TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024175767
公報種別
公開特許公報(A)
公開日
2024-12-19
出願番号
2023093750
出願日
2023-06-07
発明の名称
絶縁スペーサの成形用型及び成形方法
出願人
富士電機株式会社
代理人
インフォート弁理士法人
,
個人
,
個人
,
個人
,
個人
主分類
B29C
39/26 20060101AFI20241212BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】工程の簡略化、成形における制約の緩和を図ること。
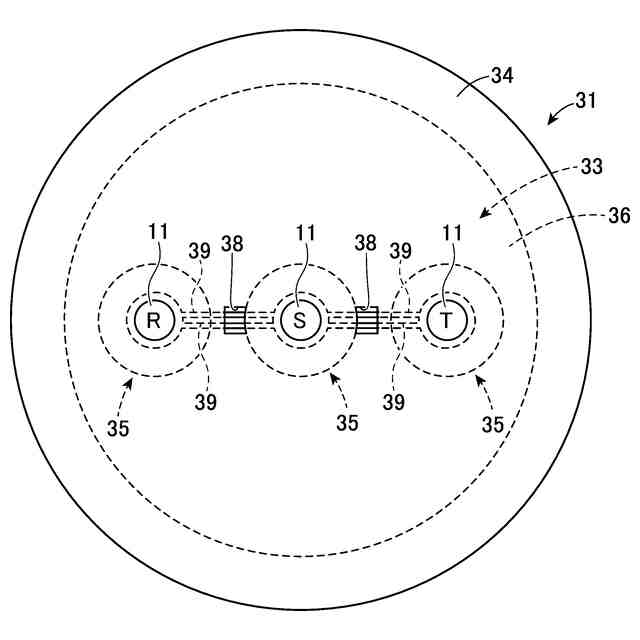
【解決手段】中心導体(11)を支持しつつ中心導体の周囲に設けられてコーン形状に形成されるスペーサコーン部(12)を備えた絶縁スペーサ(10)の成形用型(31)の発明である。成形用型は、絶縁スペーサに応じた形状のキャビティ(33)を形成する下型(32)及び上型(34)を備えている。キャビティは、複数のスペーサコーン部に対応する複数のスペーサコーン部形成部(35)と、2つのスペーサコーン部形成部に連通するスリット状に形成され、キャビティの内部に注入される樹脂材が流れる流路(39)とを備えている。
【選択図】図2
特許請求の範囲
【請求項1】
中心導体を支持しつつ該中心導体の周囲に設けられてコーン形状に形成される複数のスペーサコーン部を備えた絶縁スペーサの成形用型であって、
前記絶縁スペーサに応じた形状のキャビティを形成する下型及び上型を備え、
前記キャビティは、前記複数のスペーサコーン部に対応する複数のスペーサコーン部形成部と、
少なくとも2つの前記スペーサコーン部形成部に連通するスリット状に形成され、前記キャビティの内部に注入される樹脂材が流れる流路とを備えていることを特徴とする絶縁スペーサの成形用型。
続きを表示(約 1,300 文字)
【請求項2】
前記スペーサコーン部形成部は、前記コーン形状の頂部形成部分を底側にして配置され、
