TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024171678
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023088823
出願日
2023-05-30
発明の名称
自動倉庫システム
出願人
村田機械株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B65G
1/137 20060101AFI20241205BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】ピッキング作業の待ち時間を減らして、単位時間あたりのピッキング処理数を増やすことできる自動倉庫システムを提供する。
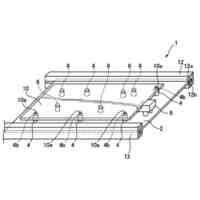
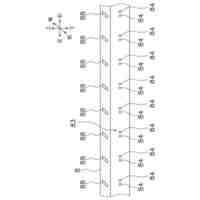
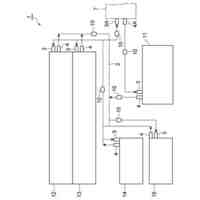
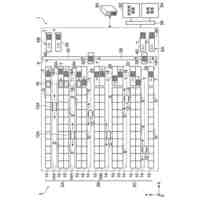
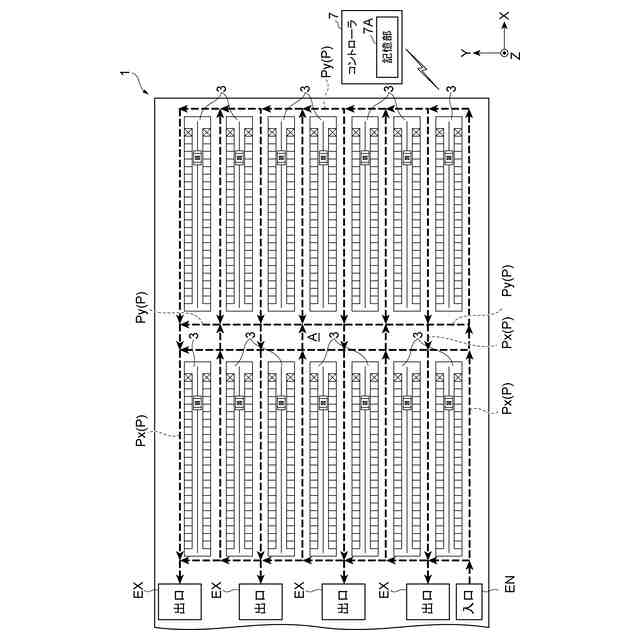
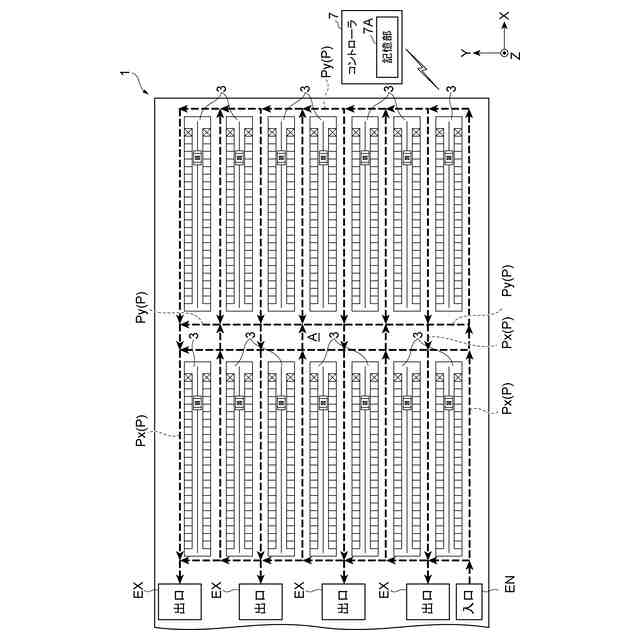
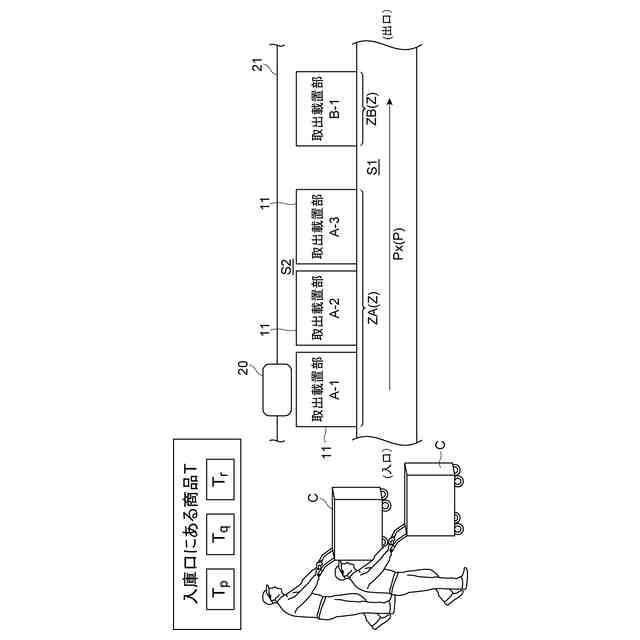
【解決手段】自動倉庫システム1は、ラック10と、搬送台車20と、作業主体へ伝達されるピッキングオーダーを記憶する記憶部7Aと、第一方向に配列される載置部11を複数のゾーンに分けて管理すると共に、ピッキングオーダーに含まれる商品Tをラック10の鉛直方向における下方の載置部11である取出載置部11Aに移動させるように搬送台車20を制御するコントローラ7と、を備える。コントローラ7は、互いに異なるピッキングオーダーに従って作業する作業主体が同一のゾーンZにて近似タイミングでピッキング作業をする度合を示す干渉度合を算出し、算出した干渉度合が小さくなるように取出載置部11AのゾーンZを決定する。
【選択図】図1
特許請求の範囲
【請求項1】
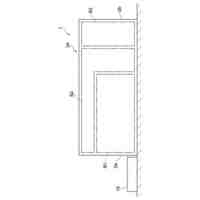
商品を載置する載置部が鉛直方向と水平方向における一方向である第一方向とに配列されると共に、前記鉛直方向と前記第一方向との両方に直交する第二方向における第一端部側から前記商品を取り出し可能なラックと、
