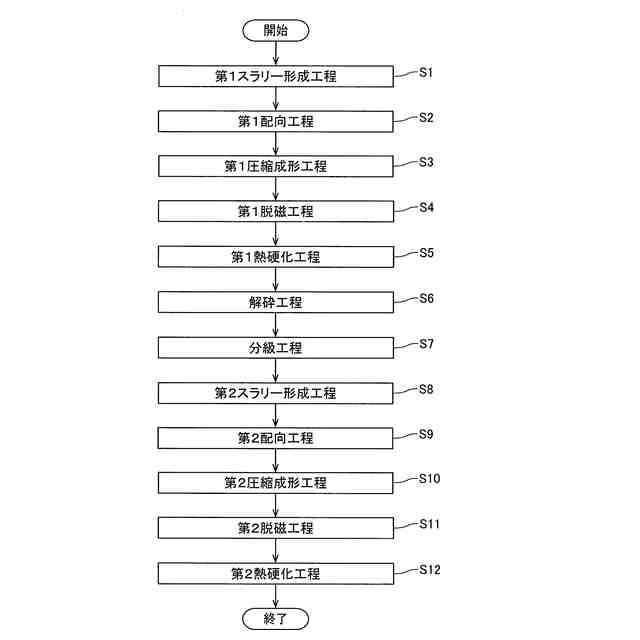
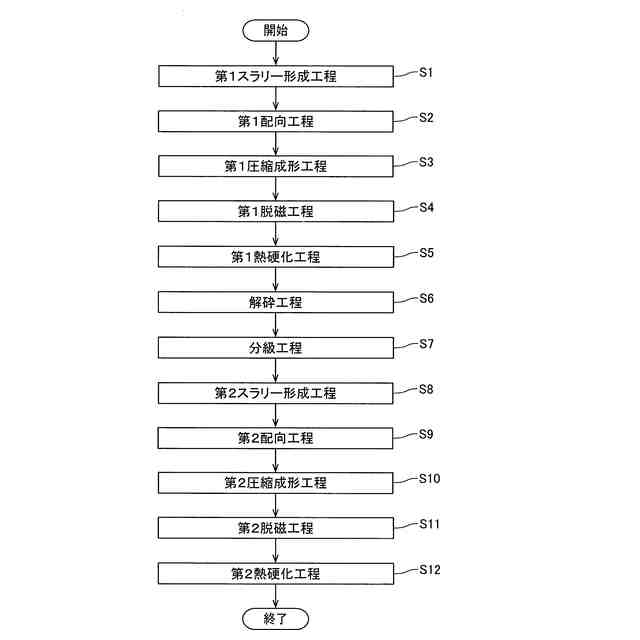
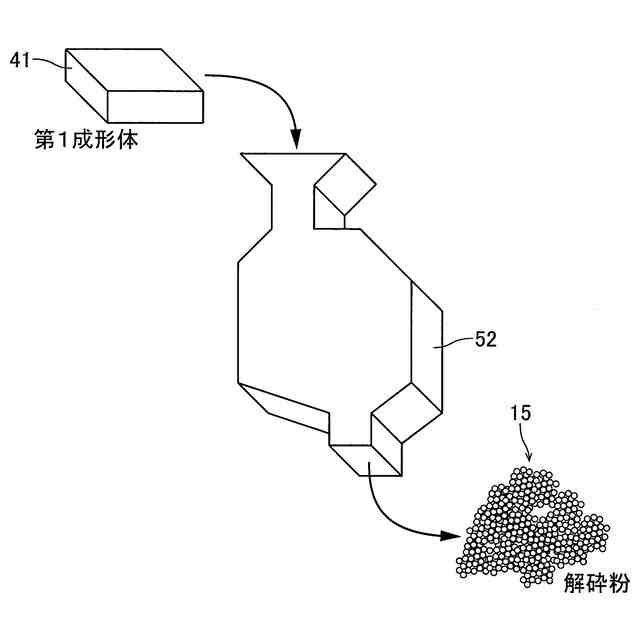
【解決手段】このボンド磁石の製造方法では、第1成形体41を解砕して造粒化された造粒粉14を形成する解砕工程(S6)の後に、造粒粉14を含む第2スラリー22(第2混合物)に対して磁性粉末11を配向するための磁場Bを印加しながら、第2スラリー22を圧縮成形して第2成形体42を形成する第2圧縮成形工程(S10)(第2成形体形成工程)が行われる。
【選択図】図1
特許請求の範囲
【請求項1】
磁性粉末と樹脂バインダーとを含む第1混合物に対して前記磁性粉末を配向するための磁場を印加しながら、前記第1混合物を圧縮成形して第1成形体を形成する第1成形体形成工程と、
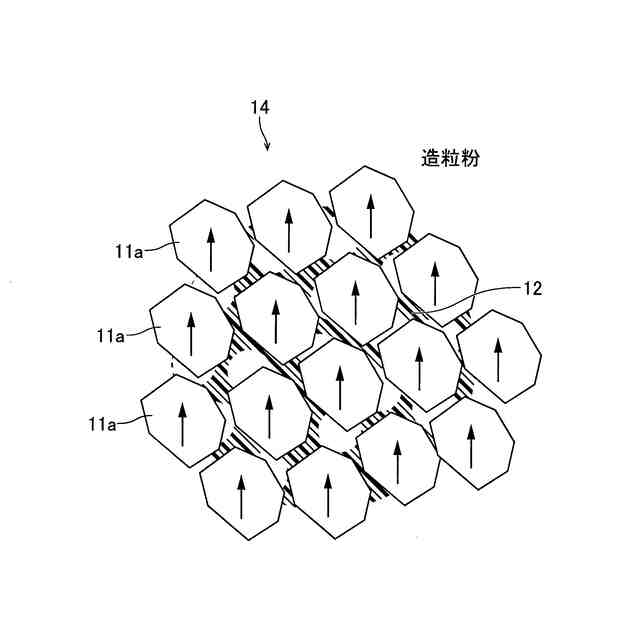
前記第1成形体形成工程の後に、前記第1成形体を解砕して前記磁性粉末の複数の粒子を含む粒状に造粒化された造粒粉を形成する解砕工程と、
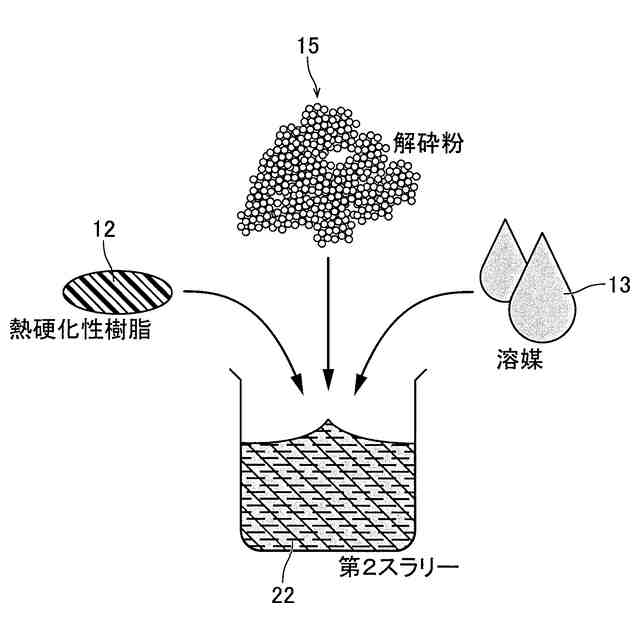
前記解砕工程の後に、前記造粒粉と前記樹脂バインダーとを含む第2混合物に対して前記磁性粉末を配向するための磁場を印加しながら、前記第2混合物を圧縮成形して第2成形体を形成する第2成形体形成工程と、を備える、ボンド磁石の製造方法。
続きを表示(約 1,200 文字)
【請求項2】
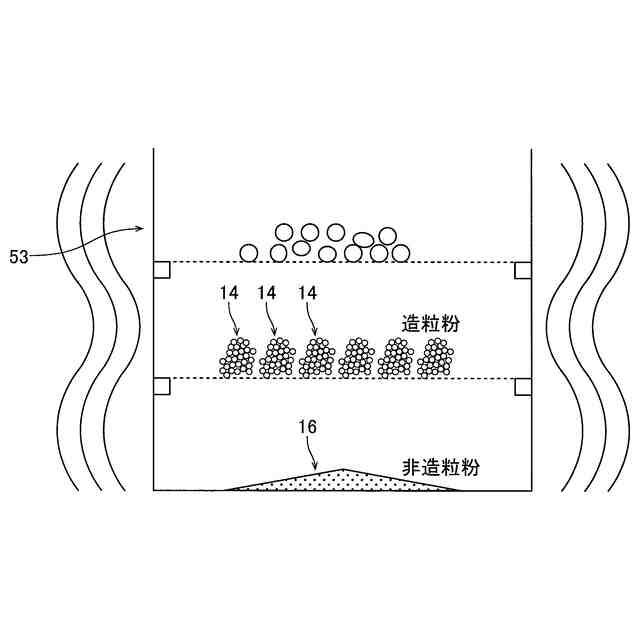
前記第2成形体形成工程は、前記造粒粉と、造粒化されておらず前記造粒粉よりも粒径が小さい非造粒粉と、前記樹脂バインダーとを含む前記第2混合物に対して前記磁性粉末を配向するための磁場を印加しながら、前記第2混合物を圧縮成形して前記第2成形体を形成する工程である、請求項1に記載のボンド磁石の製造方法。
【請求項3】
前記解砕工程の後に、かつ、前記第2成形体形成工程の前に、前記解砕工程において前記第1成形体を解砕した解砕粉を粒径によってふるい分ける分級工程をさらに備え、
前記第2成形体形成工程は、前記造粒粉と、前記分級工程において生じた前記非造粒粉と、前記樹脂バインダーとを含む前記第2混合物に対して前記磁性粉末を配向するための磁場を印加しながら、前記第2混合物を圧縮成形して前記第2成形体を形成する工程である、請求項2に記載のボンド磁石の製造方法。
