TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024171561
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023088631
出願日
2023-05-30
発明の名称
フィラメントワインディング装置
出願人
村田機械株式会社
,
トヨタ自動車株式会社
代理人
弁理士法人ATEN
主分類
B29C
70/32 20060101AFI20241205BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】フィラメントワインディング装置において、ライナーの重みによってライナーを支持する軸がたわんでしまうのを抑える。
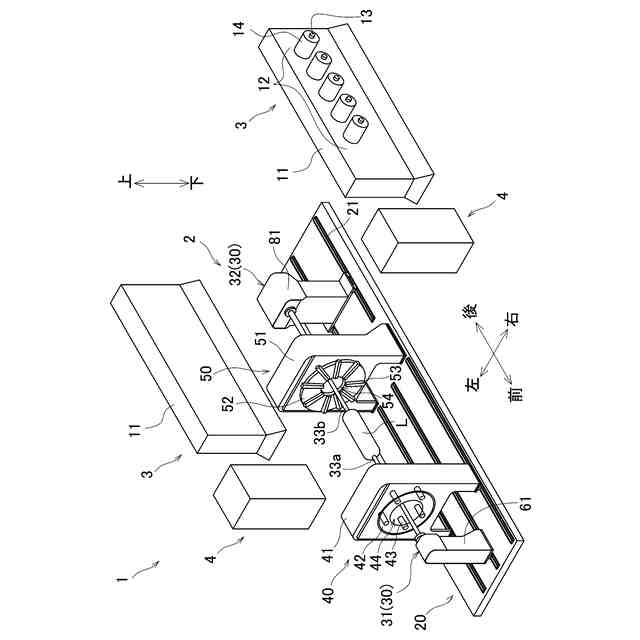
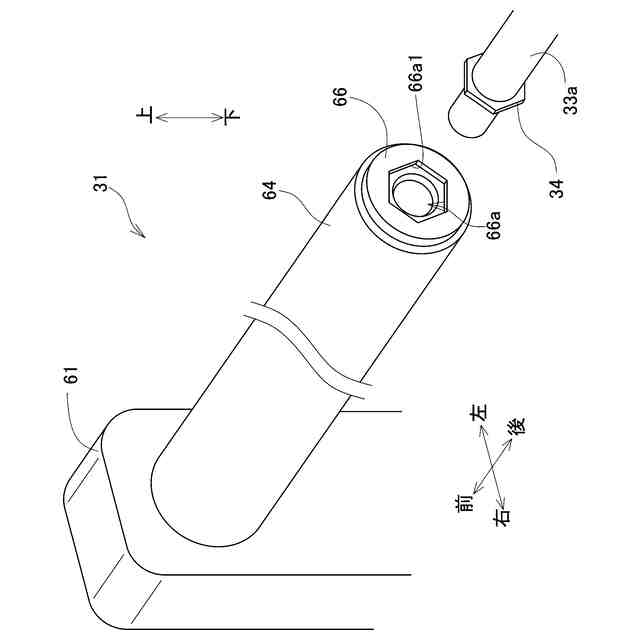
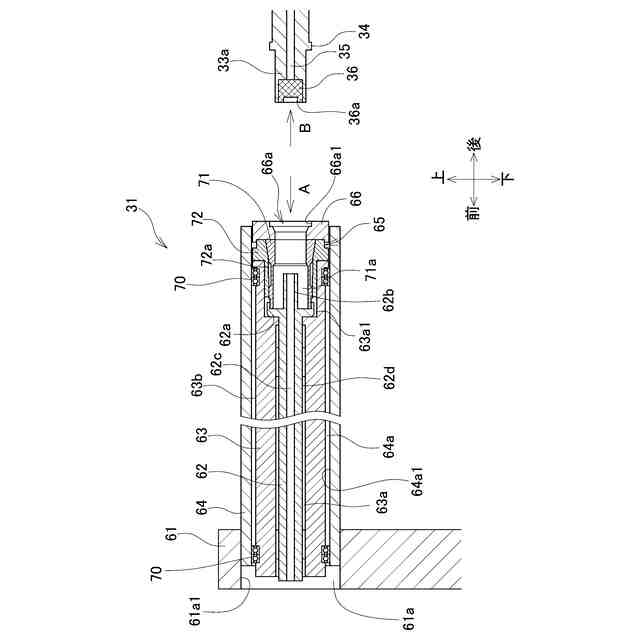
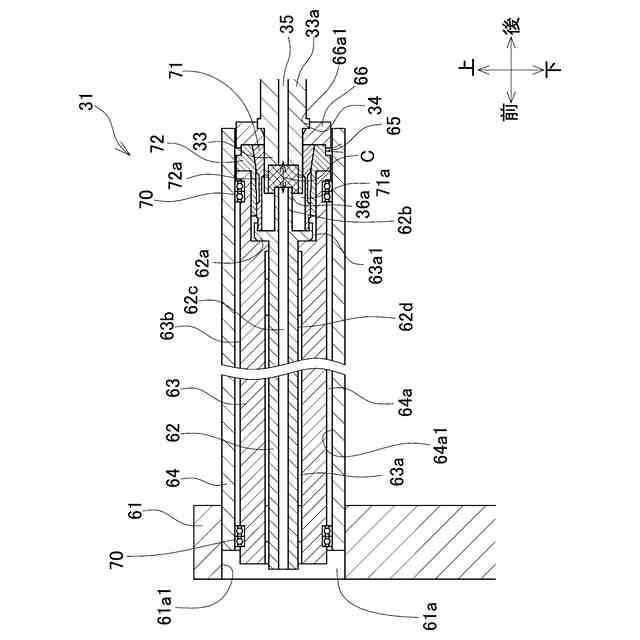
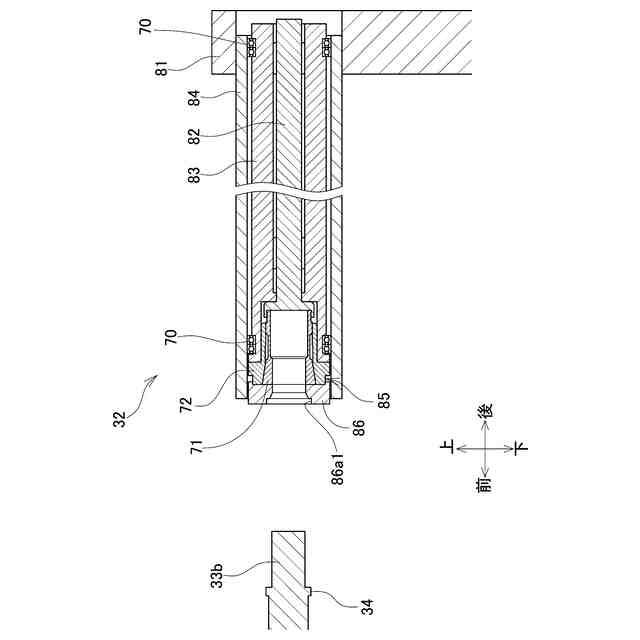
【解決手段】ライナーLの軸方向の前端部に固定された支持軸33aを軸周りに回転可能に支持する第1支持ユニット31において、軸方向に延びる内軸部材62と、軸方向に延び内軸部材62の外周面62dを取り囲む外軸部材63とが、軸方向延び外軸部材63の外周面63bを取り込む外筒部材64によって、軸周りに一体的に回転可能に支持されている。第1チャック65は、支持軸33aを連結可能であり、連結された支持軸33aを、内軸部材62と一体的に軸周りに回転可能、且つ、内軸部材62と一体的に軸方向に移動可能に支持する。第2チャック66は、支持軸33aを連結可能であり、連結された支持軸33aを、外軸部材63と一体的に軸周りに回転可能に支持する。
【選択図】図5
特許請求の範囲
【請求項1】
軸方向の両端部にそれぞれ前記軸方向に延びる支持軸が固定されたライナーの外周面に繊維束を巻き付けるフィラメントワインディング装置であって、
前記ライナーを軸周りに回転可能に支持する支持ユニット、を備え、
前記支持ユニットは、
前記軸方向に延び、軸周りに回転可能な内軸部材と、