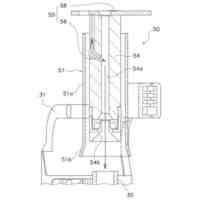
前記第二方向における第二端部側において前記第一方向に沿って走行し、前記ラックに対して前記商品を移載可能な搬送台車と、
作業主体へ伝達されるピッキングオーダーを記憶する記憶部と、
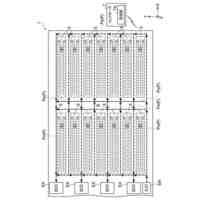
前記第一方向に配列される前記載置部を一つ又は複数の前記載置部からなる複数のゾーンに分けて管理すると共に、前記ピッキングオーダーに含まれる前記商品を前記ラックの鉛直方向における下方の前記載置部である取出載置部に移動させるように前記搬送台車を制御するコントローラと、を備え、
前記コントローラは、互いに異なる前記ピッキングオーダーに従って作業する作業主体が同一の前記ゾーンにて近似タイミングでピッキング作業をする度合を示す干渉度合を算出し、算出した前記干渉度合が小さくなるように前記取出載置部の前記ゾーンを決定する、自動倉庫システム。
続きを表示(約 940 文字)
【請求項2】
前記コントローラは、前記ピッキングオーダーに従ってピッキング作業を実施する作業主体の前記ゾーン毎のスケジュールに基づいて前記干渉度合を算出する、請求項1記載の自動倉庫システム。
【請求項3】
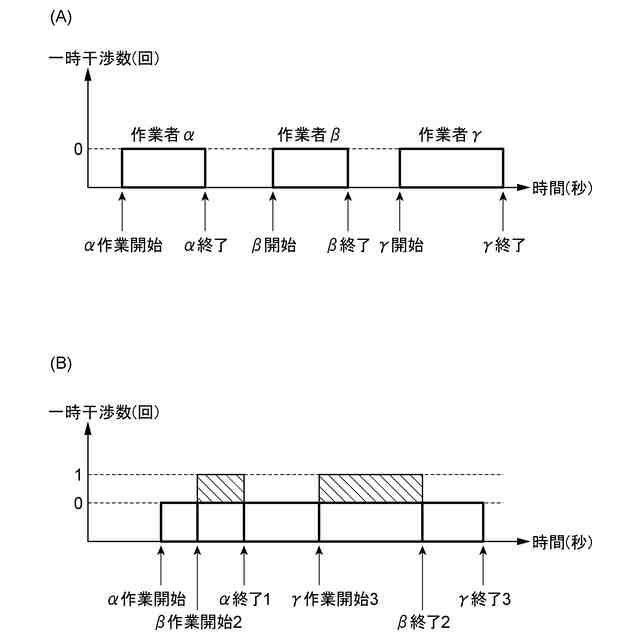
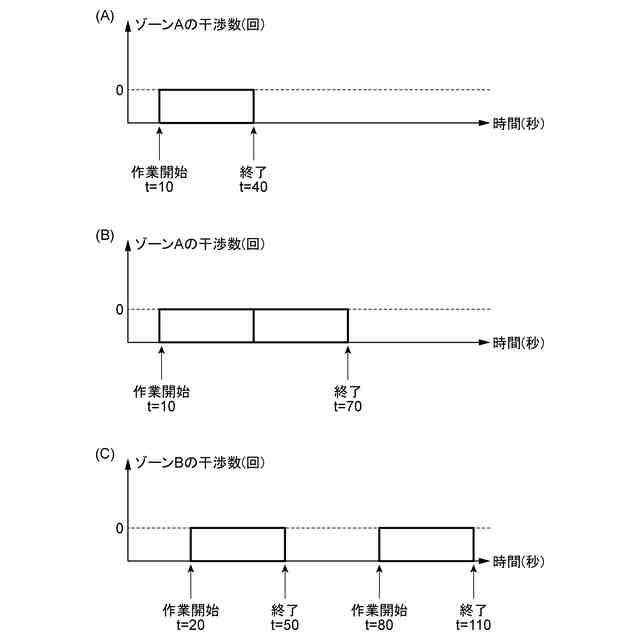
前記干渉度合は、前記ゾーン毎のスケジュールにおいて異なる作業主体同士のピッキング作業時間が互いに重なる回数である干渉数、又は、前記ゾーン毎のスケジュールにおいて異なる作業主体同士のピッキング作業時間が互いに重なる時間である干渉時間である、請求項2記載の自動倉庫システム。
【請求項4】
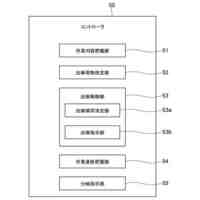
前記コントローラは、
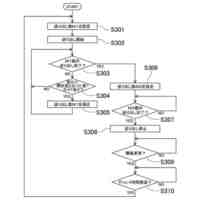
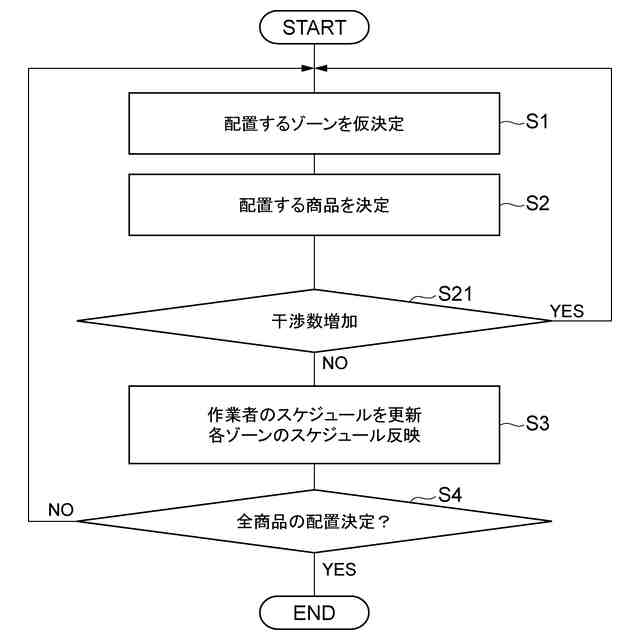
前記商品を移動させる前記取出載置部の前記ゾーンを決定する仮決定ステップと、
前記仮決定ステップにおいて決定された前記ゾーンに前記商品を移動するに際し、前記干渉度合が最小となるように前記商品の種類を決定する配置ステップと、
前記仮決定ステップおいて決定された前記ゾーンの前記取出載置部に、前記配置ステップにおいて決定された種類の前記商品を配置したときの前記ゾーン毎のスケジュールを更新するスケジュール更新ステップと、を含む処理を繰り返し実行し、
