TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024176813
公報種別
公開特許公報(A)
公開日
2024-12-19
出願番号
2023095627
出願日
2023-06-09
発明の名称
積層体及び積層体の製造方法
出願人
豊田合成株式会社
代理人
個人
,
個人
主分類
B32B
27/32 20060101AFI20241212BHJP(積層体)
要約
【課題】第1層と第2層との接合強度をより高めることができる積層体及び積層体の製造方法を提供する。
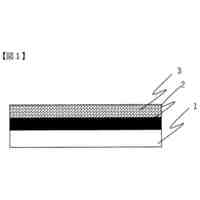
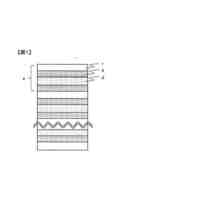
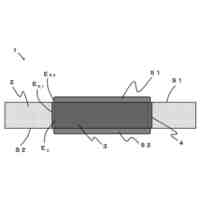
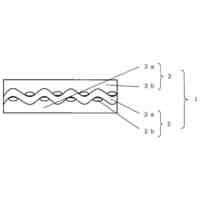
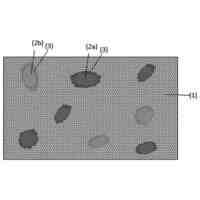
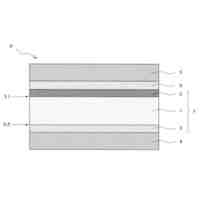
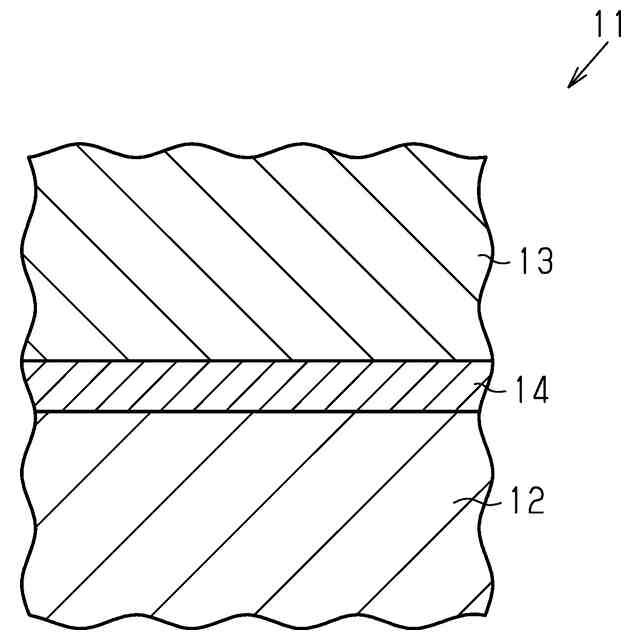
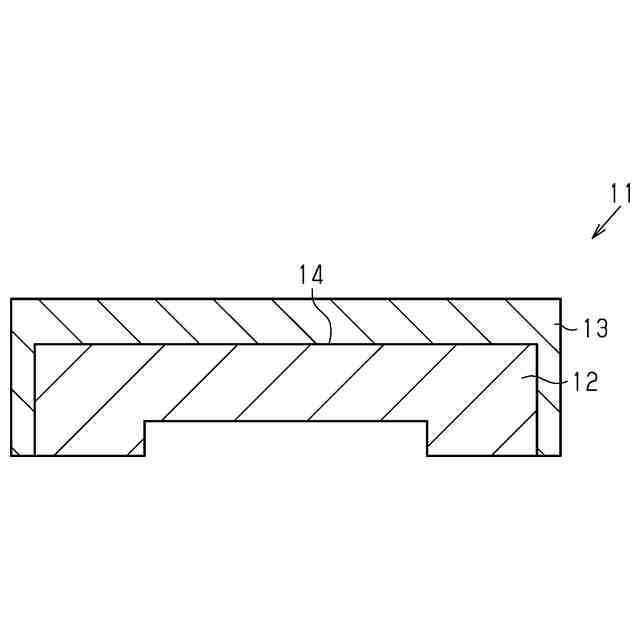
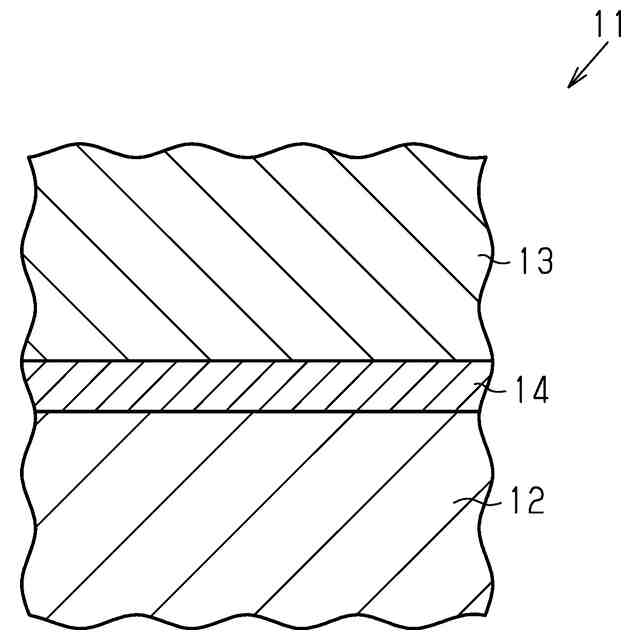
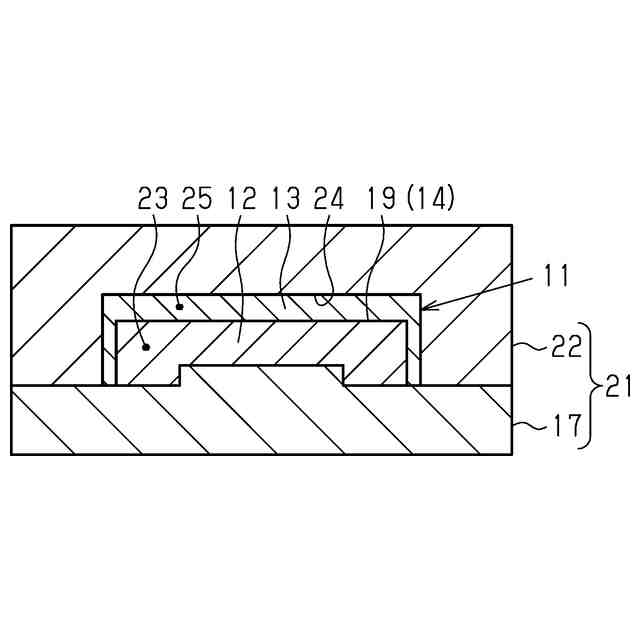
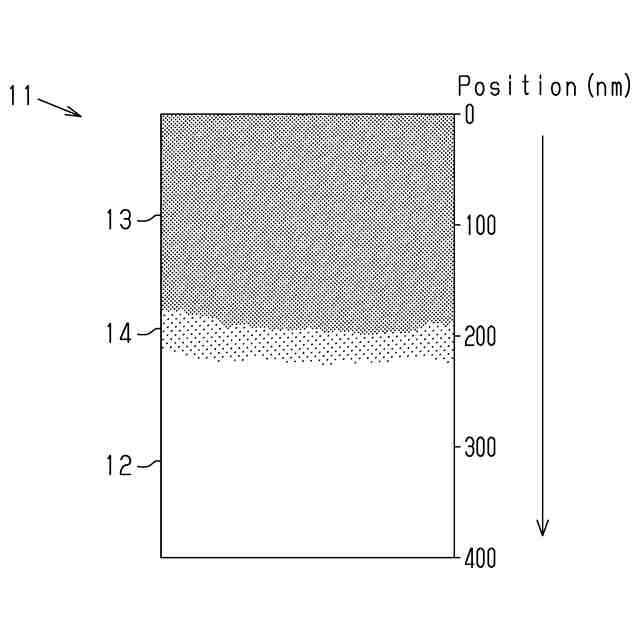
【解決手段】積層体11は、ポリオレフィン製の第1層12と、第1層12に積層された熱硬化性ポリウレタン製の第2層13とを備える。第1層12と第2層13とは、第1層12を構成するポリオレフィンと第2層13を構成する熱硬化性ポリウレタンとの両方の成分が混ざり合った混合層14によって接合されている。
【選択図】図2
特許請求の範囲
【請求項1】
ポリオレフィン製の第1層と、前記第1層に積層された熱硬化性ポリウレタン製の第2層とを備え、
前記第1層と前記第2層とは、前記第1層を構成するポリオレフィンと前記第2層を構成する熱硬化性ポリウレタンとの両方の成分が混ざり合った混合層によって接合されていることを特徴とする積層体。