前記軸方向に延びているとともに前記内軸部材の外周面を取り囲み、前記内軸部材と一体的に軸周りに回転可能な外軸部材と、
前記軸方向に延びているとともに前記外軸部材の外周面を取り囲み、前記内軸部材及び前記外軸部材を軸周りに回転可能に支持する外筒部材と、
前記支持軸を連結可能であり、連結された前記支持軸を、前記内軸部材と一体的に軸周りに回転可能且つ前記内軸部材と一体的に前記軸方向に移動可能に支持する第1チャックと、
前記支持軸と軸周り方向の位相が合っている状態で前記支持軸と連結可能であり、連結された前記支持軸を、前記外軸部材と一体的に軸周りに回転可能に支持する第2チャックと、を備えていることを特徴とするフィラメントワインディング装置。
続きを表示(約 630 文字)
【請求項2】
前記支持ユニットが、
前記内軸部材、前記外軸部材、前記外筒部材、前記第1チャック及び前記第2チャックを一体的に前記軸方向に移動させる移動装置と、
前記第2チャックを軸周りに回転させることによって、前記第2チャックの軸周り方向の位相を調整する位相調整装置と、を備え、
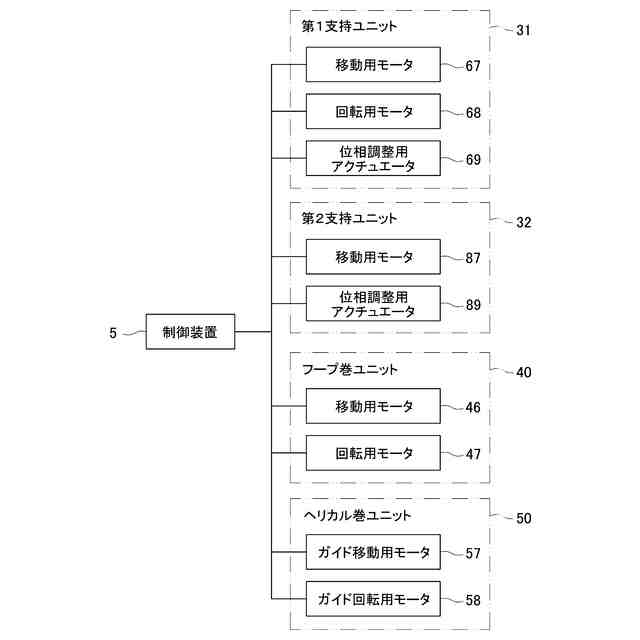
前記移動装置及び前記位相調整装置を制御する制御装置、を備え、
前記制御装置は、
前記位相調整装置を制御して前記第2チャックを軸周りに回転させることによって、前記第2チャックの軸周り方向の位相を前記支持軸の軸周り方向の位相に合わせてから、
前記移動装置を制御して前記内軸部材、前記外軸部材、前記外筒部材、前記第1チャック及び前記第2チャックを一体的に前記軸方向に移動させることによって、前記支持軸を前記第1チャック及び前記第2チャックに連結させることを特徴とする請求項1に記載のフィラメントワインディング装置。
【請求項3】
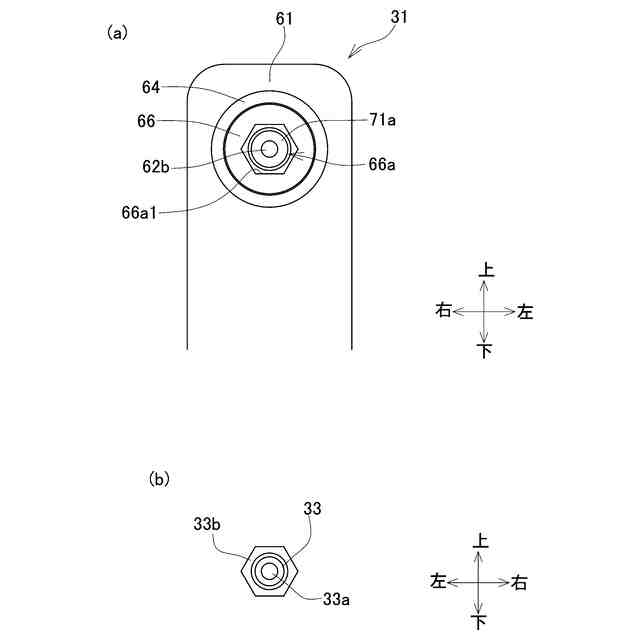
前記支持軸は、前記軸方向から見て回転中心が前記支持軸の回転中心と重なる正多角形の嵌合部を有するものであって、
前記第2チャックは、前記軸方向から見て回転中心が前記第2チャックの回転中心と重なる前記正多角形で前記嵌合部と嵌合可能な嵌合孔を有し、前記嵌合孔に前記嵌合部が嵌合することによって前記支持軸が連結されることを特徴とする請求項1又は2に記載のフィラメントワインディング装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フィラメントワインディング装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