前記配置ステップにおいて算出する前記最小の前記干渉度合が、前回の配置ステップで算出した前記最小の前記干渉度合に比べて所定閾値以上増加した場合には、前記商品の種類を決定することを中止して前記仮決定ステップをやり直す、請求項1~3の何れか一項記載の自動倉庫システム。
【請求項5】
前記コントローラは、前記配置ステップにおいて算出される前記最小の前記干渉度合が同程度となる前記商品の種類が複数ある場合には、
次の前記配置ステップにおいて、現在の前記配置ステップにおいて決定した前記ゾーンと同じゾーンに前記商品を配置する場合には、前記干渉度合が小さくなるような前記商品を配置するように決定し、
次の前記配置ステップにおいて、現在の前記配置ステップにおいて決定した前記ゾーンとは異なるゾーンに前記商品を配置する場合には、前記干渉度合が大きくなるような前記商品を配置するように決定する、請求項4記載の自動倉庫システム。
発明の詳細な説明
【技術分野】
【0001】
本発明の一側面は、自動倉庫システムに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
例えば物流センタ等では、店舗等からの注文に応じて、種々の商品から指定された商品を指定個数取り揃えるピッキング作業が行われている。作業者は、例えば、伝票等を見ながら、商品が保管されている棚が配置されたゾーンまで移動して必要個数の商品を取り出し、集荷用のコンテナ等に収容している。このような物流センタ内において、棚に対する商品の入出庫をシミュレーションして、ピッキング作業にかかる時間を短縮する技術が知られている(例えば、特許文献1参照)。特許文献1に記載の物品取出管理装置では、棚が配置されたフロアにおける作業者の動線に基づいて、ピッキング作業にかかる時間をシミュレーションしている。
【先行技術文献】
【特許文献】
【0003】
特開2010-100386号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、ピッキング作業をする作業主体(例えば作業者)が同じタイミングで同じゾーンでピッキング作業を実施する場合、作業スペースや設備次第では、先の作業主体が商品を取り出すまで、ピッキング作業を中断しなければならない場合がある。このような待ち時間は、ピッキング作業の作業効率を低下させている。
【0005】