続きを表示(約 340 文字)
【請求項2】
射出成形によりポリオレフィン製の第1層を成形する第1層成形工程と、
前記第1層の表面に非晶質層を形成する非晶質層形成工程と、
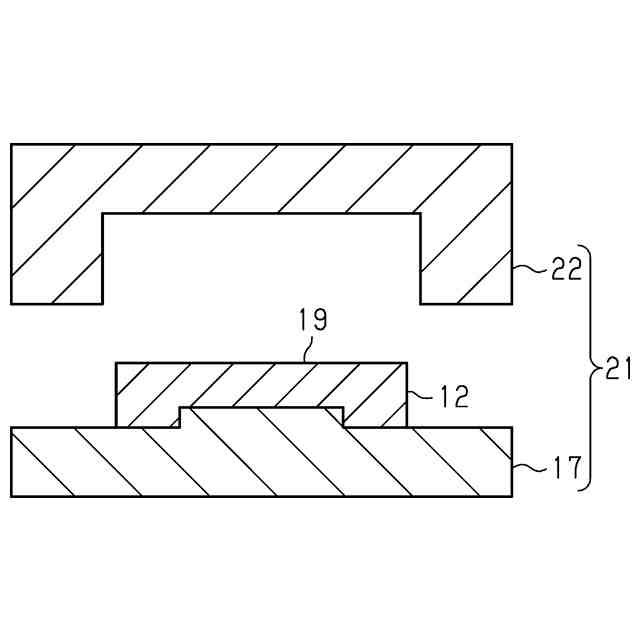
前記表面に前記非晶質層が形成された状態の前記第1層をセットした金型を型締めする型締め工程と、
前記金型のキャビティに熱硬化性ポリウレタンの前駆体を注入し、前記非晶質層に前記前駆体を浸透させながら前記前駆体を硬化させることにより熱硬化性ポリウレタン製の第2層を成形する第2層成形工程と、
を備えることを特徴とする積層体の製造方法。
【請求項3】
前記非晶質層形成工程において形成される前記非晶質層の厚さは、5nm以上500nm以下であることを特徴とする請求項2に記載の積層体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂製の積層体及び当該積層体の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
一般に、ポリプロピレンは、表面自由エネルギーが低いので、接着性が低い難接着性樹脂であることが知られている。ポリプロピレンをはじめとする難接着性樹脂に別の樹脂層を積層する場合、難接着性樹脂の表面をプラズマ処理などによって改質した後、当該表面に接着剤などを用いて当該樹脂層を接着する方法をとることが一般的である。しかし、この方法で難接着性樹脂に樹脂層を積層する場合、接着剤の塗布工程が必要になるため、製品の生産性が低下する。
【0003】
従来、ポリプロピレンの表面に、接着剤を用いることなく、熱可塑性ポリウレタンを付着結合させた物品が提案されている(例えば、特許文献1参照)。この物品は、ポリプロピレンの表面をプラズマ処理した後、当該表面に熱可塑性ポリウレタンを射出成形によって付着結合させたものである。
【先行技術文献】
【特許文献】
【0004】