特許文献1に記載のフィラメントワインディング装置は、ライナーの軸方向の両端部にそれぞれ設けられた支持軸(被駆動軸)を支持するための2つのライナー支持部を備えている。各ライナー支持部は、上記軸方向に延びたチャック軸と、チャック軸の軸方向の先端部に設けられたチャックとを有する。チャックには、支持軸が挿通される貫通孔が形成され、貫通孔の内周面に上記軸方向に延びたキーが形成されている。支持軸の外周面には、キーと係合可能なキー溝が形成されている。
【0003】
そして、チャックを回転させて、キーの軸周り方向の位相と、キー溝の軸周り方向の位相とを合わせてから、チャックと支持軸とを上記軸方向に近づけることにより、キーをキー溝に係合させ、支持軸を貫通孔に挿通させる。これにより、チャックと支持軸とが一体回転可能に連結される。
【先行技術文献】
【特許文献】
【0004】
特開2016-129938号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、特許文献1に記載のフィラメントワインディング装置では、2つのライナー支持部のチャックにライナーの支持軸が連結されたときに、各ライナー支持部において、ライナーの重みでチャック軸がたわんでしまう虞がある。チャック軸が大きくたわんでしまうと、ライナーに精度よく繊維束を巻き付けることができない虞がある。
【0006】
本発明の目的は、ライナーの重みによってライナーを支持する軸がたわんでしまうのを抑えることが可能なフィラメントワインディング装置を提供することである。
【課題を解決するための手段】
【0007】
本発明のフィラメントワインディング装置は、軸方向の両端部にそれぞれ前記軸方向に延びる支持軸が固定されたライナーの外周面に繊維束を巻き付けるフィラメントワインディング装置であって、前記ライナーを軸周りに回転可能に支持する支持ユニット、を備え、前記支持ユニットは、前記軸方向に延び、軸周りに回転可能な内軸部材と、前記軸方向に延びているとともに前記内軸部材の外周面を取り囲み、前記内軸部材と一体的に軸周りに回転可能な外軸部材と、前記軸方向に延びているとともに前記外軸部材の外周面