TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024173337
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023091691
出願日
2023-06-02
発明の名称
自動ワインダ
出願人
村田機械株式会社
代理人
弁理士法人ATEN
主分類
B65H
67/06 20060101AFI20241205BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】自動ワインダにおいて複数の巻取ユニットに適切に給糸ボビンを供給する。
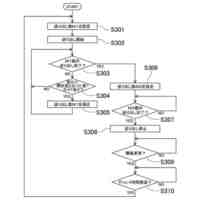
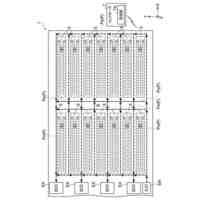
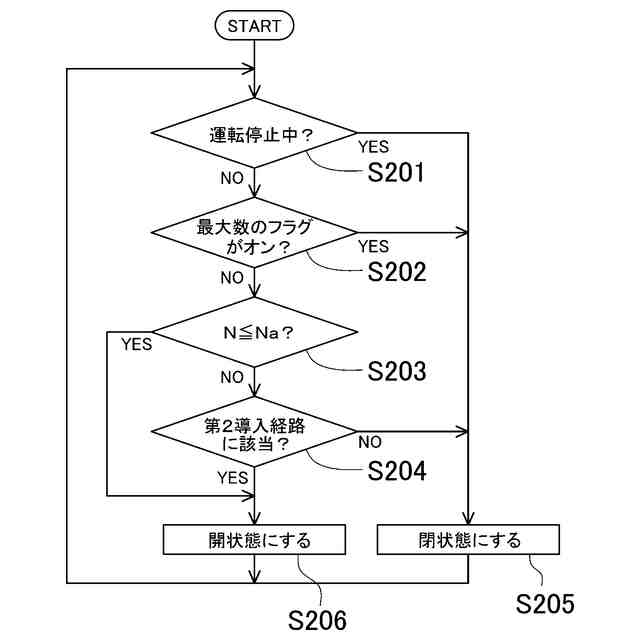
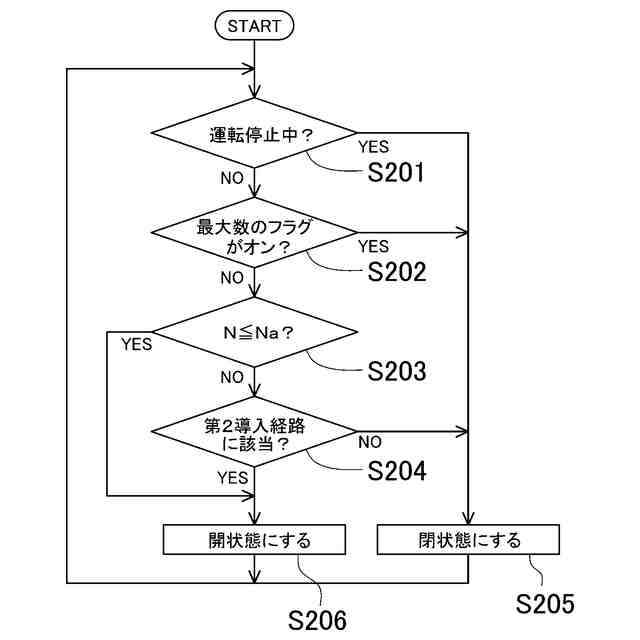
【解決手段】複数の巻取ユニットの各々に対してトレイを導入するための導入経路が設けられ、各導入経路に、トレイの導入を許容する開状態と、トレイの導入を遮断する閉状態とに切り換え可能な第1ガイドが設けられている。複数の巻取ユニットにおけるトレイの数についてのトレイ数情報に応じて、複数の巻取ユニットに共通の閾値Naを設定する。各導入経路について、トレイ数情報が示すトレイの数Nが閾値Na以下の場合には(S205:YES)、対応する第1ガイドを開状態にし(S207)、トレイ数情報が示すトレイの数Nが閾値Naよりも大きい場合には(S205:NO)、対応する第1ガイドを閉状態にする(S206)。
【選択図】図8
特許請求の範囲
【請求項1】
複数の巻取ユニットと、
前記複数の巻取ユニットにわたって延び、給糸ボビンを直立させた状態で支持するトレイが搬送される供給経路と、
前記複数の巻取ユニットに個別に設けられ、前記供給経路に接続された、前記トレイを前記巻取ユニットに導入するための複数の導入経路と、
前記複数の導入経路に個別に設けられ、前記供給経路から前記導入経路への前記トレイの導入を許容する開状態と、前記供給経路から前記導入経路への前記トレイの導入を遮断する閉状態とに切り換え可能な開閉機構と、