特表2008-531331号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、特許文献1の物品は、ポリプロピレンの表面部分のみに熱可塑性ポリウレタンが付着結合されただけの構成であるため、ポリプロピレンと熱可塑性ポリウレタンとの接合強度が十分に確保されないおそれがある。こうしたことから、接着剤を用いることなく、難接着性樹脂に樹脂層がより高い接合強度で接合された積層体が望まれている。
【課題を解決するための手段】
【0006】
以下、上記課題を解決するための積層体及び積層体の製造方法の各態様を記載する。
[態様1]ポリオレフィン製の第1層と、前記第1層に積層された熱硬化性ポリウレタン製の第2層とを備え、前記第1層と前記第2層とは、前記第1層を構成するポリオレフィンと前記第2層を構成する熱硬化性ポリウレタンとの両方の成分が混ざり合った混合層によって接合されていることを特徴とする積層体。
【0007】
上記構成によれば、第1層及び第2層をそれぞれ構成するポリオレフィン及び熱硬化性ポリウレタンの両方の成分が混ざり合った混合層によって第1層と第2層とが接合されている。すなわち、第1層と第2層とは、上記両方の成分が複雑に混ざり合った混合層において一体に接合された状態になっている。このため、第1層と第2層との接合強度をより高めることができる。
【0008】
[態様2]射出成形によりポリオレフィン製の第1層を成形する第1層成形工程と、前記第1層の表面に非晶質層を形成する非晶質層形成工程と、前記表面に前記非晶質層が形成された状態の前記第1層をセットした金型を型締めする型締め工程と、前記金型のキャビティに熱硬化性ポリウレタンの前駆体を注入し、前記非晶質層に前記前駆体を浸透させながら前記前駆体を硬化させることにより熱硬化性ポリウレタン製の第2層を成形する第2層成形工程と、を備えることを特徴とする積層体の製造方法。
【0009】
上記方法によれば、熱硬化性ポリウレタンの前駆体がポリオレフィン製の第1層の非晶質層に浸透しながら硬化して熱硬化性ポリウレタン製の第2層が成形される。このとき、前駆体が浸透した非晶質層は、第1層及び第2層をそれぞれ構成するポリオレフィン及び熱硬化性ポリウレタンの両方の成分が複雑に混ざり合った混合層になる。このため、この混合層において第1層と第2層とが一体的に接合されるので、第1層と第2層との接合強度をより高めることができる。