を取り囲み、前記内軸部材及び前記外軸部材を軸周りに回転可能に支持する外筒部材と、前記支持軸を連結可能であり、連結された前記支持軸を、前記内軸部材と一体的に軸周りに回転可能且つ前記内軸部材と一体的に前記軸方向に移動可能に支持する第1チャックと、前記支持軸と軸周り方向の位相が合っている状態で前記支持軸と連結可能であり、連結された前記支持軸を、前記外軸部材と一体的に軸周りに回転可能に支持する第2チャックと、を備えている。
【0008】
本発明によると、支持軸は、第1チャックに連結されることによって、内軸部材と一体的に軸周りに回転可能、且つ、内軸部材と一体的に軸方向に移動可能に支持される。また、支持軸は、第2チャックに連結されることによって、外軸部材と一体的に軸周りに回転可能に支持される。これにより、支持軸が固定されたライナーを回転可能に支持することができる。また、本発明では、内軸部材と、内軸部材の外周面を取り囲む外軸部材とが一体的に軸周りに回転可能であり、外軸部材の外周面を取り囲む外筒部材によって内軸部材及び外軸部材が軸周りに回転可能に支持されている。これにより、支持ユニットによってライナーが支持されているときに、ライナーの重みによって内軸部材及び外軸部材がたわんでしまうのを抑えることができる。
【0009】
本発明のフィラメントワインディング装置は、支持ユニットが、前記内軸部材、前記外軸部材、前記外筒部材、前記第1チャック及び前記第2チャックを一体的に前記軸方向に移動させる移動装置と、前記第2チャックを軸周りに回転させることによって、前記第2チャックの軸周り方向の位相を調整する位相調整装置と、を備え、前記移動装置及び前記位相調整装置を制御する制御装置と、を備え、前記制御装置は、前記位相調整装置を制御して前記第2チャックを軸周りに回転させることによって、前記第2チャックの軸周り方向の位相を前記支持軸の軸周り方向の位相に合わせてから、前記移動装置を制御して前記内軸部材、前記外軸部材、前記外筒部材、前記第1チャック及び前記第2チャックを一体的に前記軸方向に移動させることによって、前記支持軸を前記第1チャック及び前記第2チャックに連結させてもよい。
【0010】