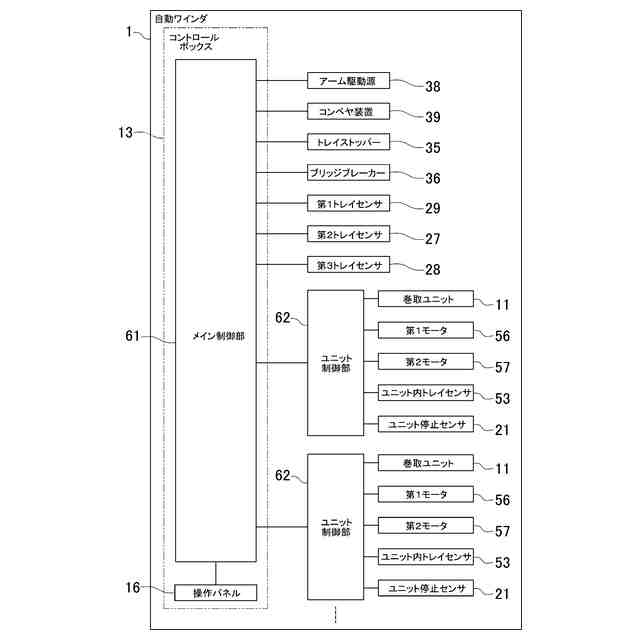
制御部と、を備え、
前記制御部は、
前記複数の導入経路の各々における前記トレイの数に応じて、各開閉機構の前記開状態と前記閉状態とを切り換えることを特徴とする自動ワインダ。
続きを表示(約 1,700 文字)
【請求項2】
前記制御部は、
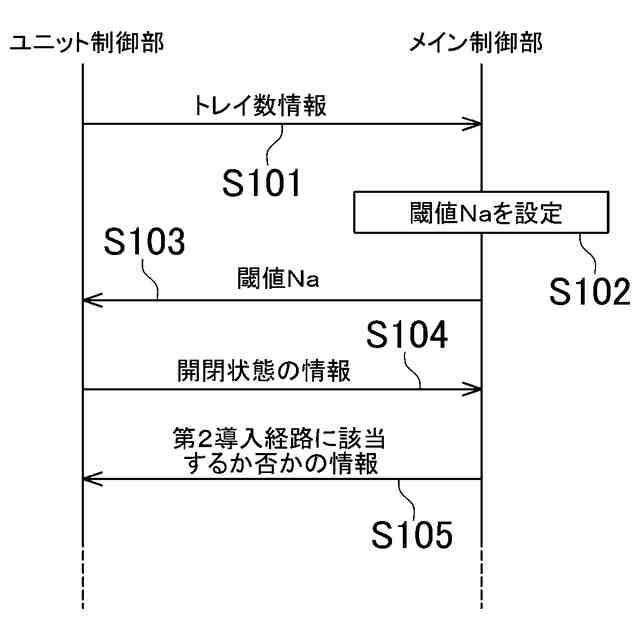
各導入経路における前記トレイの数についてのトレイ数情報を取得し、
前記複数の導入経路の各々についての前記トレイ数情報に基づいて、前記複数の導入経路に共通の、前記開閉機構を前記開状態及び前記閉状態のどちらにするかの基準となる閾値を設定し、
各導入経路に設けられた前記開閉機構の前記開状態と前記閉状態とを、当該導入経路についての前記トレイ数情報が示す前記トレイの数と前記閾値との関係に基づいて切り換えることを特徴とする請求項1に記載の自動ワインダ。
【請求項3】
前記制御部は、
前記トレイの数が最も少ない前記導入経路に設けられた前記開閉機構が前記開状態となり、これよりも前記トレイの数が多い前記導入経路に設けられた前記開閉機構が前記閉状態となるように前記閾値を設定することを特徴とする請求項2に記載の自動ワインダ。
【請求項4】
前記制御部は、
前記トレイ数情報が示す前記トレイの数と前記閾値との関係で前記開状態にされる前記開閉機構が設けられる前記導入経路のうち、前記供給経路の最も下流側の部分に接続された前記導入経路を第1導入経路として、
前記第1導入経路よりも前記供給経路の下流側の部分に接続された前記導入経路である第2導入経路が存在する場合に、前記第2導入経路に設けられた前記開閉機構を前記開状態にさせることを特徴とする請求項2又は3に記載の自動ワインダ。
【請求項5】
前記制御部は、
前記トレイ数情報が示す前記トレイの数と前記閾値との関係で前記開状態にされる前記開閉機構が設けられる前記導入経路のうち、前記供給経路の最も下流側の部分に接続された前記導入経路を第1導入経路として、
前記第1導入経路よりも前記供給経路の下流側の部分に接続された前記導入経路である第2導入経路が存在する場合に、前記第2導入経路についての前記トレイ数情報が示す前記トレイの数と前記閾値との関係とは別の所定条件を満たすか否かに基づいて、前記第2導入経路に設けられた前記開閉機構の前記開状態と前記閉状態とを切り換えさせることを特徴とする請求項2又は3に記載の自動ワインダ。