前記流路は、前記下型における前記スペーサコーン部形成部の上下幅全体に亘って形成されることを特徴とする請求項1に記載の絶縁スペーサの成形用型。
【請求項3】
前記流路は、連結する前記スペーサコーン部形成部の間に複数並んで形成されることを特徴とする請求項1または請求項2に記載の絶縁スペーサの成形用型。
【請求項4】
前記絶縁スペーサにて3つの前記スペーサコーン部は直線方向に並んで設けられ、
前記スペーサコーン部形成部は、3つの前記スペーサコーン部に対応して直線方向に並んで3つ形成され、
前記流路は、3つの前記スペーサコーン部形成部のうち、並び方向にて中央の前記スペーサコーン部形成部と、並び方向両側の前記スペーサコーン部形成部とを連結する位置に設けられることを特徴とする請求項1または請求項2に記載の絶縁スペーサの成形用型。
【請求項5】
前記絶縁スペーサにて、3つの前記スペーサコーン部が周方向に並んで設けられ、
前記スペーサコーン部形成部は、3つの前記スペーサコーン部に対応して周方向に並んで3つ形成され、
前記流路は、3つの前記スペーサコーン部形成部全てに連通する3方向に分岐した形状に設けられることを特徴とする請求項1または請求項2に記載の絶縁スペーサの成形用型。
【請求項6】
前記絶縁スペーサにて、3つの前記スペーサコーン部が周方向に並んで設けられ、
前記スペーサコーン部形成部は、3つの前記スペーサコーン部に対応して周方向に並んで3つ形成され、
3つの前記スペーサコーン部形成部それぞれが2本の前記流路を介して他の2つの前記スペーサコーン部形成部に連通されることを特徴とする請求項1または請求項2に記載の絶縁スペーサの成形用型。
【請求項7】
前記請求項1または請求項2に記載の成形用型と、前記成形用型の前記キャビティの内部に樹脂材を注入するノズルとを用い、中心導体を支持しつつ該中心導体の周囲に設けられてコーン形状に形成される複数のスペーサコーン部を備えた絶縁スペーサの成形方法であって、
前記キャビティにおける前記コーン形状の頂部形成部分を下側にして前記成形用型を配置する型配置工程と、
前記ノズルを介して前記キャビティの内部に前記樹脂材を複数回注入し、前記流路を通じて前記複数のスペーサコーン部形成部全てに前記樹脂材を流入させ、複数の樹脂層を上下方向に積層する積層工程と、