そこで、本発明の一側面の目的は、ピッキング作業の待ち時間を減らして、単位時間あたりのピッキング処理数を増やすことできる自動倉庫システムを提供することにある。
【課題を解決するための手段】
【0006】
本発明の一側面に係る自動倉庫システムは、商品を載置する載置部が鉛直方向と水平方向における一方向である第一方向とに配列されると共に、鉛直方向と第一方向との両方に直交する第二方向における第一端部側から商品を取り出し可能なラックと、第二方向における第二端部側において第一方向に沿って走行し、ラックに対して商品を移載可能な搬送台車と、作業主体へ伝達されるピッキングオーダーを記憶する記憶部と、第一方向に配列される載置部を一つ又は複数の載置部からなる複数のゾーンに分けて管理すると共に、ピッキングオーダーに含まれる商品をラックの鉛直方向における下方の載置部である取出載置部に移動させるように搬送台車を制御するコントローラと、を備え、コントローラは、互いに異なるピッキングオーダーに従って作業する作業主体が同一のゾーンにて近似タイミングでピッキング作業をする度合を示す干渉度合を算出し、算出した干渉度合が小さくなるように取出載置部のゾーンを決定する。
【0007】
この構成の自動倉庫システムでは、取出載置部となるゾーンと当該ゾーンに移動させる商品Tの種類とを干渉度合が小さくなるように決定している。これにより、ピッキング作業の待ち時間を減らして、単位時間あたりのピッキング処理数を増やすことできる。
【0008】
本発明の一側面に係る自動倉庫システムでは、コントローラは、ピッキングオーダーに従ってピッキング作業を実施する作業主体のゾーン毎のスケジュールに基づいて干渉度合を算出してもよい。この構成では、干渉度合を容易に算出することができる。
【0009】
本発明の一側面に係る自動倉庫システムでは、干渉度合は、ゾーン毎のスケジュールにおいて異なる作業主体同士のピッキング作業時間が互いに重なる回数である干渉数、又は、ゾーン毎のスケジュールにおいて異なる作業主体同士のピッキング作業時間が互いに重なる時間である干渉時間であってもよい。この構成では、ピッキング作業において互いに異なる作業主体同士が干渉する度合を、算出し易く、かつ当業者にとって分かりやすい指標で評価することができる。
【0010】