【請求項6】
前記制御部は、
前記トレイ数情報が示す前記トレイの数が、前記第1導入経路についての前記トレイ数情報が示す前記トレイの数よりも1つ多い前記第2導入経路に設けられた前記開閉機構を前記開状態にさせることを特徴とする請求項5に記載の自動ワインダ。
【請求項7】
前記制御部は、
位置させることのできる最大数の前記トレイが存在している前記導入経路の前記開閉機構を前記閉状態にさせることを特徴とする請求項1~6のいずれかに記載の自動ワインダ。
【請求項8】
前記制御部は、
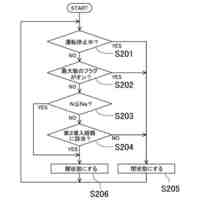
前記複数の巻取ユニットのうち運転されていない巻取ユニットの導入経路に設けられた前記開閉機構を前記閉状態にさせることを特徴とする請求項1~7のいずれかに記載の自動ワインダ。
【請求項9】
各巻取ユニットが、ユニット停止が発生していることを検出するユニット停止検出部を有し、
前記制御部は、
前記複数の巻取ユニットのうち前記ユニット停止が発生していることが検出された巻取ユニットの導入経路に設けられた前記開閉機構を前記閉状態にさせることを特徴とする請求項1~8のいずれかに記載の自動ワインダ。
【請求項10】
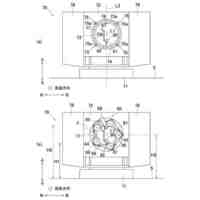
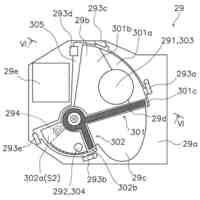
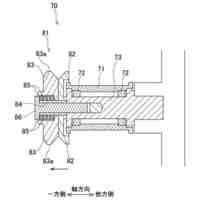
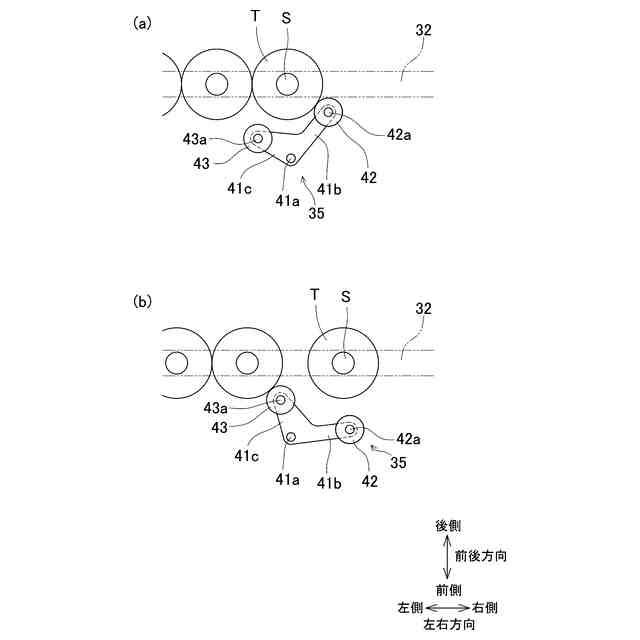
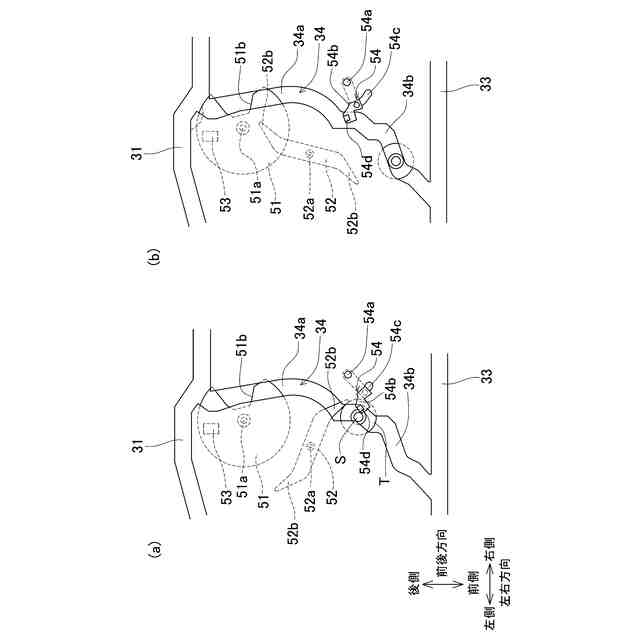
前記開閉機構は、
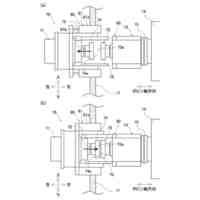
上下方向に延びる軸を中心に回転可能に構成され、周方向の少なくとも一部分に切欠きが形成された板状の回転部材を有し、
前記回転部材が、前記切欠きが前記導入経路と上下方向に重なり且つ前記供給経路と接続される位置にある状態で前記開状態となり、