【請求項4】
前記第1成形体形成工程は、前記樹脂バインダーとしての熱硬化性樹脂を含む前記第1混合物を圧縮成形して前記第1成形体を形成する工程であり、
前記第2成形体形成工程は、前記樹脂バインダーとしての前記熱硬化性樹脂を含む前記第2混合物を圧縮成形して前記第2成形体を形成する工程であり、
前記第1成形体形成工程の後に、かつ、前記解砕工程の前に、前記第1成形体に対して前記熱硬化性樹脂を熱硬化させるための加熱を行う第1熱硬化工程と、
前記第2成形体形成工程の後に、前記第2成形体に対して前記熱硬化性樹脂を熱硬化させるための加熱を行う第2熱硬化工程と、をさらに備える、請求項1に記載のボンド磁石の製造方法。
【請求項5】
前記第1成形体形成工程において前記第1混合物に含まれる前記熱硬化性樹脂の量は、前記第2成形体形成工程において前記第2混合物に含まれる前記熱硬化性樹脂の量よりも少ない、請求項4に記載のボンド磁石の製造方法。
【請求項6】
前記第1成形体形成工程において前記第1混合物を圧縮成形する圧力は、前記第2成形体形成工程において前記第2混合物を圧縮成形する圧力よりも小さい、請求項1に記載のボンド磁石の製造方法。
【請求項7】
前記第1熱硬化工程において前記第1成形体に対して前記熱硬化性樹脂を熱硬化させるための加熱を行う温度は、前記第2熱硬化工程において前記第2成形体に対して前記熱硬化性樹脂を熱硬化させるための加熱を行う温度以下である、請求項4に記載のボンド磁石の製造方法。
【請求項8】
前記第1熱硬化工程において前記第1成形体に対して前記熱硬化性樹脂を熱硬化させるための加熱を行う時間は、前記第2熱硬化工程において前記第2成形体に対して前記熱硬化性樹脂を熱硬化させるための加熱を行う時間以下である、請求項4に記載のボンド磁石の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ボンド磁石の製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来、磁性粉末と樹脂バインダーとを含む混合物を圧縮成形するボンド磁石の製造方法が知られている(たとえば、特許文献1参照)。
【0003】