前記積層工程にて積層した前記樹脂層が硬化し、前記成形用型から前記絶縁スペーサを離型する硬化工程と、
前記絶縁スペーサにて、前記流路内で硬化した前記樹脂材で形成される残留部を前記スペーサコーン部から除去する除去工程とを備えていることを特徴とする絶縁スペーサの成形方法。
【請求項8】
前記除去工程の実施後、前記スペーサコーン部における前記残留部の除去部分を研磨する仕上工程を更に備えていることを特徴とする請求項7に記載の絶縁スペーサの成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、特に、ガス絶縁開閉装置に用いられる絶縁スペーサの成形用型及び成形方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
特許文献1は、ガス絶縁機器の金属容器内に導体を支持するために用いられる絶縁スペ-サを開示している。かかる絶縁スペーサは、高電圧側と接地側間の材料の誘電率を変化させ、高電圧側が接地側に比べ高い誘電率を保持するように構成される。このような構成によって、絶縁性能を満足させつつ、よりコンパクトな絶縁スペーサを提供しようとしている。
【先行技術文献】
【特許文献】
【0003】
特開平11-126527号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1においては、熱硬化性樹脂や充填材が混練された材料で紐状押出品を得る工程と、紐状押出品を絶縁スペ-サ成形用金型の下型に投入して順次渦巻き状に周回充填供給する工程とが必要となり、工程が複雑化する、という問題がある。また、特許文献1は、紐状押出品を得るための材料にて、充填剤の供給を直線的に増大、減少させて紐状押出品を連続して押し出しており、該押し出しを中断できない、という成形上の制約がある。
【0005】