前記回転部材が、前記切欠きが前記導入経路と上下方向に重ならない又は前記供給経路と接続されていない位置にある状態で前記閉状態となることを特徴とする請求項1~9のいずれかに記載の自動ワインダ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数の巻取ユニットを有する自動ワインダに関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
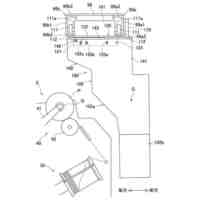
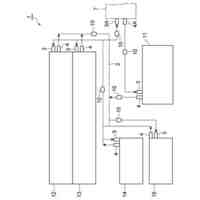
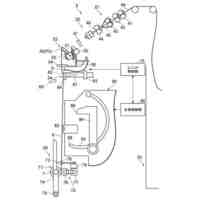
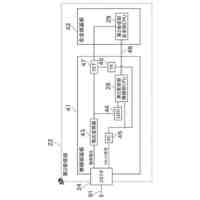
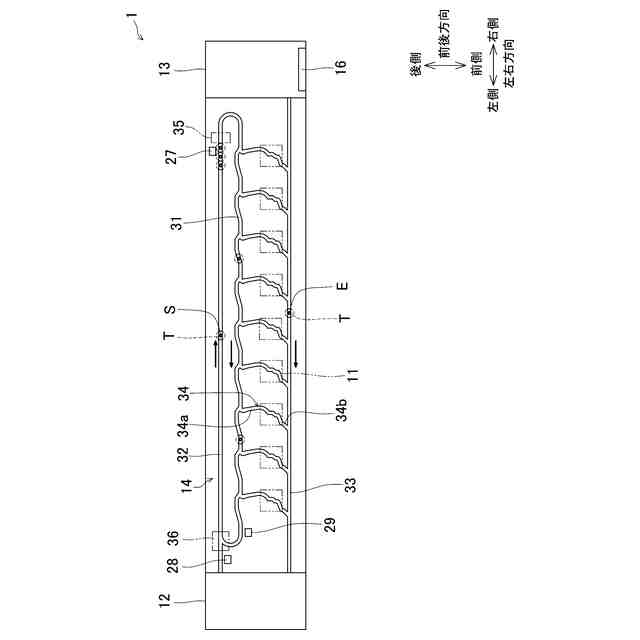
特許文献1に記載の自動ワインダでは、ボビン処理装置から給糸ボビンが装着されたトレイが送出される。給糸ボビンが装着されたトレイは、供給経路に沿って搬送され、複数の巻取ユニットの各々に供給される。また、複数の巻取ユニットにおいて巻取りが完了した給糸ボビンが装着されたトレイが、回収経路に排出される。また、特許文献1に記載の自動ワインダは、供給経路の下流端部まで搬送されたトレイを、供給経路の上流端部に戻すためのリターン経路を有し、リターン経路の下流端部にトレイストッパーが設けられている。トレイストッパーは、複数の巻取ユニットから回収経路にトレイが排出されるペースと、ボビン処理装置からトレイが送出されるペースとの差に応じたペースで、リターン経路から供給経路にトレイが送出されるように、リターン経路を搬送されてきたトレイを供給経路の上流端部に戻すか否かを切り換える。
【先行技術文献】
【特許文献】
【0003】
特開2019-131365号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、特許文献1のようにすれば、ボビン処理装置及びリターン経路から供給経路に送出されるトレイの数を適切なものとすることは可能である。一方で、特許文献1の自動ワインダでは、各巻取ユニットにおいて、貯留可能な最大の数のトレイが貯留された状態となった後に、これよりも下流の巻取ユニットにトレイが供給される。そのため、例えば、ある巻取ユニットにトレイがなく、且つ、この巻取ユニットよりも上流の巻取ユニットにおいて貯留可能な最大の数よりも少ない数のトレイが貯留されている状態となることがある。この場合、上記上流の巻取ユニットでは糸の巻き取りを行うことができている状況でさらにトレイの供給が行われるのに対して、ある巻取ユニットにおいては糸の巻き取りを行うことができないことになり、自動ワインダにおける糸の巻き取りの効率の低下につながる。