上記特許文献1には、磁性粉末と樹脂バインダーとを混合してスラリー(混合物)を形成し、スラリーに対して磁性粉末を配向するための磁場を印加しながら、スラリーを圧縮成形する樹脂結合型磁石(ボンド磁石)の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2007-142032号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、上記特許文献1に記載のような従来のボンド磁石の製造方法では、磁性粉末を配向するための磁場が印加されながら圧縮成形される混合物に含まれる磁性粉末の各々の粒子は、粒径が比較的小さいので、比表面積(単位体積当たりの表面積)が大きいとともに、磁場が印加されることによる回転トルクが比較的小さい。磁性粉末を含む混合物を圧縮成形する際の圧縮力は、磁性粉末の各々の粒子同士の間を伝播するので、磁性粉末の比表面積が比較的大きい場合、磁性粉末を含む混合物を圧縮成形する際に、磁性粉末の各々の粒子同士の間の接触面積が、比較的大きくなる。したがって、磁性粉末を含む混合物を圧縮成形する際に、磁性粉末の各々の粒子同士の間に生じる摩擦損失(摩擦による熱損失)が比較的大きくなり、摩擦損失が大きくなる分、磁性粉末の各々の粒子同士の間で圧縮力が伝達されにくい。この場合、圧縮成形後の成形体の密度が比較的高くなりにくい。また、磁性粉末の各々の粒子の磁場が印加されることによる回転トルクが比較的小さい場合、磁性粉末を含む混合物に対して磁性粉末を配向するための磁場を印加した際に、磁性粉末が配向されにくい。この場合、圧縮成形後の成形体中の磁性粉末の配向度(配向度合い)が低くなりやすい。このため、成形体の密度および成形体中の磁性粉末の配向度を向上させることが可能なボンド磁石の製造方法が望まれている。
【0006】
この発明は、上記のような課題を解決するためになされたものであり、この発明の1つの目的は、圧縮成形後の成形体の密度および圧縮成形後の成形体中の磁性粉末の配向度を向上させることが可能なボンド磁石の製造方法を提供することである。
【課題を解決するための手段】
【0007】