本発明は、このような実情に鑑みてなされたものであり、工程の簡略化、成形における制約の緩和を図ることができる絶縁スペーサの成形方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明における一態様の絶縁スペーサの成形用型は、中心導体を支持しつつ該中心導体の周囲に設けられてコーン形状に形成される複数のスペーサコーン部を備えた絶縁スペーサの成形用型であって、前記絶縁スペーサに応じた形状のキャビティを形成する下型及び上型を備え、前記キャビティは、前記複数のスペーサコーン部に対応する複数のスペーサコーン部形成部と、少なくとも2つの前記スペーサコーン部形成部に連通するスリット状に形成され、前記キャビティの内部に注入される樹脂材が流れる流路とを備えていることを特徴とする。
【0007】
本発明における一態様の絶縁スペーサの成形方法は、前記成形用型と、前記成形用型の前記キャビティの内部に樹脂材を注入するノズルとを用い、中心導体を支持しつつ該中心導体の周囲に設けられてコーン形状に形成される複数のスペーサコーン部を備えた絶縁スペーサの成形方法であって、前記キャビティにおける前記コーン形状の頂部形成部分を下側にして前記成形用型を配置する型配置工程と、前記ノズルを介して前記キャビティの内部に前記樹脂材を複数回注入し、前記流路を通じて前記複数のスペーサコーン部形成部全てに前記樹脂材を流入させ、複数の樹脂層を上下方向に積層する積層工程と、前記積層工程にて積層した前記樹脂層が硬化し、前記成形用型から前記絶縁スペーサを離型する硬化工程と、前記絶縁スペーサにて、前記流路内で硬化した前記樹脂材で形成される残留部を前記スペーサコーン部から除去する除去工程とを備えていることを特徴とする。
【発明の効果】
【0008】
本発明によれば、キャビティにて流路を通じて2つのスペーサコーン部形成部に樹脂材を流入させることができ、複数のスペーサコーン部形成部に対し複数の樹脂層を積層した成形にて、樹脂材を注入する工程の簡略化を図ることができる。また、キャビティに樹脂材を注入して成形を行えるので、成形中に従来のような紐状押出品を得る制約を緩和することができる。
【図面の簡単な説明】
【0009】
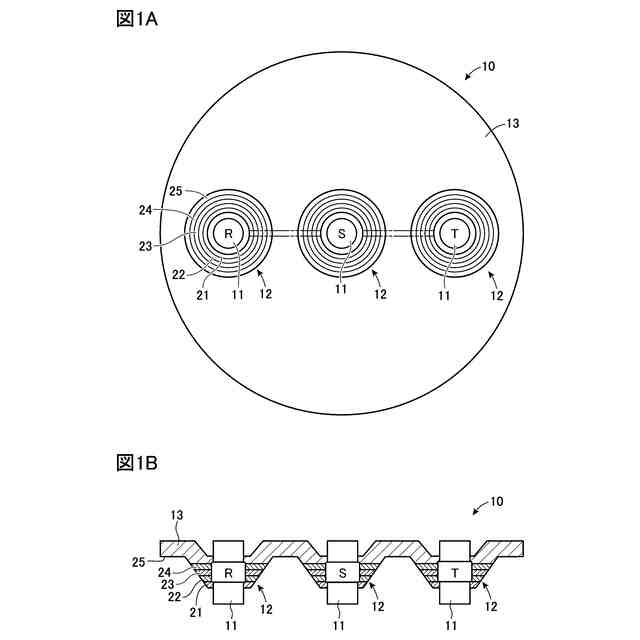
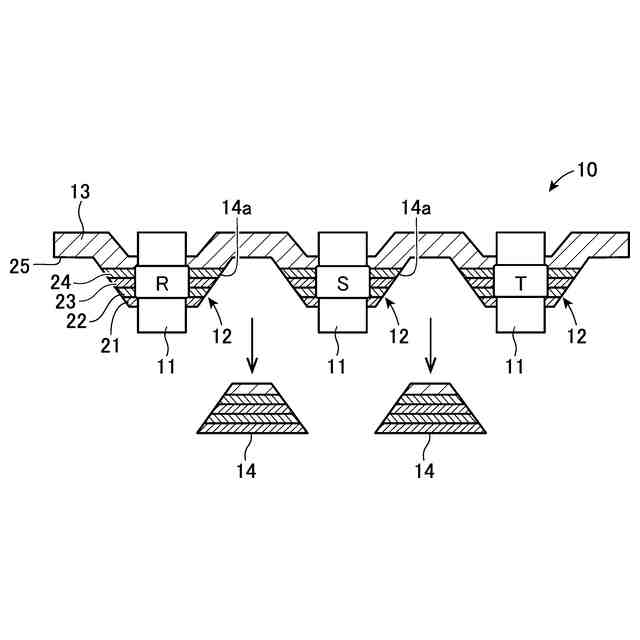