【0005】
本発明の目的は、複数の巻取ユニットに適切に給糸ボビンを供給することが可能な自動ワインダを提供することである。
【課題を解決するための手段】
【0006】
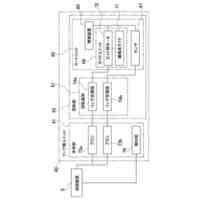
本発明の自動ワインダは、複数の巻取ユニットと、前記複数の巻取ユニットにわたって延びた、給糸ボビンを直立させた状態で支持するトレイを前記複数の巻取ユニットに供給するための供給経路と、前記複数の巻取ユニットに個別に設けられ、前記供給経路に接続された、前記トレイを前記巻取ユニットに導入するための複数の導入経路と、前記複数の導入経路に個別に設けられ、前記供給経路から前記導入経路への前記トレイの導入を許容する開状態と、前記供給経路から前記導入経路への前記トレイの導入を遮断する閉状態とに切り換え可能な開閉機構と、制御部と、を備え、前記制御部は、前記複数の導入経路の各々における前記トレイの数に応じて、各開閉機構の前記開状態と前記閉状態とを切り換える。
【0007】
本発明によると、複数の導入経路の各々におけるトレイの数に応じて、各開閉機構の開状態と閉状態とを切り換えることにより、例えば、トレイがない導入経路、トレイの数が少ない導入経路に優先的にトレイを導入させるなど、複数の巻取ユニットに適切にトレイを供給することができる。
【0008】
また、本発明の自動ワインダにおいて、前記制御部は、各導入経路における前記トレイの数についてのトレイ数情報を取得し、前記複数の導入経路の各々についての前記トレイ数情報に基づいて、前記複数の導入経路に共通の、前記開閉機構を前記開状態及び前記閉状態のどちらにするかの基準となる閾値を設定し、各導入経路に設けられた前記開閉機構の前記開状態と前記閉状態とを、当該導入経路についての前記トレイ数情報が示す前記トレイの数と前記閾値との関係に基づいて切り換える。
【0009】