上記目的を達成するために、この発明の一の局面におけるボンド磁石の製造方法は、磁性粉末と樹脂バインダーとを含む第1混合物に対して磁性粉末を配向するための磁場を印加しながら、第1混合物を圧縮成形して第1成形体を形成する第1成形体形成工程と、第1成形体形成工程の後に、第1成形体を解砕して磁性粉末の複数の粒子を含む粒状に造粒化された造粒粉を形成する解砕工程と、解砕工程の後に、造粒粉と樹脂バインダーとを含む第2混合物に対して磁性粉末を配向するための磁場を印加しながら、第2混合物を圧縮成形して第2成形体を形成する第2成形体形成工程と、を備える。
【0008】
この発明の一の局面におけるボンド磁石の製造方法では、上記のように、第1成形体を解砕して磁性粉末の複数の粒子を含む粒状に造粒化された造粒粉を形成する解砕工程の後に、造粒粉と樹脂バインダーとを含む第2混合物に対して磁性粉末を配向するための磁場を印加しながら、第2混合物を圧縮成形して第2成形体を形成する第2成形体形成工程が行われる。これにより、磁性粉末を配向するための磁場が印加されながら圧縮成形される第2混合物に含まれる造粒粉は、磁性粉末の複数の粒子を含む粒状に造粒化されていることによって、磁性粉末の各々の粒子と比較して粒径が大きいので、磁性粉末の各々の粒子と比較して、比表面積が小さいとともに、磁場が印加されることによる回転トルクが大きい。そして、造粒粉を含む第2混合物を圧縮成形する際の圧縮力は、造粒粉同士の間を伝播するので、造粒粉の比表面積が比較的小さいことによって、造粒粉を含む第2混合物を圧縮成形する際に、造粒粉同士の間の接触面積が比較的小さくなる。したがって、造粒粉を含む第2混合物を圧縮成形する際に、造粒粉同士の間に生じる摩擦損失が比較的小さくなり、摩擦損失が小さくなる分、造粒粉同士の間で圧縮力が伝達されやすい。この場合、圧縮成形後の第2成形体の密度が高くなりやすい。また、造粒粉の磁場が印加されることによる回転トルクが比較的大きいことによって、造粒粉を含む第2混合物に対して磁性粉末を配向するための磁場を印加した際に、磁性粉末が配向されやすい。この場合、圧縮成形後の第2成形体中の磁性粉末の配向度(配向度合い)が高くなりやすい。これらの結果、成形体の密度および成形体中の磁性粉末の配向度を向上させることができる。これにより、ボンド磁石の磁気特性を向上させることができる。
【0009】
上記一の局面によるボンド磁石の製造方法において、好ましくは、第2成形体形成工程は、造粒粉と、造粒化されておらず造粒粉よりも粒径が小さい非造粒粉と、樹脂バインダーとを含む第2混合物に対して磁性粉末を配向するための磁場を印加しながら、第2混合物を圧縮成形して第2成形体を形成する工程である。