図1Aは、第1の実施の形態に係る絶縁スペーサを下方から見た図であり、図1Bは、図1Aの絶縁スペーサの断面を模式化して表した図である。
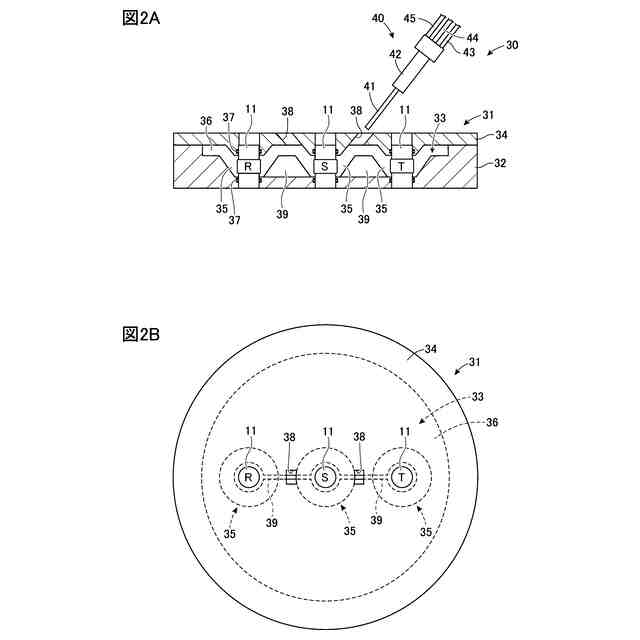
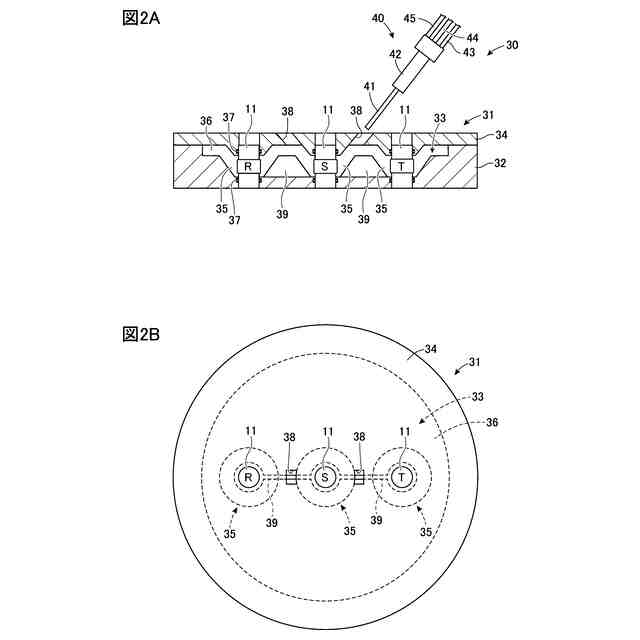
図2Aは、第1の実施の形態に係る絶縁スペーサの成形装置の概略構成図であり、図2Bは、前記成形装置の成形用型を上方から見た図である。
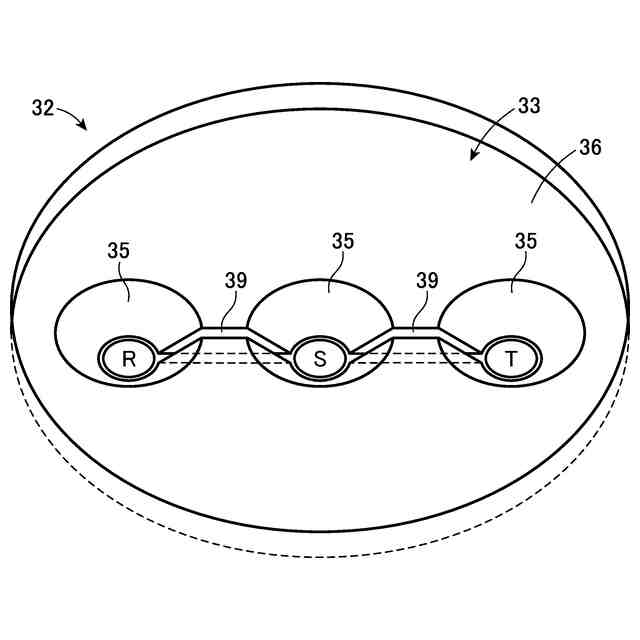
前記成形用型に形成されるキャビティの説明用斜視図である。
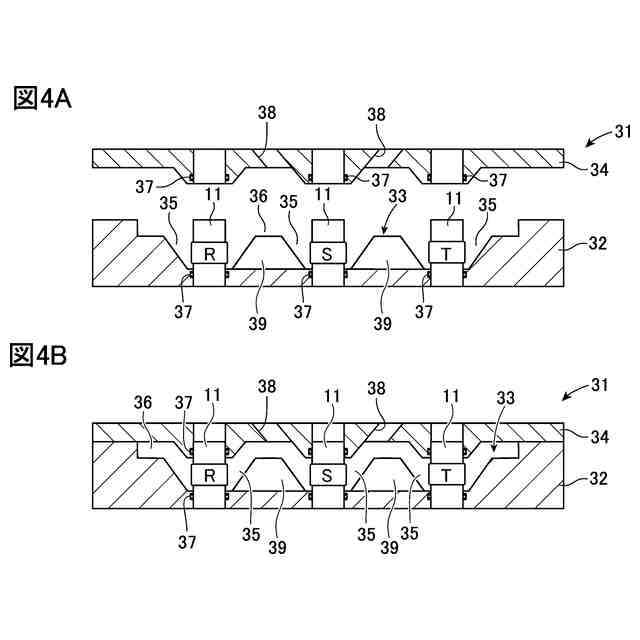
図4A及び図4Bは、第1の実施の形態における準備工程の説明図である。
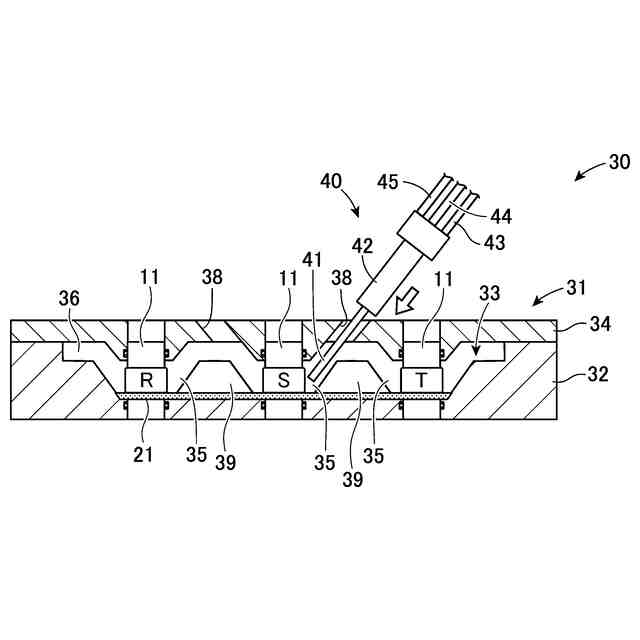
第1の実施の形態における積層工程の初期段階の状態を示す説明図である。
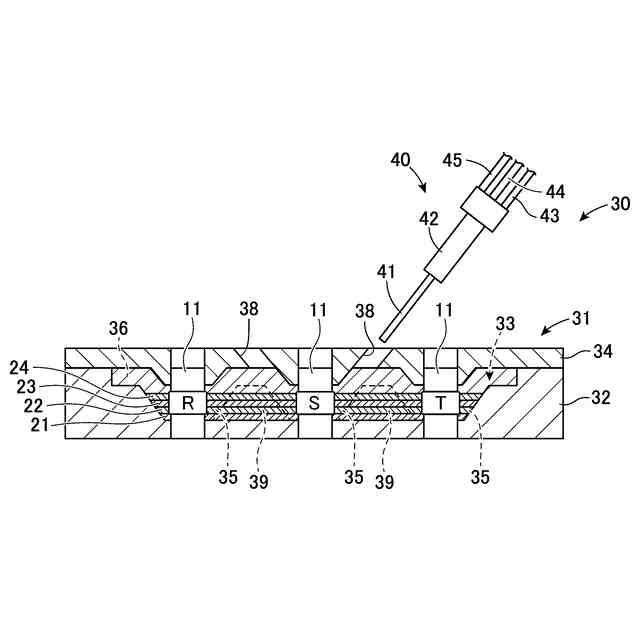
第1の実施の形態における積層工程の完了後の状態を示す説明図である。
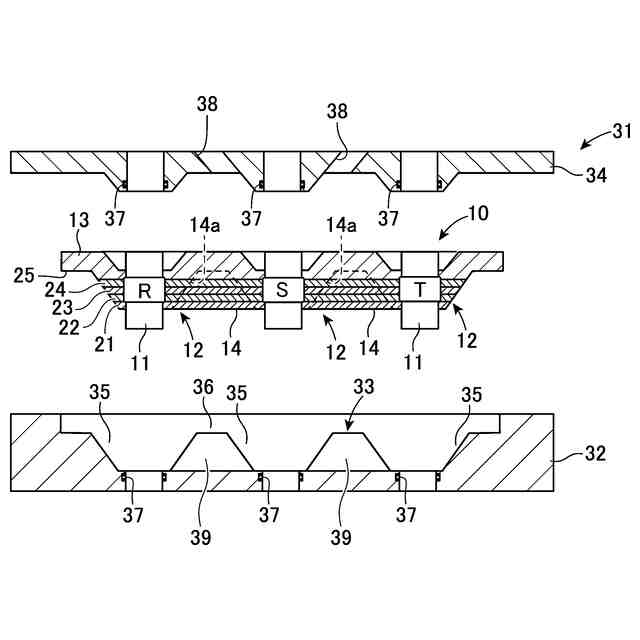
第1の実施の形態における硬化後の離型状態の説明図である。
第1の実施の形態における除去工程及び仕上工程の説明図である。
第1の実施の形態における変形例の成形用型を上方から見た図である。
第2の実施の形態に係る絶縁スペーサを下方から見た図である。
第2の実施の形態の成形用型を上方から見た図である。
第2の実施の形態における変形例の成形用型を上方から見た図である。
第3の実施の形態の成形用型を上方から見た図である。
第3の実施の形態における変形例の成形用型を上方から見た図である。
【発明を実施するための形態】
【0010】
本発明の実施の形態を説明する前に、本発明の実施の形態に至った経緯について説明する。
従来のガス絶縁開閉装置として、金属製の密封容器の中に高圧導体が配置された構造が知られている。このようなガス絶縁開閉装置において、高圧導体を密封容器の所定の位置に固定するための絶縁スペーサと呼ばれる固体絶縁物が用いられている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