本発明によると、複数の導入経路についての個別のトレイ数情報に基づいて複数の導入経路に共通の閾値を設定する。そして、各導入経路に設けられた開閉機構の開状態と閉状態とを、当該導入経路についてのトレイ数情報が示すトレイの数と上記閾値との関係に基づいて切り換える。これにより、簡単な処理で、複数の導入経路の各々におけるトレイの数に応じて、各開閉機構の開状態と閉状態とを切り換えることができる。
【0010】
また、本発明の自動ワインダにおいて、前記制御部は、前記トレイの数が最も少ない前記導入経路に設けられた前記開閉機構が前記開状態となり、これよりも前記トレイの数が多い前記導入経路に設けられた前記開閉機構が前記閉状態となるように前記閾値を設定する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
村田機械株式会社
作業台
今日
村田機械株式会社
糸巻取機
7日前
村田機械株式会社
玉揚装置
今日
村田機械株式会社
巻取装置
13日前
村田機械株式会社
巻取装置
今日
村田機械株式会社
繊維機械
今日
村田機械株式会社
糸処理装置
7日前
村田機械株式会社
天井搬送車
3日前
村田機械株式会社
自動ワインダ
今日
村田機械株式会社
自動ワインダ
今日
村田機械株式会社
数値制御装置
今日
村田機械株式会社
ダスト回収装置
7日前
村田機械株式会社
ローラユニット
今日
村田機械株式会社
ボビン処理装置
今日
村田機械株式会社
搬送車システム
7日前
村田機械株式会社
ライナー交換装置
今日
村田機械株式会社
繊維束ガイド機構
今日
村田機械株式会社
自動倉庫システム
今日
村田機械株式会社
糸道ガイド機構及び繊維機械
今日
村田機械株式会社
情報処理装置及び情報処理方法
8日前
村田機械株式会社
紡績機、及び紡績機の制御方法
15日前
村田機械株式会社
フィラメントワインディング装置
今日
村田機械株式会社
フィラメントワインディング装置
今日
村田機械株式会社
フィラメントワインディング装置
今日
村田機械株式会社
端末装置及び端末装置の再起動方法
6日前
村田機械株式会社
処理装置、レーザ加工機及び処理方法
21日前
個人
箱
2か月前
個人
ゴミ箱
1か月前
個人
包装体
2か月前
個人
収納用具
6か月前
個人
物品収納具
5か月前
個人
パウチ補助具
1か月前
個人
折り畳み水槽
2か月前
個人
掃除楽々ゴミ箱
7か月前
個人
ダンボール宝箱
2か月前
個人
圧縮収納袋
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