【0010】
このように構成すれば、第2成形体形成工程において、造粒粉同士の隙間を、造粒化されておらず造粒粉よりも粒径が小さい非造粒粉が埋めた状態で、第2混合物を圧縮成形することができる。その結果、造粒化されておらず造粒粉よりも粒径が小さい非造粒分が第2混合物に含まれない場合と比較して、第2成形体の密度をより向上させることができる。これにより、ボンド磁石の磁気特性をより向上させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三洋化成工業株式会社
軟磁性材料
11日前
株式会社ヨコオ
同軸コネクタ
17日前
古河電池株式会社
制御弁式鉛蓄電池
17日前
日本特殊陶業株式会社
保持装置
11日前
日新電機株式会社
変圧器
5日前
株式会社半導体エネルギー研究所
電池
10日前
株式会社ヨコオ
ソケット
4日前
TDK株式会社
コイル部品
17日前
住友電装株式会社
コネクタ
17日前
三洲電線株式会社
撚線導体
11日前
トヨタバッテリー株式会社
二次電池
4日前
大和電器株式会社
コンセント
17日前
三洋化成工業株式会社
リチウムイオン電池
11日前
ニチコン株式会社
コンデンサ
17日前
シャープ株式会社
アンテナ装置
4日前
河村電器産業株式会社
接続装置
5日前
ローム株式会社
半導体発光装置
17日前
株式会社村田製作所
電池パック
11日前
株式会社村田製作所
コイル部品
3日前
TDK株式会社
電子部品
17日前
河村電器産業株式会社
接続装置
5日前
富士電機機器制御株式会社
開閉器
18日前
シャープ株式会社
電子機器
18日前
矢崎総業株式会社
コネクタ
5日前
TDK株式会社
コイル部品
10日前
原田工業株式会社
複合平面アンテナ装置
10日前
矢崎総業株式会社
端子金具
17日前
矢崎総業株式会社
コネクタ
5日前
矢崎総業株式会社
コネクタ
5日前
矢崎総業株式会社
コネクタ
11日前
ホシデン株式会社
コネクタ
11日前
矢崎総業株式会社
コネクタ
5日前
キヤノン株式会社
操作装置
18日前
矢崎総業株式会社
コネクタ
17日前
日産自動車株式会社
表面実装部品
4日前
新光電気工業株式会社
基板固定装置
17日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