本発明の一側面に係る自動倉庫システムでは、コントローラは、商品を移動させる取出載置部のゾーンを決定する仮決定ステップと、仮決定ステップにおいて決定されたゾーンに商品を移動するに際し、干渉度合が最小となるように商品の種類を決定する配置ステップと、仮決定ステップおいて決定されたゾーンの取出載置部に、配置ステップにおいて決定された種類の商品を配置したときのゾーン毎のスケジュールを更新するスケジュール更新ステップと、を含む処理を繰り返し実行し、配置ステップにおいて算出する最小の干渉度合が、前回の配置ステップで算出した最小の干渉度合に比べて所定閾値以上増加した場合には、商品の種類を決定することを中止して仮決定ステップをやり直してもよい。この構成では、より最適なゾーンの取出載置部に商品を移動させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
村田機械株式会社
作業台
今日
村田機械株式会社
自動倉庫
2か月前
村田機械株式会社
糸巻取機
2か月前
村田機械株式会社
糸巻取機
1か月前
村田機械株式会社
巻取装置
13日前
村田機械株式会社
糸巻取機
7日前
村田機械株式会社
玉揚装置
今日
村田機械株式会社
繊維機械
今日
村田機械株式会社
巻取装置
今日
村田機械株式会社
糸処理装置
7日前
村田機械株式会社
天井搬送車
3日前
村田機械株式会社
天井搬送車
1か月前
村田機械株式会社
糸巻取装置
1か月前
村田機械株式会社
基板受け台
2か月前
村田機械株式会社
プレス機械
1か月前
村田機械株式会社
自動ワインダ
今日
村田機械株式会社
ドラフト装置
1か月前
村田機械株式会社
自動ワインダ
今日
村田機械株式会社
数値制御装置
今日
村田機械株式会社
ダスト回収装置
7日前
村田機械株式会社
搬送車システム
7日前
村田機械株式会社
ローラユニット
今日
村田機械株式会社
ボビン処理装置
今日
村田機械株式会社
繊維束ガイド機構
今日
村田機械株式会社
自動倉庫システム
2か月前
村田機械株式会社
自動倉庫システム
今日
村田機械株式会社
コンベヤシステム
1か月前
村田機械株式会社
自動倉庫システム
1か月前
村田機械株式会社
ライナー交換装置
今日
村田機械株式会社
繊維機械及び連結部材
1か月前
村田機械株式会社
糸道ガイド機構及び繊維機械
今日
村田機械株式会社
金型交換装置及び金型検出方法
1か月前
村田機械株式会社
紡績機、及び紡績機の制御方法
15日前
村田機械株式会社
情報処理装置及び情報処理方法
8日前
村田機械株式会社
フィラメントワインディング装置
今日
村田機械株式会社
フィラメントワインディング装置
今日
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