本発明によると、位相調整装置により第2チャックを軸周りに回転させて、第2チャックの軸周り方向の位相と支持軸の軸周り方向の位相とを合わせたうえで、移動装置により内軸部材及び外軸部材を軸方向に移動させて支持軸を第1チャック及び第2チャックに連結させることにより、支持軸を支持ユニットに支持させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
吹出しノズル
14日前
東レ株式会社
金型の製造方法
10か月前
東レ株式会社
シート成形口金
11か月前
東レ株式会社
プリプレグテープ
2か月前
津田駒工業株式会社
連続成形機
9か月前
グンゼ株式会社
ピン
今日
個人
射出ミキシングノズル
2か月前
株式会社日本製鋼所
押出機
2か月前
世紀株式会社
造形装置
11か月前
輝創株式会社
接合方法
10か月前
株式会社シロハチ
真空チャンバ
1か月前
株式会社リコー
シート剥離装置
4か月前
東レ株式会社
延伸フィルムの製造方法
10か月前
帝人株式会社
成形体の製造方法
5か月前
東レ株式会社
一体化成形品の製造方法
4か月前
グンゼ株式会社
印刷層の除去方法
10か月前
株式会社リコー
画像形成システム
6日前
六浦工業株式会社
接着装置
10か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
三菱自動車工業株式会社
予熱装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
2か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
KTX株式会社
シェル型の作製方法
5か月前
トヨタ自動車株式会社
真空成形方法
6か月前
小林工業株式会社
振動溶着機
5か月前
トヨタ自動車株式会社
3Dプリンタ
7日前
個人
超高速射出点描画による熱溶解積層法
11か月前
日東工業株式会社
インサート成形機
8日前
株式会社城北精工所
押出成形用ダイ
8か月前
株式会社リコー
シート処理システム
4か月前
トヨタ自動車株式会社
真空成形装置
7か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
株式会社リコー
シート処理システム
3か月前
株式会社カネカ
再生アクリル樹脂の製造方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