【0010】
[態様3]前記非晶質層形成工程において形成される前記非晶質層の厚さは、5nm以上500nm以下であることを特徴とする[態様2]に記載の積層体の製造方法。
上記方法によれば、第1層と第2層とを接合する上記混合層の厚さが十分に確保されるので、第1層と第2層との接合強度をより確実に高めることができる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
豊田合成株式会社
硫黄架橋ゴムの脱硫方法
4日前
豊田合成株式会社
車両冷媒用断熱チューブおよびその製造方法
5日前
東レ株式会社
積層体
5か月前
東レ株式会社
積層体
1か月前
東レ株式会社
積層体
8か月前
東レ株式会社
積層体
9か月前
東レ株式会社
積層体
9か月前
東レ株式会社
積層体
8か月前
東レ株式会社
フィルム
5か月前
ユニチカ株式会社
積層体
22日前
東レ株式会社
積層構造体
1か月前
東レ株式会社
多層成形品
10か月前
アイカ工業株式会社
化粧板
5か月前
東レ株式会社
積層フィルム
10か月前
東レ株式会社
積層フィルム
11か月前
アイカ工業株式会社
化粧板
6か月前
個人
生地
11か月前
東レ株式会社
積層フィルム
26日前
セーレン株式会社
導電性編物
10か月前
東洋紡株式会社
離型フィルム
10か月前
エスケー化研株式会社
積層体
25日前
三菱ケミカル株式会社
積層体
11か月前
東洋紡株式会社
離型フィルム
10か月前
大倉工業株式会社
多層フィルム
25日前
三菱製紙株式会社
離型フィルム
10か月前
日本バイリーン株式会社
表面材
8か月前
ダイニック株式会社
ターポリン
7か月前
東ソー株式会社
蓋材用フィルム
3か月前
株式会社エフコンサルタント
面材
10か月前
東レ株式会社
サンドイッチ構造体
5か月前
東レ株式会社
電子機器筐体用部材
1か月前
株式会社カネカ
ポリイミド積層体
9か月前
東レ株式会社
電子機器筐体用部材
1か月前
株式会社 スワコー
光学フィルム
10か月前
三洋化成工業株式会社
複層硬化膜
9か月前
株式会社カネカ
ポリイミド積層体
9か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