21日前
東レ株式会社
溶融紡糸設備
6か月前
東レ株式会社
プリプレグテープ
3か月前
CKD株式会社
型用台車
今日
株式会社日本製鋼所
押出機
2か月前
グンゼ株式会社
ピン
7日前
個人
射出ミキシングノズル
2か月前
株式会社リコー
シート剥離装置
4か月前
東レ株式会社
一体化成形品の製造方法
4か月前
株式会社シロハチ
真空チャンバ
1か月前
帝人株式会社
成形体の製造方法
5か月前
TOWA株式会社
成形型清掃用のブラシ
2か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
三菱自動車工業株式会社
予熱装置
2か月前
株式会社リコー
画像形成システム
13日前
トヨタ自動車株式会社
3Dプリンタ
14日前
小林工業株式会社
振動溶着機
6か月前
株式会社ニフコ
樹脂製品の製造方法
2か月前
日東工業株式会社
インサート成形機
15日前
株式会社リコー
シート処理システム
3か月前
株式会社リコー
シート処理システム
4か月前
KTX株式会社
シェル型の作製方法
5か月前
トヨタ自動車株式会社
電池の製造方法
13日前
三菱ケミカル株式会社
複合物品の製造方法。
2か月前
中川産業株式会社
防火板材の製造方法
14日前
三光合成株式会社
ガス排出供給構造体
2か月前
株式会社コスメック
磁気クランプ装置
2か月前
株式会社カネカ
再生アクリル樹脂の製造方法
2か月前
日本プラスト株式会社
嵌合構造
2か月前
株式会社FTS
ブローニードル
21日前
豊田鉄工株式会社
接合体及び接合方法
3か月前
東ソー株式会社
高純度薬品用容器の製造方法
5か月前
株式会社日本製鋼所
射出成形機
5か月前
株式会社日本製鋼所
射出成形機
13日前
株式会社日本製鋼所
射出成形機
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































